输水管道加固施工装置的制作方法
1.本发明涉及输水管道修复领域,具体地涉及一种输水管道加固施工装置。
背景技术:
2.预应力钢筒混凝土管(prestressed concrete cylinder pipe,以下简称pccp)、预应力混凝土管(prestressed concrete pipe,以下简称pcp)、玻璃夹砂管、钢筋混凝土管等为现有技术中常用的输水管道,形状一般为圆柱形。目前我国引调水工程中使用输水管道的工程越来越多。但由于设计、施工质量缺陷、运行管理不当等原因,目前已发生多个工程出现爆管现象,严重威胁着输水管道的安全运行。
3.大部分pccp或pcp爆管是由于高强混凝土管芯上缠绕环向预应力钢丝出现断丝所致,为了防患于未然,对检测出有缺陷的输水管道需要进行加固。现有技术中输水管道的常用加固方法有置换法、粘钢法、内衬钢桶、外部粘贴柔性加固材料及内侧粘贴柔性加固材料等方法。以下以柔性加固材料为碳纤维进行说明。其中,粘钢法、内衬钢桶及内侧粘贴碳纤维方法属于内部加固方法。这些方法各具特色,互有优劣。其中,内侧粘贴碳纤维方法由于具有良好的耐腐蚀性和耐久性,片材较轻且薄,基本不增加原结构自重及不减少输水管道的过水断面的优势,目前得到了较广泛的应用。
4.管道内壁碳纤维加固方法原理简单,施工较方便,适用于各类输水管道的内部修复和加固。对现有输水管道内壁经过基面处理后,每一层碳纤维布施工均需要涂底层胶、涂刮碳纤维布和浸渍胶,人工手持工具在管内有限空间内操作,对施工工艺质量控制有较高的要求,较为适用于加固工作量较少的局部管节加固。
5.但对于长距离的大型输水工程,每个检修期停水后维修加固的管节数量多、工期要求紧,同时管道内径大因而作业高度大,顶部120
°
范围,即使搭设脚手架平台,人工手持工具施工也十分困难。粘贴层数和布置方式根据计算分析确定,在层数较多时(》3层)不断重复上述工序。粘纤维布为定型的尺寸样式,横向宽度不超过50cm,在全管加固时需分成多于10环施工,而随着管道加固节数、粘贴层数及环数的累积叠加影响,同一道工序需反复施工成百上千次,对施工操作的工艺要求、施工劳动保护和风险呈几何倍数上升,无论哪一次环有所疏忽均有可能产生瑕疵纰漏,对于输水管线来说都重新埋下了安全隐患。
技术实现要素:
6.本发明的目的是为了至少在一定程度上克服现有技术存在的技术问题,提供一种输水管道加固施工装置,该装置能够自动完成输水管道的加固施工,有利于降低作业人员的劳动强度,提高施工安全性和施工质量。
7.为了实现上述目的,本发明提供一种输水管道加固施工装置,所述装置包括:
8.打磨部件,该打磨部件能够可移动地与所述输水管道的内壁接触,以在移动时打磨所述内壁;
9.第一驱动部件,用于驱动所述打磨部件沿着所述输水管道的内壁的环周方向移
动,以打磨所述内壁;
10.加固材料卷,该加固材料卷能够沿着所述内壁的环周方向以螺旋形轨迹行进,以将加固材料卷上的加固材料敷设在打磨后的所述内壁上,从而加固所述输水管道;
11.第二驱动部件,用于驱动所述加固材料卷沿着所述内壁的环周方向以螺旋形轨迹行进。
12.优选地,所述打磨部件包括:
13.打磨头,该打磨头具有与所述输水管道的内壁相贴合的接触面;
14.第一伸缩杆,该第一伸缩杆的一端安装打磨头,另一端与所述第一驱动部件相连,用于在所述第一驱动部件的驱动下,带动所述打磨头沿着所述输水管道的内壁的环周方向移动,以打磨所述内壁。
15.优选地,所述输水管道的内壁为圆柱面,所述打磨头的所述接触面为能够与所述输水管道的内壁相贴合的弧面。
16.优选地,所述装置还包括用于支撑所述第一伸缩杆的第一支撑部件,所述第一驱动部件安装在所述第一支撑部件上;
17.其中,所述第一支撑部件包括第一圆环形外框、设置在该第一圆环形外框的圆心部位的第一驱动部件安装件、以及对称设置在所述第一驱动部件安装件的两侧的支杆,所述支杆的两端分别连接所述第一驱动部件安装件和所述第一圆环形外框;所述第一驱动部件安装在所述第一驱动部件安装件上,所述第一伸缩杆与所述第一圆环形外框滑动连接,以能够在所述第一驱动部件的驱动下以所述第一伸缩杆的与所述第一驱动部件相连接的一端为支点,沿着所述第一圆环形外框的环周方向转动,从而带动所述打磨头打磨所述内壁。
18.优选地,所述第一圆环形外框的底部两侧设置有第一行走轮,以使所述圆环形外框能够在驱动力的作用下在所述输水管道内沿着平行于所述输水管道的轴向的方向平移。
19.优选地,所述加固材料卷可自转地套设在布线轴上,所述布线轴设置在第二伸缩杆的一端,所述第二伸缩杆与所述第二驱动部件相连,用于在所述第二驱动部件的驱动下带动所述加固材料卷沿着所述内壁的环周方向以螺旋形轨迹行进。
20.优选地,所述第二驱动部件包括第二圆环形外框以及用于驱动该第二圆环形外框自转的动力装置,所述第二伸缩杆沿着所述第二圆环形外框的径向固定在该第二圆环形外框上;所述第二圆环形外框的底部两侧还安装有第二行走轮,以使所述第二圆环形外框能够在驱动力的作用下在所述输水管道内沿着平行于所述输水管道的轴向的方向平移。
21.优选地,所述加固材料卷为纤维布卷,所述加固材料为纤维布;在沿着所述输水管道的内壁的厚度方向上,相邻两层纤维布之间通过粘接剂粘接,且所述纤维布的与所述内壁相接触的一面通过粘接剂与所述内壁粘接;
22.其中,所述纤维布的横向纹理与所述输水管道的纵向之间的夹角为2~3
°
;所述纤维布的纵向纹理与所述输水管道的环向之间的夹角为2~3
°
,所述横向纹理与所述纵向纹理正交。
23.优选地,所述装置还包括:
24.涂胶部件,该涂胶部件能够可移动地与所述输水管道的内壁或内壁上的纤维布接触,以将粘接剂涂覆在打磨后的所述内壁上或涂覆在敷设于所述内壁上的纤维布上,以敷
设底层的纤维布或另一层纤维布;
25.第三驱动部件,用于驱动所述涂胶部件沿着所述输水管道的内环周方向移动,以将粘接剂涂覆在打磨后的所述内壁上或涂覆在敷设于所述内壁上的纤维布上。
26.优选地,所述涂胶部件包括:
27.涂胶头,用于可移动地接触所述输水管道的内壁或内壁上的纤维布,以将粘接剂涂覆在打磨后的所述内壁上或涂覆在敷设于所述内壁上的纤维布上;
28.第三伸缩杆,该第三伸缩杆的一端安装所述涂胶头,另一端与所述第三驱动部件相连,用于在所述第三驱动部件的驱动下,带动所述涂胶头沿着所述输水管道的内环周方向移动;
29.其中,所述第三伸缩杆为空心杆,所述涂胶头通过设置在所述第三伸缩杆内的输料管与涂料供应设备相连,以将所述涂料供应设备提供的粘接剂涂覆在所述内壁上或涂覆在所述内壁上的纤维布上。
30.优选地,所述装置还包括用于支撑所述第三伸缩杆的第三支撑部件,所述第三驱动部件安装在所述第三支撑部件上;
31.其中,所述第三支撑部件包括第三圆环形外框、设置在该第三圆环形外框的圆心部位的第三驱动部件安装件;所述第三驱动部件安装在所述第三驱动部件安装件上,所述第三伸缩杆与所述第三圆环形外框滑动连接,以能够在所述第三驱动部件的驱动下以所述第三伸缩杆的与所述第三驱动部件相连接的一端为支点,沿着所述第三圆环形外框的环周方向转动,从而带动所述涂胶头沿着所述输水管道的内环周方向移动。
32.优选地,所述第一驱动部件以及所述第二驱动部件和/或所述第三驱动部件集成设置在同一设备上。
33.优选地,所述装置还包括吸尘部件,该吸尘部件用于吸收所述打磨部件在打磨所述内壁的过程中所产生的灰渣;其中,所述吸尘部件与所述打磨部件集成为一体;和/或,所述输水管道的直径为3米~5米。
34.本发明提供的技术方案具有如下有益效果:
35.本发明通过第一驱动装置来驱动打磨部件打磨待加固的输水管道的内壁,并通过第二驱动部件驱动加固材料卷将加固材料敷设于打磨后的输水管道的内壁上,由此,在需要对输水管道进行加固施工时,无需作业人员手持工具对输水管道内壁进行打磨,也无需作业人员手动铺设加固材料。从而降低了作业人员的劳动强度,提高了施工效率。另外,由于通过机械设备自动进行输水管道的内壁修复,因此,可以克服人工修复输水管道时,难以进行高处作业的问题,一方面提高了施工安全性,另一方面也可以提高施工质量。
36.此外,由于通过第二驱动部件驱动加固材料卷沿着所述内壁的环周方向以螺旋形轨迹行进,因此,输水管道内的每层加固材料一次不间断作业即可敷设完成,无需进行多环间断施工,提高了输水管道的加固施工效率。
附图说明
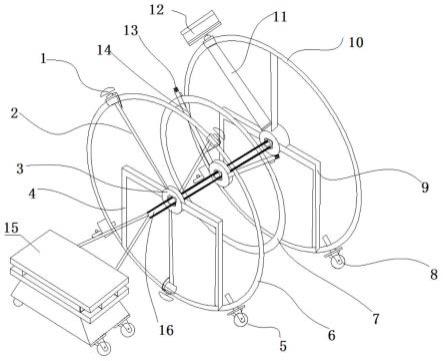
37.图1是本发明实施例提供的输水管道加固施工装置的结构示意图;
38.图2是本发明实施例提供的输水管道内部的纤维布的排布示意图。
39.附图标记说明
40.1-打磨头;2-第一伸缩杆;3-第一驱动部件安装件;4-第一支撑杆;5-第一行走轮;6-第一圆环形外框;7-第三圆环形外框;8-第二行走轮;9-支杆;10-第二圆环形外框;11-第二伸缩杆;12-纤维布卷;13-涂胶头;14-第三伸缩杆;15-涂料供应设备;16-轴向支撑管;17-输水管道;18-纤维布;w-纤维布的横向宽度;θ1-纤维布的纵向纹理与输水管道的环向之间的夹角;θ2-纤维布的横向纹理与输水管道的纵向之间的夹角。
具体实施方式
41.在本发明中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指参考附图所指的上、下、左、右。“内、外”是指相对于部件本身轮廓的内、外。
42.参阅图1-图2,本发明实施例提供一种输水管道17加固施工装置,所述装置包括:打磨部件,该打磨部件能够可移动地与所述输水管道17的内壁接触,以在移动时打磨所述内壁;第一驱动部件,用于驱动所述打磨部件沿着所述输水管道17的内壁的环周方向移动,以打磨所述内壁;加固材料卷,该加固材料卷能够沿着所述内壁的环周方向以螺旋形轨迹行进,以将加固材料卷上的加固材料敷设在打磨后的所述内壁上,从而加固所述输水管道17;第二驱动部件,用于驱动所述加固材料卷沿着所述内壁的环周方向以螺旋形轨迹行进。其中,所述输水管道17的直径一般为3米~5米,优选为4米。
43.本发明实施例通过第一驱动装置来驱动打磨部件打磨待加固的输水管道17的内壁,并通过第二驱动部件驱动加固材料卷将加固材料敷设于打磨后的输水管道17的内壁上,由此,在需要对输水管道17进行加固施工时,无需作业人员手持工具对输水管道17内壁进行打磨,也无需作业人员手动铺设加固材料。从而降低了作业人员的劳动强度,提高了施工效率。另外,由于通过机械设备自动进行输水管道17的内壁修复,因此,可以克服人工修复输水管道17时,难以进行高处作业的问题,一方面提高了施工安全性,另一方面也可以提高施工质量。
44.此外,由于通过第二驱动部件驱动加固材料卷沿着所述内壁的环周方向以螺旋形轨迹行进,因此,输水管道17内的每层加固材料一次不间断作业即可敷设完成,无需进行多环间断施工,提高了输水管道17的加固施工效率。
45.所述打磨部件的具体结构可以有多种,在本发明优选实施例中,所述打磨部件包括:打磨头1,该打磨头1具有与所述输水管道17的内壁相贴合的接触面;第一伸缩杆2,该第一伸缩杆2的一端安装打磨头1,另一端与所述第一驱动部件相连,用于在所述第一驱动部件的驱动下,带动所述打磨头1沿着所述输水管道17的内壁的环周方向移动,以打磨所述内壁。
46.具体地,第一伸缩杆2在通常情况下处于收缩状态,由此可以便于加固施工装置的运输和携带。当需要给输水管道17进行加固施工时,可以通过人工或控制设备伸长第一伸缩杆2,直至打磨头1与输水管道17的内壁接触并抵接输水管道17的内壁,然后开启第一驱动部件,通过第一驱动部件驱动第一伸缩杆2以第一伸缩杆2的与第一驱动部件相连接的一端为支点,进行旋转。当第一伸缩杆2旋转时,可以带头打磨头1相对于输水管道17内壁移动,从而打磨输水管道17的内壁,将所述输水管道17的内壁打磨为光滑的壁面。
47.可以理解的是,第一伸缩杆2的具体结构可以根据输水管道17的形状进行设计。例如,当输水管道17的内壁的横截面为方形时,由于第一伸缩杆2与第一驱动部件的连接位置
相对固定,为了使得第一伸缩杆2在运动至不同的位置时,保持打磨头1始终抵接压紧输水管道17的内壁,第一伸缩杆2内部可以设置弹性部件,当第一伸缩杆2与输水管道17的内壁之间的距离相对较劲时,弹性部件可以收缩;当第一伸缩杆2与输水管道17的内壁之间的距离相对较远时,弹性部件可以回弹,由此,始终保持打磨头1与输水管道17的内壁之间的抵接。
48.在本发明优选实施例中,所述输水管道17的内壁为圆柱面,所述打磨头1的与所述输水管道17的内壁相接触的面为与所述输水管道17的内壁的形状相适应的弧面,由此,可以增大所述打磨头1与所述输水管道17的内壁的接触面积,从而提高所述加固施工装置的施工效率;另外,为了实现对所述输水管道17的内壁的打磨,所述打磨头1的与所述输水管道17的内壁相接触的面为磨砂式粗糙面,与砂纸的粗糙面类似。
49.当所述输水管道17的内壁为圆柱面时,第一伸缩杆2可以不设置弹性部件,只要保持第一伸缩杆2与第一驱动部件之间的连接位置位于输水管道17的轴线上即可。由此,可以通过第一驱动部件驱动第一伸缩杆2以所述连接位置为支点,沿所述输水管道17的内环周方向旋转即可,第一伸缩杆2转动时,带动打磨头1沿着所述输水管道17的内壁的环周方向移动,从而打磨所述内壁。
50.在本发明的一优选实施例中,为了提高加固施工装置的施工效率,所述打磨部件包括多个。如图1所示,在图1示出的实施例中,打磨部件设置有三个,每个打磨部件均包括打磨头1以及与该打磨头1连接的第一伸缩杆2,每个第一伸缩杆2均对应连接有第一驱动部件,三个第一驱动部件均设置在输水管道17的横向中部。每个打磨部件通过各自的第一驱动部件单独驱动控制。当需要对圆柱形的输水管道17进行打磨时,三个打磨部件同时工作,每个打磨部件负责输水管道17的环周方向的120
°
范围内的打磨。由此,相对于单个打磨部件,这种方式可以节省2/3的施工时间,提高加固施工装置的施工效率。
51.需要说明的是,在具体施工时,打磨部件自身的重量相对较大,仅通过第一驱动部件和第一伸缩杆2有时难以控制打磨头1的运行轨迹。为此,本发明优选实施例中,所述加固施工装置还包括用于支撑所述第一伸缩杆2的第一支撑部件,所述第一驱动部件安装在所述第一支撑部件上;其中,所述第一支撑部件包括第一圆环形外框6、设置在该第一圆环形外框6的圆心部位的第一驱动部件安装件3、以及对称设置在所述第一驱动部件安装件3的两侧的支杆9,所述支杆9的两端分别连接所述第一驱动部件安装件3和所述第一圆环形外框6;所述第一驱动部件安装在所述第一驱动部件安装件3上,所述第一伸缩杆2与所述第一圆环形外框6滑动连接,以能够在所述第一驱动部件的驱动下以所述第一伸缩杆2的与所述第一驱动部件相连接的一端为支点,沿着所述第一圆环形外框6的环周方向转动,从而带动所述打磨头1打磨所述内壁。
52.利用打磨头1打磨输水管道17的内壁的过程中,会产生灰尘和渣滓,简称灰渣,这些灰渣如果不清扫干净,会在一定程度上影响后续的加固材料的敷设效果,从而影响加固施工装置的施工质量。为了解决该技术问题,本发明优选实施例中,所述装置还包括吸尘部件,该吸尘部件用于吸收所述打磨部件在打磨所述内壁的过程中所产生的灰渣;其中,所述吸尘部件与所述打磨部件集成为一体,从而形成打磨吸尘头。打磨吸尘头移动的同时,吸尘部件开启,实现一边打磨,一边吸尘,从而保证打磨后的输水管道17的内壁清洁、光滑,以加强后续敷设的加固材料与输水管道17的结合强度,提高施工质量。
53.通过以上第一圆环形外框6,可以限制第一伸缩杆2的运动轨迹,从而控制打磨头1沿着输水管道17的内环周方向移动。此外,为了保证第一伸缩杆2稳定旋转,第一驱动部件安装件3的两侧对称设置有所述支杆9,通过所述支杆9可以提高所述第一驱动部件安装件3的承重能力,从而提高所述第一伸缩杆2的运行稳定性。需要说明的是,当具有多个打磨部件时,该多个打磨部件的第一驱动部件均安装在第一驱动部件安装件3上。
54.进一步,由于所述输水管道17的轴向距离较长,例如5米~6米,而打磨头1沿着输水管道17的内环周面打磨一周时,所打磨的输水管道17的轴向距离较短,例如10厘米~15厘米;由此,每次打磨完一周,需要将打磨部件沿着输水管道17的纵向向前推进一定的距离,然后再实施下一轮的打磨。
55.在本发明优选实施例中,为便于推动所述打磨部件沿着所述输水管道17的纵向移动,所述第一圆环形外框6的底部两侧设置有第一行走轮5,以使所述第一圆环形外框6能够在驱动力的作用下在所述输水管道17内沿着平行于所述输水管道17的轴向的方向平移。其中,所述驱动力可以是作业人员提供,也可以通过驱动设备提供。通过所述第一行走轮5,在推动所述第一支撑部件移动时可以更加省力,也便于通过驱动设备自动驱动第一支撑部件前行。
56.在将输水管道17的内壁打磨完成后,需要在打磨后的输水管道17的内壁上敷设加固材料,为了通过机械设备自动铺设加固材料,将加固材料缠绕形成加固材料卷,加固材料卷可自转地套设在布线轴上,所述布线轴设置在第二伸缩杆11的一端,所述第二伸缩杆11与所述第二驱动部件相连,用于在所述第二驱动部件的驱动下带动所述加固材料卷沿着所述内壁的环周方向以螺旋形轨迹行进。
57.具体地,当需要在输水管道17的内壁上敷设加固材料时,伸长第二伸缩杆11至,使加固材料卷的外环面与输水管道17的内壁贴合,并且使加固材料的纵向延伸方向与输水管道17的内环周方向呈一定的倾斜夹角θ1,该倾斜夹角θ1例如可以为2~3
°
。由此,当驱动第二伸缩杆11以第二伸缩杆11与第二驱动部件的连接部位为支点进行旋转时,可以使得加固材料卷可以沿着输水管道17的内环周面按照螺旋形轨迹行进,从而将加固材料敷设在输水管道17的内壁上。
58.更具体地,为了保证所述加固材料卷按照上述螺旋形轨迹行进。所述第二驱动装置包括第二圆环形外框10以及用于驱动该第二圆环形外框10自转的动力装置,所述第二伸缩杆11沿着所述第二圆环形外框10的径向固定在该第二圆环形外框10上;所述第二圆环形外框10的底部两侧还安装有第二行走轮8,以使所述第二圆环形外框10能够在驱动力的作用下在所述输水管道17内沿着平行于所述输水管道17的轴向的方向平移。
59.参见图1,所述动力装置可以设置在所述第二圆环形外框10的圆心部位,动力装置在通电状态下,可以驱动所述第二圆环形外框10自转,从而带动所述第二圆环形外框10上的第二伸缩杆11转动;同时,第二圆环形外框10在另一驱动力的作用下还沿着所述输水管道17的纵向平移。在所述动力装置以及所述另一驱动力的作用下,加固材料卷在自转的同时,还沿着输水管道17的内环周面以螺旋形轨迹向前行进,从而将加固材料卷铺设在输水管道17的内壁上。
60.需要说明的是,为了保证每圈加固材料之间无缝连接,从而提高施工质量,所述第二圆环形外框10向前平移的速度较慢,例如一般为(10厘米-20厘米)/分钟,优选为15厘米/
每分钟。
61.另外,由于加固材料卷一般具有较重的重量,为了能够更加稳定地支撑所述加固材料卷,所述第二伸缩杆11沿着所述第二圆环形外框10的径向安装,其一端连接在所述动力装置的外壳上,另一端的靠近端部的位置与第二圆环形外框10固定连接;动力装置的外壳两侧对称设置有支杆9,该支杆9的一端与动力装置的外壳固定连接,另一端与第二圆环形外框10固定连接。通过以上支杆9的支撑作用,可以提高第二伸缩杆11的安装稳定性,从而保证加固材料的可靠敷设。
62.在第二驱动装置的以上结构中,第二伸缩杆11相对于第二圆环形外框10始终处于静止装置,通过第二圆环形外框10带动第二伸缩杆11旋转,可以实现加固材料卷上的加固材料在输水管道17的内壁上的敷设。
63.在一些其他实施中,第二伸缩杆11还可以设置为相对于第二圆环形外框10处于转动地状态。即,第二伸缩杆11可以与第二圆环形外框10滑动连接,并且第二伸缩杆11与动力装置相连,受动力装置的驱动。在敷设加固材料时,第二圆环形外框10静止不动,通过动力装置驱动第二伸缩杆11绕着第二圆环形外框10的环周方向旋转,从而带动所述加固材料卷自转且相对于所述输水管道17的内壁移动。
64.可以理解的是,为了使得所述加固材料能够与输水管道17的内壁结合,或者为了使得输水管道17壁厚方向上相邻两层加固材料卷结合在一起,所述加固材料可以为具有粘性的加固材料,或者在所述输水管道17的内壁打磨完成后,在打磨后的内壁上涂刷粘接剂,例如环氧树脂。然后再铺设加固材料,每铺设完一层加固材料,均在铺设好的加固材料外,重新涂刷一层粘接剂,以便于铺设另一层加固材料。
65.其中,所述加固材料的具体类型可以有多种,在本发明优选实施例中,所述加固材料为纤维布18,例如碳纤维布18,所述加固材料卷为纤维布卷12。纤维布18由于具有良好的耐腐蚀性和耐久性,片材较轻且薄,具有基本不增加原结构自重以及不减少输水管道17的过水断面的优势。在具体实施时,纤维布18的横向宽度w一般在0.5米左右。
66.纤维布18由于本身不具备粘性,因此,在铺设纤维布18时,需要额外涂刷粘接剂,才能将纤维布18与输水管道17的内壁或者相邻两层纤维布18粘接在一起。发明人在实践本发明的过程中发现,若采用纤维布18作为加工材料,且纤维布18的横向纹理与纵向纹理正交,则当纤维布18的横向纹理与所述输水管道17的纵向之间的夹角θ2为2~3
°
,且所述纤维布18的纵向纹理与所述输水管道17的环向之间的夹角θ1为2~3
°
时,可以更好地加固输水管道17,提高施工质量。
67.在一些其他实施中,还可以控制纤维布18的横向纹理与纵向纹理之间的夹角在85~88
°
之间,此时,可以调整纤维布18的纵向纹理与所述输水管道17的环向之间的夹角θ1为0~5
°
,这也可以在单节输水管道17全环连续不间断施工,减少90%以上的接头剪切搭接同时节约时间,均匀排布及搭接,提高加固材料成型质量。
68.所述粘接剂可以通过作业人员手动涂刷,也可以通过机械设备自动涂刷。在本发明优选实施例中,为了节省劳动成本,提高施工安全性和施工质量。所述粘接剂通过机械设备自动涂刷。
69.为了实现这个目的,本发明优选实施例中,所述装置还包括涂胶部件,该涂胶部件能够可移动地与所述输水管道17的内壁或内壁上的纤维布18接触,以将粘接剂涂覆在打磨
后的所述内壁上或涂覆在敷设于所述内壁上的纤维布18上,以敷设底层的纤维布18或另一层纤维布18;第三驱动部件,用于驱动所述涂胶部件沿着所述输水管道17的内环周方向移动,以将粘接剂涂覆在打磨后的所述内壁上或涂覆在敷设于所述内壁上的纤维布18上。其中,所述粘接剂例如可以为环氧树脂,没涂覆完一层环氧树脂后,需要静置半小时左右,以便于粘接剂能够可靠地粘接下一层纤维布18。
70.进一步,由于通过第三驱动部件驱动涂胶部件自动涂胶,为了保证涂胶部件始终具有足量的粘接剂,以能够将粘接剂均匀涂覆在输水管道17的内壁或者纤维布18上,所述涂胶部件包括:涂胶头13,用于可移动地接触所述输水管道17的内壁或内壁上的纤维布18,以将粘接剂涂覆在打磨后的所述内壁上或涂覆在敷设于所述内壁上的纤维布18上;第三伸缩杆14,该第三伸缩杆14的一端安装所述涂胶头13,另一端与所述第三驱动部件相连,用于在所述第三驱动部件的驱动下,带动所述涂胶头13沿着所述输水管道17的内环周方向移动;其中,所述第三伸缩杆14为空心杆,所述涂胶头13通过设置在所述第三伸缩杆14内的输料管与涂料供应设备15相连,以将所述涂料供应设备15提供的粘接剂涂覆在所述内壁上或涂覆在所述内壁上的纤维布18上。
71.具体地,在输水管道17的内壁打磨光滑后,伸长所述第三伸缩杆14,直至所述涂胶头13与所述输水管道17的内壁接触,然后通过第三驱动部件驱动第三伸缩杆14以所述第三伸缩杆14的与所述第三驱动部件的连接部位为支点,进行旋转。当第三伸缩杆14旋转时,带动所述涂胶头13相对于所述输水管道17的内壁移动,同时,涂料供应设备15也开始工作,通过输料管源源不断地将适量的粘接剂供应至涂胶头13,从而将粘接剂涂覆在输水管道17的内壁上。
72.在本发明一优选实施例中,为了控制涂胶头13按照预定的轨迹运行,所述加固施工装置还包括用于支撑所述第三伸缩杆14的第三支撑部件,所述第三驱动部件安装在所述第三支撑部件上;其中,所述第三支撑部件包括第三圆环形外框7、设置在该第三圆环形外框7的圆心部位的第三驱动部件安装件;所述第三驱动部件安装在所述第三驱动部件安装件上,所述第三伸缩杆14与所述第三圆环形外框7滑动连接,以能够在所述第三驱动部件的驱动下以所述第三伸缩杆14的与所述第三驱动部件相连接的一端为支点,沿着所述第三圆环形外框7的环周方向转动,从而带动所述涂胶头13沿着所述输水管道17的内环周方向移动。
73.在本发明优选实施例中,所述第一驱动部件以及所述第二驱动部件和/或所述第三驱动部件集成设置在同一设备上。即,第一驱动部件可以与第二驱动部件集成设置在同一设备上,或第一驱动部件可以与第三驱动部件集成设置在同一设备上,或者第一驱动部件、第二驱动部件以及第三驱动部件三者均集成设置在同一设备上。
74.在本发明优选实施例中,所述第一驱动部件、所述第二驱动部件以及所述第三驱动部件均集成在同一设备上。以图1为例,其中,所述第一圆环形外框6、所述第二圆环形外框10以及所述第三圆环形外框7通过同一横向支撑管同轴安装。其中,所述第一圆环形外框6中的第一驱动部件安装件3和所述第三圆环形外框7中部的第三驱动部件安装件可以与横向支撑管固定连接,所述第二圆环形外框10中部的动力装置的外壳与横向支撑管可以通过转动轴承可转动地连接。由此,可以通过第一驱动部件驱动第一伸缩杆2旋转的同时,保持第一圆环形外框6固定不动;通过第三驱动部件驱动第三伸缩杆14旋转的同时,保持第三圆
环形外框7固定不动;通过动力装置驱动第二圆环形外框10自转的同时,保持横向支撑轴不会随着转动。
75.通过以上方式,可以实现加固施工装置的一体化设置。需要说明的是,当通过横向支撑管支撑第一至第三圆环形外框7时,横向支撑管可以与第三伸缩杆14连通,由此,用于输送粘接剂的输料管可以沿着横向支撑管以及第三伸缩杆14的纵向走线,从而将设置在第三伸缩杆14的端部的涂胶头13与外部的涂料供应设备15相连。
76.在本发明优选实施例中,由于所述涂胶头13的重量一般较轻,因此,无需在第三驱动部件安装件的两侧设置支杆9,也可以通过第三伸缩杆14实现对涂胶头13的可靠支撑。
77.在本发明另一优选实施例中,所述涂胶部件具有多个,每个涂胶部件均包括涂胶头13以及对应的第三伸缩杆14,每个第三伸缩杆14通过各自的第三驱动部件驱动,由此,可以通过多个第三驱动部件驱动多个第三伸缩杆14同时旋转,从而提高加固施工装置的施工效率。例如在图1所示出的实施例中,所述涂胶部件包括两个。
78.在涂覆完一圈的粘接剂后,推动第三圆环形外框7向前移动一定的距离,进行下一轮的粘接剂涂覆,重复进行该步骤,直至输水管道17的整个内周面均被均匀涂覆上粘接剂。当第一圆环形外框6、第二圆环形外框10以及第三圆环形外框7通过横向支撑轴连接为一体时,第三圆环形外框7可以设置在第一圆环形外框6和第二圆环形外框10之间,并且第三圆环形外框7的直径可以小于第一圆环形外框6和第二圆环形外框10的直径,由此,可以无需在第三圆环形外框7的底部设置行走轮,直接通过第一圆环形外框6底部的第一行走轮5以及第二圆环形外框10底部的第二行走轮8就可以实现沿输水管道17的纵向的平移。
79.参阅图1-图2,本发明实施例提供的加固施工装置的工作原理如下:
80.步骤1,推动加固施工装置行走至输水管道17的一端,打开第一伸缩杆2伸长至内壁,控制打磨吸尘头与内壁紧密贴合,通过第一伸缩杆2环向旋转打磨吸尘头,打磨输水管道17360
°
范围的内壁;再推动加固施工装置朝向输水管道17的另一端行走一定距离,例如10厘米,进行下一轮打磨;全管内壁环周进行基础处理,形成洁净、干燥和平整的粘贴面,打磨完毕后,收回第一伸缩杆2。
81.步骤2,通过涂料供应设备1510,把树脂粘胶甲组份与乙组份按规定重量比例,例如3:1,称量准确后放入容器内拌制好,将涂料供应设备15通过输料管与涂胶头13相连接,加固施工装置行走至输水管道17的一端,装入第三伸缩杆14和涂胶头13,打开第三伸缩杆14伸长至涂胶头13贴合内壁,通过第三伸缩杆14控制涂胶头13环向旋转,在上述粘贴面上滚涂粘接剂;由一端向另一端进行涂胶,直至全管内壁环周涂刷完毕,粘接剂涂刷完毕后进行目测和仪器检查,以保证粘接剂涂刷的均匀性和完整性,涂刷完毕后,收回第三伸缩杆14和涂胶头13。其中,甲组份例如可以为羟基组分,乙组分例如可以为含游离异氰酸酯基团的组分。
82.步骤3,在粘接剂固化前,加固施工装置行走至输水管道17的一端,由一端向另一端粘贴纤维布18。具体地,将纤维布18接入布线轴,按照纤维布18纤维交织角度及幅宽计算切入角,旋转纤维布卷12调整至适合角度,如图1所示,通过动力装置进行旋转速率控制,使纤维布18平整的跟进与内壁粘接剂紧密贴合,控制纤维布卷12以切入角进入输水管道17,并沿内壁的螺旋曲线路径旋转行进至另一端,每环按规范要求搭接,保证相邻两环纤维布18之间不存在缝隙,直到全部管内壁粘贴完毕。
83.循环进行步骤2和步骤3,依次类推,直至所粘贴的纤维布18的层数满足设计要求。
84.需要说明的是,在涂刷粘接剂的过程中,粘接剂应涂刷均匀且无流挂现象。由于每涂刷完一层粘接剂后,需要停留一段时间例如20分钟,进行固化,才能进行下一轮的纤维布18的铺设,在本节输水管道17的粘接剂固化期间,可以使加固施工装置行走至邻近管节的输水管道17,进行其它工序施工,例如打磨内壁或铺设纤维布18,从而提高加固施工装置的施工效率。
85.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型。包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1