一种平面度测量机构的制作方法
1.本实用新型涉及平面度检测领域,具体涉及一种平面度测量机构。
背景技术:
2.液力变矩器是自动变速器的重要零部件,它的前端与发动机的飞轮相连,输出部件与行星齿轮变速机构的输入轴相连接,实现发动机与变速器的“软”连接,能延长发动机与变速器的使用寿命,同时在一定范围内实现无级变速。由于以上液力变矩器的重要性和使用要求,对液力变矩器的平面度要求高,液力变矩器平面度是否合格,直接影响到其安装的位置精度,对产品的性能影响很大,甚至会对整台车的综合性能有很大影响。
3.当前技术下,由于液力变矩器的重量达到10kg,加上外形不规则,导致人工搬运不方便,定位不准确,对其螺纹孔的检测只能通过手动检测。目前行业中对液力变矩器平面度检测的传统方法是采用千分表测量平面度,读数和计算容易带入人工误差,测量不准确,测量效率低。
技术实现要素:
4.为解决现有技术存在的不足,本实用新型提供了一种平面度测量机构。
5.一种平面度测量机构,包括:工作台、底板、支柱、传感器和移动组件,所述底板通过所述支柱连接在所述工作台上,所述传感器呈环向阵列设置在所述底板上,所述传感器通过所述移动组件连接在所述底板上;所述移动组件包括固定块、螺杆、螺母、移动块和弹簧,所述固定块设置在所述底板上,所述螺杆连接在所述固定块上,所述移动块套设在所述螺杆上,所述移动块通过所述弹簧与所述固定块连接;所述螺母套设在所述螺杆上,所述螺母与螺杆螺纹连接;所述传感器设置在所述移动块上。
6.优选的,所述工作台上设置有工作孔位,所述传感器穿过所述工作台上的工作孔位。
7.优选的,所述移动组件还包括滑块,所述滑块设置在所述底板上,所述移动块通过所述滑块与所述底板连接,所述滑块上设置有凹槽,所述移动块位于所述滑块的凹槽内。
8.优选的,所述移动组件还包括移动滑轨,所述移动滑轨设置在所述底板上,所述滑块通过所述移动滑轨与所述底板连接,所述滑块设置在所述移动滑轨上,所述滑块与所述移动滑轨滑动连接。
9.优选的,还包括定位组件,所述定位组件位于所述底板的上方;所述定位组件包括定位架、定位气缸、定位板、定位滑轨和定位芯轴,所述定位架设置在所述工作台上,所述定位气缸设置在所述定位架上,所述定位板通过所述定位滑轨与所述定位架连接,所述定位板与所述定位滑轨滑动连接;所述定位芯轴连接在所述定位板上。
10.优选的,还包括升降组件,所述升降组件包括升降板和升降气缸,所述升降板位于工作台的上方,所述升降板上设置有通孔;所述升降板连接在所述升降气缸上,所述升降气缸驱动所述升降板上下移动。
11.优选的,还包括检验组件,所述检验组件设置在所述工作台上,所述检验组件包括检验块和检验气缸,所述检验块设置在所述工作台上,所述检验块位于所述升降板的下方,所述检验气缸驱动所述升降板水平移动。
12.由于上述技术方案的运用,本实用新型与现有技术相比具有下列有益效果:
13.提供了一种平面度测量机构,通过移动组件改变传感器围成的圆圈的直径,从而可以适用于不用类型和不同尺寸的工件的平面度测量,适用范围广泛,可以进行批量测量,提高测量效率,有利于推广使用。
附图说明
14.图1是本实用新型一种平面度测量机构的结构示意图。
15.图2是本实用新型一种平面度测量机构中移动组件的结构示意图。
16.图3是本实用新型一种平面度测量机构中定位组件的结构示意图。
17.图4是本实用新型一种平面度测量机构中检验组件的结构示意图。
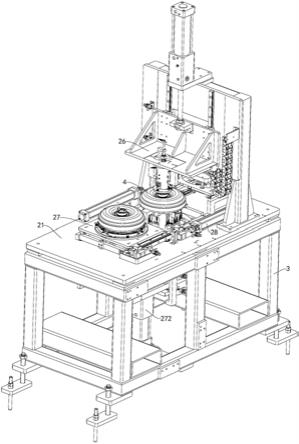
18.图5是本实用新型一种平面度测量机构应用于液力变矩器的检测设备的结构示意图。
19.图6是液力变矩器的检测设备中螺纹测量机构的结构示意图。
20.图7是液力变矩器的检测设备中旋转组件的结构示意图。
21.图8是液力变矩器的检测设备中支撑组件的结构示意图。
22.图9是液力变矩器的检测设备中检测组件的结构示意图。
23.附图标记说明:
24.1、螺纹测量机构;11、旋转组件;111、固定板;112、电机;113、主动轮;114、从动轮;115、同步带;116、拨爪;
25.12、支撑组件;121、托盘;122、支撑气缸;123、支撑板;124、导杆;125、直线轴承;
26.13、检测组件;131、螺纹检测仪;132、检测气缸;
27.14、套筒;
28.2、平面度测量机构;21、工作台;22、底板;23、支柱;24、传感器;
29.25、移动组件;251、固定块;252、螺杆;253、螺母;254、移动块;255、弹簧;256、滑块;257、移动滑轨;
30.26、定位组件;261、定位架;262、定位气缸;263、定位板;264、定位滑轨;265、定位芯轴;
31.27、升降组件;271、升降板;272、升降气缸;
32.28、检验组件;281、检验块;282、检验气缸;
33.3、基础部件;
34.4、工件。
具体实施方式
35.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
36.参阅附图,一种用于液力变矩器的检测设备,包括:螺纹测量机构1和平面度测量机构2。
37.螺纹测量机构1包括旋转组件11、支撑组件12和检测组件13。旋转组件11包括固定板111和电机112,工件4位于固定板111上,电机112驱动工件4旋转。电机112可以采用高分辨率、大扭矩、快速响应的伺服电机112。
38.旋转组件11还包括主动轮113、从动轮114和同步带115,主动轮113和从动轮114设置在固定板111上,主动轮113和从动轮114通过同步带115连接,主动轮113的直径小于从动轮114的直径,主动轮113连接在电机112上,电机112驱动主动轮113旋转。
39.为了从动轮114能够更好地带动工件4旋转,旋转组件11还包括拨爪116,拨爪116设置在从动轮114上,从动轮114通过拨爪116与工件4接触,通过拨爪116带动工件4旋转,工件4的具体形状可以根据工件4的形状来设计。
40.支撑组件12包括托盘121和支撑气缸122,托盘121位于固定板111的上方,托盘121上设置有通孔。托盘121可以做成可换型部装,这样能适应不同类型的工件4,增加设备的可扩展性。托盘121连接在支撑气缸122上,支撑气缸122驱动托盘121上下移动。通过支撑装置对工件4在螺纹测量机构1上进行初定位,工件4放置在托盘121上,使工件4的中心轴与托盘121通孔的中心轴重合。
41.支撑组件12还包括支撑板123和导杆124,支撑板123设置在固定板111的下方,支撑板123通过导杆124与托盘121连接。导杆124对称分布在固定板111上,导杆124穿过固定板111。通过支撑板123和导杆124连接托盘121与支撑气缸122,使得托盘121在上下移动的过程中更加稳定,增强支撑力。为了能够在上下移动的过程中不偏移不晃动,支撑组件12还包括直线轴承125,直线轴承125设置在固定板111上,导杆124穿过直线轴承125,通过直线轴承125对导杆124起到导向作用。
42.为了提高定位的精准性,该螺纹测量机构1还包括套筒14,通过套筒14的设置对工件4在螺纹测量机构1上进行精确定位。套筒14设置在固定板111上,套筒14位于托盘121的通孔的下方,套筒14的中心轴与托盘121通孔的中心轴重合。当支撑气缸122驱动托盘121下降时,工件4落在套筒14上,工件4通过套筒14支撑,工件4的下轴可以插入套筒14内,从而有效保证工件4定位的精准性。为了节省空间,套筒14可以位于从动轮114的孔内,套筒14固定在固定板111上不随着从动轮114旋转。
43.检测组件13包括螺纹检测仪131和检测气缸132,螺纹检测仪131穿过固定板111,螺纹检测仪131连接在检测气缸132上,检测气缸132驱动螺纹检测仪131上下移动。当工件4的螺纹孔旋转到螺纹检测仪131的上方时,螺纹检测仪131在检测气缸132的作用下上升,进入到螺纹孔内进行测量。螺纹检测仪131可以选用现有技术中常规的螺纹检测仪131。
44.平面度测量机构2包括工作台21、底板22、支柱23和传感器24,支柱23设置在底板22上,底板22通过支柱23连接在工作台21上,传感器24呈环向阵列设置在底板22上。工作台21上设置有工作孔位,传感器24穿过工作台21上的工作孔位,工件4直接落在传感器24上,通过每个传感器24感应到的数值来测量工件4的平面度。
45.为了适用于不同类型和不同尺寸的工件4,该平面度测量机构2还包括移动组件25。传感器24通过移动组件25连接在底板22上,通过移动组件25来改变传感器24围成的圆圈的直径,从而使其能够测量不同类型和不同尺寸的工件4。
46.移动组件25包括固定块251、螺杆252、螺母253、移动块254和弹簧255,固定块251设置在底板22上,螺杆252连接在固定块251上,移动块254套设在螺杆252上,移动块254通过弹簧255与固定块251连接。螺母253套设在螺杆252上,螺母253与螺杆252螺纹连接。传感器24设置在移动块254上,当移动块254移动到合适的位置后,拧紧套设置螺杆252上的螺母253,将移动块254固定。
47.为了移动块254能够更稳定地移动,移动组件25还包括滑块256,滑块256设置在底板22上,移动块254通过滑块256与底板22连接,滑块256上设置有凹槽,移动块254位于滑块256的凹槽内。移动组件25还包括移动滑轨257,移动滑轨257设置在底板22上,滑块256通过移动滑轨257与底板22连接,滑块256设置在移动滑轨257上,滑块256与移动滑轨257滑动连接。
48.该平面度测量机构2还包括定位组件26,定位组件26位于底板22的上方。定位组件26包括定位架261、定位气缸262、定位板263、定位滑轨264和定位芯轴265,定位架261设置在工作台21上,定位气缸262设置在定位架261上,定位板263通过定位滑轨264与定位架261连接,定位板263与定位滑轨264滑动连接。定位芯轴265连接在定位板263上,定位气缸262驱动定位板263下降,定位芯轴265在定位板263的带动下下降进入工件4内孔,把工件4位置找正,从而实现测量时对工件4的精定位。
49.该平面度测量机构2还包括升降组件27,升降组件27包括升降板271和升降气缸272,升降板271位于工作台21的上方,升降板271上设置有通孔。升降板271连接在升降气缸272上,升降气缸272驱动升降板271上下移动。升降板271上的通孔的直径大于传感器24围成的圆圈的直径,从而使得升降板271移动到传感器24上方后,升降板271继续下降,工件4能够与传感器24直接接触。该升降组件27的结构也可以采用螺纹检测机构中的支撑组件12的结构。
50.该平面度测量机构2还包括检验组件28,检验组件28设置在工作台21上,检验组件28包括检验块281和检验气缸282,检验块281设置在工作台21上,检验块281位于升降板271的下方,检验气缸282驱动升降板271水平移动。升降气缸272可以只驱动升降板271上下移动,也可以驱动升降板271和检验气缸282一起上下移动。
51.在实际使用过程中,整个检测设备固定在基础部件3上,基础部件3通过膨胀螺栓牢固地固定在厂房。支撑组件12通过焊接支架固定在基础部件3上,通过垫片对其位置进行精确的调整。旋转组件11通过平板固定在基础部件3上,检测组件13通过可调支架固定在基础部件3上,平面度测量机构2通过独立支座固定在基础部件3上。支撑组件12在上方对工件4进行定位,输送组件对工件4进行输送。通过基础部件3将整个结构固定在一起,便于固定及运输。
52.工件4上料时,通过机械手将工件4放置于支撑组件12的托盘121上,托盘121在支撑气缸122的作用下下降到螺纹检测位。电机112启动,驱动工件4旋转,当螺纹孔旋转到螺纹检测仪131的正上方时停止旋转,检测气缸132驱动螺纹检测仪131上升进入螺纹孔,对第一个螺纹孔进行检测。检测完毕,检测电机112再次驱动工件4旋转,当第二个螺纹孔旋转到螺纹检测仪131正上方时停止,螺纹孔检测仪上升进入螺纹孔,对第二个螺纹孔进行检测。检测完毕,依次对其他螺纹孔进行个螺纹孔检测。
53.当所有螺纹孔检测完时,支撑组件12将工件4顶升出螺纹检测位,机械手将工件4
移动到升降板271上,升降气缸272驱动升降板271下降至检验块281上,此时工件4位于平面度检验位。通过检验块281确定工件4为待检测产品的类型无误后,检验气缸282驱动升降板271水平移动到平面度测量位。定位组件26中的定位芯轴265在定位气缸262的作用下下降,插入工件4的内孔内对工件4进行精定位。定位完毕,升降板271继续下降,使得工件4直接与传感器24接触,传感器24对工件4进行平面度测量,采集数据,综合算出平面度。
54.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1