一种用于铰接式万向轴总成的磨损测量装置及测量方法与流程
[0001]
本发明实施例涉及螺杆钻具用铰接式万向轴总成内部磨损检测技术领域,具体涉及一种用于铰接式万向轴总成的磨损测量装置及测量方法。
背景技术:
[0002]
螺杆钻具是一种以钻井液为动力,把液体压力能转为机械能的容积式井下动力钻具,主要由旁通阀、液马达、万向轴和传动轴等四大总成组成,其中万向轴的作用是将马达的行星运动转变为传动轴的定轴转动,将马达产生的扭矩及转速传递给传动轴至钻头。
[0003]
目前市场上螺杆钻具用万向轴总成总体分为三种结构形式:一是花瓣式万向轴总成、二是挠性轴万向轴总成、三是铰接式万向轴总成。花瓣式万向轴总成,寿命短成本低;挠性万向轴总成,寿命长但成本高;铰接万向轴总成,成本与寿命介于花瓣万向轴总成和挠性万向轴总成之间。所以,铰接式万向轴总成是螺杆钻具厂家多采用的万向轴结构型式。并且,由于国内螺杆钻具多以租赁形式在市场上应用,按照使用时间进行结算费用,因此,铰接万向轴总成的使用寿命决定着螺杆钻具的整体寿命,关系着螺杆钻具是否盈利的主要因素。
[0004]
铰接式万向轴采用6或8个钢球形式传递扭矩与转速,接头内部则有6或8个弹道与其相配合。铰接式万向轴总成的寿命受限于钢球与弹道的磨损情况,目前,磨损量的大小只是在使用完成拆解后进行测量的。在不进行拆解的总成的形式下,目前没有合适的测量工具和方法进行测量。然而,拆解后多数情况下,由于密封件在拆解时被破坏,因此在看到磨损情况都以报废处理,即便其磨损情况在正常情况下往往达不到报废标准;但是,若不拆解,由于内部空间狭小且磨损处形状不规则,普通的测量工具不便检测或测量不准确,而导致在多数情况下会对万向轴的磨损状况进行误判,致使铰接式万向轴的寿命大打折扣。
技术实现要素:
[0005]
为此,本发明实施例提供一种用于铰接式万向轴总成的磨损测量装置及测量方法,在不拆卸万向轴总成的前提下,对其内部的磨损情况进行检测,不仅节省了人力物力成本,且大大缩短了维修时间,提高了检修效率。
[0006]
为了实现上述目的,本发明的实施方式提供如下技术方案:
[0007]
在本发明实施例的一个方面,提供了一种用于铰接式万向轴总成的磨损测量装置,所述铰接式万向轴总成包括同轴设置的轴杆和接头部,且所述接头部套接于所述轴杆的两端,所述轴杆与所述接头部通过嵌设于所述轴杆和所述接头部之间的钢球连接,所述磨损测量装置包括固定部,以及连接于所述固定部上的测量组件;
[0008]
所述测量组件至少包括顺次同轴连接的第一套筒和第二套筒,且所述第一套筒和所述第二套筒的侧面形成为开口,所述第一套筒与所述固定部相连且用于套接设置于所述轴杆上,所述第二套筒用于套接设置于所述接头部;
[0009]
所述第二套筒中至少部分端面沿周向方向设置有弧形刻度标。
[0010]
作为本发明的一种优选方案,所述第一套筒的内径为d1,所述第二套筒的内径为d2,所述轴杆的外径为d1,所述接头部中靠近所述轴杆一侧的外径为d2,且d1>d1,d2>d2。
[0011]
作为本发明的一种优选方案,所述开口的两个端面之间的距离为h,且d1<h<d2。
[0012]
作为本发明的一种优选方案,所述第一套筒和所述第二套筒形成为筒体,且所述筒体包括自内而外顺次套接的内筒和外筒,且所述内筒的外侧面形成为锥面,且靠近所述固定部一侧的锥面的截面积小于远离所述固定部一侧的锥面的截面积;
[0013]
所述内筒的外侧面与所述外筒的内侧面之间通过制动销锁止。
[0014]
作为本发明的一种优选方案,所述内筒中形成有开口的其中一个端面形成有直线刻度标,且所述直线刻度标的延伸方向与所述筒体的轴线方向相同。
[0015]
作为本发明的一种优选方案,所述固定部至少包括连接于所述第一套筒中远离所述第二套筒一侧的滑套,可滑移地设置于所述滑套上的滑杆,以及用于紧定所述滑套和所述滑杆的锁紧旋钮,且所述滑杆中朝向所述测量组件的轴线方向的一端设置有“v”型磁座。
[0016]
作为本发明的一种优选方案,所述滑套上沿竖直方向贯通形成有贯穿孔,所述滑杆沿竖直方向可滑移地贯穿所述贯穿孔设置,所述锁紧旋钮至少包括沿水平方向滑移且延伸至所述贯穿孔中的锁紧杆,以及连接于所述锁紧杆中远离所述贯穿孔一端的旋转把手。
[0017]
作为本发明的一种优选方案,所述第二套筒中远离所述第一套筒的端面沿周向方向向外延伸形成有飞边,所述弧形刻度标设置于所述飞边中远离所述第一套筒的端面上。
[0018]
在本发明实施例的另一个方面,还提供了一种用于铰接式万向轴总成的磨损测量方法,采用根据上述所述的磨损测量装置,且所述磨损测量方法包括:
[0019]
s100、将所述测量组件中的开口朝向所述轴杆,将所述轴杆推入所述第一套筒和所述第二套筒中,并使得所述第二套筒朝向所述接头部;
[0020]
s200、沿轴向方向推动所述测量组件,以使得所述接头部至少部分位于所述第二套筒中;
[0021]
s300、调节所述固定部,以使得所述固定部与所述轴杆之间相对静止;
[0022]
s400、以所述弧形刻度标的“0”刻度线为基准,在所述接头部上沿轴向方向标定起始标记;
[0023]
s500、将接头部旋转至无法转动,以所述弧形刻度标的“0”刻度线为基准,在所述接头部上再次沿轴向方向标定终止标记;
[0024]
s600、将起始标记与终止标记分别对应于弧形刻度标上的刻度线,两条刻度线之间的差值即为铰接式万向轴总成的内部磨损量。
[0025]
作为本发明的一种优选方案,步骤s200中,所述第一套筒与所述第二套筒的连接处的内壁与所述接头部中靠近所述轴杆一端的端面相贴合。
[0026]
作为本发明的一种优选方案,步骤s300中的调节方式具体包括:移动所述滑杆至“v”型磁座与所述轴杆相卡接,转动所述旋转把手至锁紧杆与所述滑杆抵接。
[0027]
本发明的实施方式具有如下优点:
[0028]
1)固定部和测量组件的配合设置方式,使得能够根据实际情况进行合适稳定的固定,便于后期测量组件的有效测量,同时在不需要对万向轴总成进行拆卸的前提下,使得整个结构便于操作,大大提高操作效率,降低不必要的操作成本;
[0029]
2)设定同轴的第一套筒和第二套筒,对应套接轴杆和接头部,再通过转动的方式
对应弧形刻度标得出转动误差,准确地测量出磨损量,避免对磨损情况出现误判。
附图说明
[0030]
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
[0031]
本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
[0032]
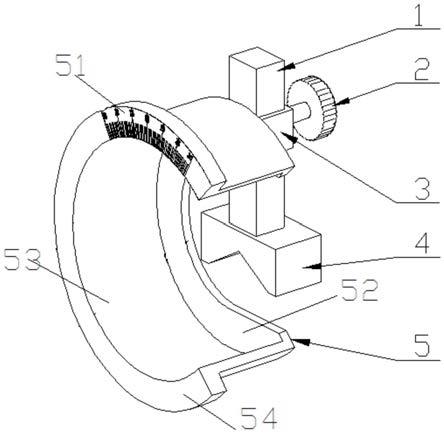
图1为本发明实施例提供的磨损测量装置的结构示意图;
[0033]
图2为本发明实施例提供的磨损测量装置的侧视图;
[0034]
图3为本发明实施例提供的磨损测量装置测量过程的安装图;
[0035]
图4为本发明实施例提供的测量过程的局部放大图;
[0036]
图5为本发明实施例提供的铰接式万向轴总成的结构示意图;
[0037]
图6为本发明实施例提供的接头部磨损前的结构示意图;
[0038]
图7为本发明实施例提供的接头部磨损前的局部剖视图;
[0039]
图8为本发明实施例提供的接头部磨损后的局部剖视图;
[0040]
图9为本发明实施例提供的接头部的剖视图;
[0041]
图10为本发明实施例提供的另一磨损测量装置的结构示意图;
[0042]
图11为本发明实施例提供的内筒的结构示意图;
[0043]
图12为本发明实施例提供的铰接式万向轴总成和磨损测量装置的局部局部结构示意图。
[0044]
图中:
[0045]
1-滑杆;2-锁紧旋钮;3-滑套;4
-“
v”型磁座;5-测量组件;
[0046]
10-轴杆;20-接头部;30-钢球;
[0047]
21-锁紧杆;22-旋转把手;
[0048]
51-弧形刻度标;52-第一套筒;53-第二套筒;54-飞边;55-内筒;56-外筒;57-制动销;58-直线刻度标;
[0049]
61-起始标记;62-终止标记;
[0050]
201-弹道;202-磨损凹陷。
具体实施方式
[0051]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0052]
如图1-图12所示,本发明提供了一种用于铰接式万向轴总成的磨损测量装置,所
述铰接式万向轴总成包括同轴设置的轴杆10和接头部20,且所述接头部20套接于所述轴杆10的两端,所述轴杆10与所述接头部20通过嵌设于所述轴杆10和所述接头部20之间的钢球30连接,所述磨损测量装置包括固定部,以及连接于所述固定部上的测量组件5;
[0053]
所述测量组件5至少包括顺次同轴连接的第一套筒52和第二套筒53,且所述第一套筒52和所述第二套筒53的侧面形成为开口,所述第一套筒52与所述固定部相连且用于套接设置于所述轴杆10上,所述第二套筒53用于套接设置于所述接头部20;
[0054]
所述第二套筒53中至少部分端面沿周向方向设置有弧形刻度标51。
[0055]
在常规情况下,都是采用将铰接式万向轴总成拆解后对其内部磨损进行检测的方式进行操作,然而,这种操作方式一旦拆解,则往往内部的密封件便会被破坏,从而即便磨损情况不至于让其达到报废标准,因为拆解过程造成的损坏也足以让其报废,因此变相地降低了整个螺杆钻具的维护成本;而采用一般的测量检具,由于铰接式万向轴本身结构问题,使得一般的固定性检具难以对其测量,而强行进行测量的话则往往会出现较大的误差,造成预判失误,同样会给生产带来不必要的麻烦。
[0056]
本发明利用钢球30在长期使用过程中造成的弹道201的磨损凹陷202,在轴杆10和接头部20进行扭矩和转速等传导的过程中,针对其出现磨损凹陷202后,钢球30则不单单是在初始的弹道201中移动,其会进一步局部进入磨损凹陷202中,从而产生一定的位移差,此时,则能够通过转动的方式实现轴杆10和接头部20之间的相对转动,并能够根据相对转动所产生的位移差得到钢球30的磨损量。实现不进行拆解的前提下,完成对磨损量的测量和界定。
[0057]
进一步地,在本发明的一种优选的实施例中,为了使得第一套筒52和第二套筒53能够在不发生形变的前提下稳定地对轴杆10和接头部20进行套接,所述第一套筒52的内径为d1,所述第二套筒53的内径为d2,所述轴杆10的外径为d1,所述接头部20中靠近所述轴杆10一侧的外径为d2,且d1>d1,d2>d2。具体地,在实际安装过程中,将整个测量组件5通过开口直接卡接在轴杆10外部,由于轴杆10的外径d1小于接头部20的外径d2(具体结构参见图5),因此,在d1和d2均大于d1的前提下,能够通过开口直接卡接轴杆10,而后通过沿轴向方向移动测量组件5(当然,由于在安装后,第一套筒52、第二套筒53、轴杆10和接头部20的轴线基本为同一直线,因此,这里的轴向方向即为第一套筒52、第二套筒53、轴杆10和接头部20任意一个的轴向),从而使得第二套筒53移动至接头部20的外侧并卡接接头部20。
[0058]
进一步地,为了使得在卡接后能够稳定地设置,避免因开口过大导致整个测量组件5脱离铰接式万向轴总成,所述开口的两个端面之间的距离为h,且d1<h<d2。
[0059]
当然,这里的第一套筒52和第二套筒53可以形成为一体结构的筒体,进一步地,在本发明的一种更为优选的实施例中,如图10所示,所述筒体包括自内而外顺次套接的内筒55和外筒56,且所述内筒55的外侧面形成为锥面,且靠近所述固定部一侧的锥面的截面积小于远离所述固定部一侧的锥面的截面积;
[0060]
所述内筒55的外侧面与所述外筒56的内侧面之间通过制动销57锁止。
[0061]
当然,如图11所示,内筒55和外筒56的对应位置设置沿轴线方向延伸的凹槽,位于内筒55和外筒56上的凹槽组合形成置入孔,通过制动销57插入置入孔中避免内筒55和外筒56的相对转动。这样的设置方式使得能够根据实际需要测量的铰接式万向轴总成的大小调整内筒55的规格即可,不用针对不同的铰接式万向轴总成对整个磨损测量装置进行更换,
节省了使用成本。
[0062]
当然,由于在使用过程中内筒55和外筒56之间的配合面上涂抹有润滑脂,因此,二者的配合面会具有一定的吸附性,因而实际过程中,若不施加很大的力,仅是作为检测使用,二者不会在轴向方向发生移动。
[0063]
进一步优选的实施例中,所述内筒55中形成有开口的其中一个端面形成有直线刻度标58,且所述直线刻度标58的延伸方向与所述筒体的轴线方向相同。这样的设置使得如果在轴向上发生了磨损,也能够进一步通过位移借由直线刻度标58显示磨损量。
[0064]
在本发明的一种更为优选的实施例中,所述固定部至少包括连接于所述第一套筒52中远离所述第二套筒53一侧的滑套3,可滑移地设置于所述滑套3上的滑杆1,以及用于紧定所述滑套3和所述滑杆1的锁紧旋钮2,且所述滑杆1中朝向所述测量组件5的轴线方向的一端设置有“v”型磁座4。需要说明的是,这里的固定部中的滑套3可以与第一套筒52固接,以使得整个固定部与测量组件5之间没有相对运动,保证整个测量装置的稳定性。同时,需要指出的是,这里的“v”型磁座4是用于卡接在第一套筒52上,以使得固定部相对于第一套筒52之间没有相对移动,因此,这里的“v”型磁座4中朝向轴杆10的一侧形成为“v”型,当然,这里的“v”型可以不是纯粹的v字结构,只要使得其形成有凹陷的夹持槽口即可,可以根据情况对其夹持槽口进行进一步的限定,同时,在夹持槽口的内侧壁上还可以进一步设置防滑结构,例如,可以为防滑垫片或是防滑凸起等,以更好地使得其与轴杆10之间相对静止地配合设置。
[0065]
进一步优选的实施例中,所述滑套3上沿竖直方向贯通形成有贯穿孔,所述滑杆1沿竖直方向可滑移地贯穿所述贯穿孔设置,所述锁紧旋钮2至少包括沿水平方向滑移且延伸至所述贯穿孔中的锁紧杆21,以及连接于所述锁紧杆21中远离所述贯穿孔一端的旋转把手22。这里的锁紧杆21的外侧面可以设置外螺纹,滑套3中用于锁紧杆21贯穿的通孔中形成有与所述外螺纹配合的内螺纹,通过转动旋转把手22可以使得锁紧杆21伸缩并实现对位于贯穿孔中的滑杆1的抵接,以使得在滑杆1移至合适的位置使得“v”型磁座4与轴杆10相对静止地紧密贴合时,抵接滑杆1能够对滑杆1进行固定。
[0066]
在本发明的一种更为优选的实施例中,所述第二套筒53中远离所述第一套筒52的端面沿周向方向向外延伸形成有飞边54,所述弧形刻度标51设置于所述飞边54中远离所述第一套筒52的端面上。通过飞边54的设置,不仅更好地界定了参照位置,且飞边54为沿周向方向向外延伸,避免长期使用过程中对其上的刻度的磨损而造成辨识不清的问题。
[0067]
在本发明实施例的另一个方面,还提供了一种用于铰接式万向轴总成的磨损测量方法,采用根据上述所述的磨损测量装置,且所述磨损测量方法包括:
[0068]
s100、将所述测量组件5中的开口朝向所述轴杆10,将所述轴杆10推入所述第一套筒52和所述第二套筒53中,并使得所述第二套筒53朝向所述接头部20;
[0069]
s200、沿轴向方向推动所述测量组件5,以使得所述接头部20至少部分位于所述第二套筒53中;
[0070]
s300、调节所述固定部,以使得所述固定部与所述轴杆10之间相对静止;
[0071]
s400、以所述弧形刻度标51的“0”刻度线为基准,在所述接头部20上沿轴向方向标定起始标记61;
[0072]
s500、将接头部20旋转至无法转动,以所述弧形刻度标51的“0”刻度线为基准,在
所述接头部20上再次沿轴向方向标定终止标记62;
[0073]
s600、将起始标记61与终止标记62分别对应于弧形刻度标51上的刻度线,两条刻度线之间的差值即为铰接式万向轴总成的内部磨损量。
[0074]
进一步优选的实施例中,步骤s200中,所述第一套筒52与所述第二套筒53的连接处的内壁与所述接头部20中靠近所述轴杆10一端的端面相贴合。
[0075]
同样地,为了更好地实现相对静止的操作,步骤s300中的调节方式具体包括:移动所述滑杆1至“v”型磁座4与所述轴杆10相卡接,转动所述旋转把手22至锁紧杆21与所述滑杆1抵接。
[0076]
同时,需要指出的是,这里的“0”刻度线是针对本申请中的装置设置的相对“0”刻度线,不专指绝对“0”刻度线。
[0077]
进一步地,还可以在其接头部20的外周面上根据直线刻度标58的“0”刻度线位置进行标定,并在转动至无法转动后进一步标定,计算二者之间的距离差。
[0078]
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1