工件自动检测站的制作方法
1.本发明涉及工件制备技术领域,进一步的,涉及一种工件自动检测站,尤其涉及一种轨道车辆用制动夹钳单元的弹簧类工件的自动检测站。
背景技术:
2.在铁道机车车辆基础制动领域中,制动夹钳单元作为基础制动装置关键部件,其性能优劣直接关乎列车的运行安全和乘坐舒适度。
3.目前,制动夹钳单元的弹簧类工件主要依靠质检人员进行检测,劳动强度较大,检测过程存在自动化程度较低、数字化程度低、测量结果准确程度低等情况。
4.弹簧类零件检测主要应用弹簧试验机进行测量,包括弹簧上下料、检测结果记录、不合格品分拣等过程均由人工执行。对于检修产品还要保证拆解下的弹簧检测合格后组装回原夹钳(即:单套流检修模式),而将弹簧与夹钳匹配是一个非常繁琐的工作,夹钳拆解时就需要对弹簧进行编号,最终检测合格后再装配到与其编号对应的夹钳中。在这个过程中极易将弹簧混淆,造成弹簧与夹钳无法一一对应,给检修工作带来不便;同时,由于弹簧检测上下料及不合格品分拣等工作均由人工完成,劳动强度大、检测效率低,检测后的数据整理也是一项繁重的工作,需要将检测记录表整理成电子表格并上传系统,容易出现错误。因此,目前制动夹钳检修过程中弹簧类工件检测过程,存在自动化程度低、数据数字化程度低、数据准确性程度低等问题。
5.针对相关技术中对于制动夹钳检修过程中弹簧类工件检测自动化较低的问题,目前尚未给出有效的解决方案。
6.由此,本发明人凭借多年从事相关行业的经验与实践,提出一种工件自动检测站,以克服现有技术的缺陷。
技术实现要素:
7.本发明的目的在于提供一种工件自动检测站,能够提高检修过程中测量环节的效率与产能,降低人员劳动强度,提高测量结果的精准性和测量数据的可追溯性,为车辆的运行状态以及检修提供数据支撑。
8.本发明的目的可采用下列方案来实现:
9.本发明提供了一种工件自动检测站,在所述工件自动检测站内设置有检测区,所述检测区内设置有至少一个工件测试装置,所述检测区的至少一侧设置有移栽机构,将装有工件的料盘运送至所述移栽机构上,所述移栽机构自动将所述料盘传送至检测区。
10.在本发明的一较佳实施方式中,所述料盘上设置有多个定位槽,各所述定位槽内设置有可取出的工件座,各所述工件分别设置于对应的工件座上。
11.在本发明的一较佳实施方式中,所述料盘且与各所述定位槽对应的位置上设置有记录所述工件的检测顺序的第一标识。
12.在本发明的一较佳实施方式中,所述移栽机构包括并排设置的多个料口,多个所
述料口的一端分别与位置调整架连接,所述料盘可在所述料口与所述位置调整架之间移动。
13.在本发明的一较佳实施方式中,所述位置调整架为沿水平方向设置的框架结构,多个所述料口沿所述位置调整架203的长度方向并排设置,各所述料口位置设置有便于对所述料盘进行传送的第一滚轮组;
14.所述位置调整架上沿其长度方向设置有便于对所述料盘进行传送的第二滚轮组,所述第二滚轮组上设置有移动拖件,所述料盘置于所述移动拖件上。
15.在本发明的一较佳实施方式中,所述移动拖件包括移动板和拖动件,所述移动板能移动地设置于所述第二滚轮组上,所述移动板的顶部沿所述料盘的移动方向设置有轨道,所述轨道的两端能分别与所述料口位置和所述检测区连接,所述拖动件能移动地设置于所述轨道上,所述拖动件与所述料盘连接,以将放入至所述料口位置的所述料盘传送至所述检测区。
16.在本发明的一较佳实施方式中,所述移动拖件还包括导向柱,所述导向柱与所述轨道平行设置,所述拖动件能滑动地套设于所述导向柱上。
17.在本发明的一较佳实施方式中,所述拖动件的下方设置有支撑板,所述拖动件与所述支撑板之间设置有升降缸,所述拖动件的顶部设置有至少两个拖杆,所述料盘上设置有与所述拖杆相对应的插孔,当所述料盘位于所述拖动件上方且所述拖杆与所述插孔位置对应时,控制所述升降缸带动所述拖动件上移,所述拖杆插入对应的所述插孔内,以使所述拖动件能拖动所述料盘。
18.在本发明的一较佳实施方式中,所述移动板上由所述料口位置至所述检测区方向设置有便于对所述料盘进行传送的第三导向轮组,当所述拖动件拖动所述料盘移动时,所述料盘置于所述第三导向轮组上。
19.在本发明的一较佳实施方式中,所述移动板上设置有信息采集装置,所述料盘上设置有记录所述工件的种类信息的第二标识,所述信息采集装置采集所述第二标识上的信息,以确定检测的所述工件的种类。
20.在本发明的一较佳实施方式中,所述检测区设置有不良料出口工位,检测后不符合预设标准的所述工件运送至所述不良料出口工位上。
21.在本发明的一较佳实施方式中,所述检测区内设置有协作机器人,所述协作机器人将所述料盘上的工件取下并移动所述工件至所述工件测试装置的检测位置进行检测。
22.在本发明的一较佳实施方式中,所述工件自动检测站还包括可移动的运送机构,所述运送机构的顶部设置有便于对所述料盘进行传送的第四导向轮组,所述料盘可置于所述运送机构上,以将所述料盘运送至所述移栽机构所在位置。
23.在本发明的一较佳实施方式中,所述运送机构为高度可调的小车,所述小车的底部设置有万向轮和定向轮。
24.在本发明的一较佳实施方式中,所述工件自动检测站还包括至少一个放置架,沿所述放置架的长度方向设置有多个放置工位,各所述放置位上分别设置有便于对所述料盘进行传送的第五导向轮组。
25.在本发明的一较佳实施方式中,所述工件自动检测站还包括至少一个组装台,所述组装台上设置有多个组装工位,各所述组装工位上分别设置有便于对所述料盘进行传送
的第六导向轮组。
26.在本发明的一较佳实施方式中,所述组装台的内壁上设置有可伸缩的防错销,所述料盘的边缘开设有与所述防错销相配合的凹部。
27.在本发明的一较佳实施方式中,所述工件为弹簧,所述工件测试装置为弹簧压力测试机。
28.由上所述,本发明的工件自动检测站的特点及优点是:在工件自动检测站的检测区内设置有工件测试装置,且在检测区的至少一侧设置有移栽机构,工作人员可将装有工件的料盘运送至预设位置,由移栽机构自动将料盘传送至检测区进行性能检测,与人工测量方式相比,能够明显提高工件测量环节的效率与产能,降低工作人员的劳动强度,在工件的检测效率、测量结果的精准性、测量过程的管控水平、测量结果的可追溯性等方面均有显著提升。
附图说明
29.以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。
30.其中:
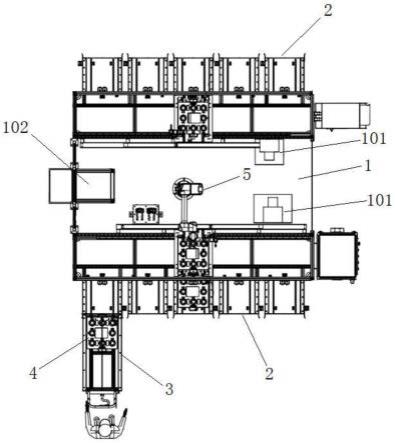
31.图1:为本发明工件自动检测站的俯视图。
32.图2:为本发明工件自动检测站中移栽机构的俯视图。
33.图3:为本发明工件自动检测站中移动拖件的结构示意图。
34.图4:为本发明工件自动检测站中料盘的俯视图。
35.图5:为本发明工件自动检测站中放置架的俯视图。
36.图6:为本发明工件自动检测站中组合台的俯视图。
37.图7:为6中组合台的放大图。
38.图8:为本发明工件自动检测站中协作机器人的结构示意图。
39.本发明中的附图标号为:
40.1、检测区;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101、工件测试装置;
41.102、不良料出口工位;
ꢀꢀꢀꢀꢀꢀꢀꢀ
2、移栽机构;
42.201、料口;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202、第一滚轮组;
43.203、位置调整架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
204、第二滚轮组;
44.3、运送机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
301、第四导向轮组;
45.4、料盘;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
401、定位槽;
46.402、第二标识;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
403、把手;
47.404、第一标识;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
405、凹部;
48.406、插孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、协作机器人;
49.501、机械臂;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
502、夹爪;
50.6、移动拖件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
601、移动板;
51.602、轨道;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
603、拖动件;
52.604、拖杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
605、导向柱;
53.606、第三导向轮组;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
607、信息采集装置;
54.608、升降缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
609、支撑板;
55.7、放置架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
701、第五导向轮组;
56.8、组装台;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
801、第六导向轮组;
57.802、防错销;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9、工件座。
具体实施方式
58.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
59.如图1至图8所示,本发明提供了一种工件自动检测站,在该工件自动检测站内设置有检测区1,检测区1内设置有至少一个工件测试装置101,检测区1的至少一侧设置有移栽机构2,将装有工件的料盘4运送至移栽机构2上,移栽机构2自动将料盘4传送至检测区1,以完成对工件的检测。
60.本发明在工件自动检测站的检测区1内设置有工件测试装置101,且在检测区1的至少一侧设置有移栽机构2,工作人员可将装有工件的料盘4运送至预设位置,移栽机构2即可自动将料盘4传送至检测区1对工件的性能进行检测,该种自动检测方式与人工测量方式相比,能够明显提高工件测量环节的效率与产能,降低工作人员的劳动强度,在工件的检测效率、测量结果的精准性、测量过程的管控水平、测量结果的可追溯性等方面均有显著提升。
61.进一步的,本发明中的工件可为但不限于弹簧,该弹簧用于车辆的制动夹钳单元中,工件测试装置101可为但不限于弹簧压力测试机,通过弹簧压力测试机可对弹簧的弹性进行检测。
62.在本发明的一个可选实施例中,如图4所示,料盘4为铝合金材质制成的矩形盘状结构,料盘4沿水平方向设置,料盘4的顶部设置有多个定位槽401,各定位槽401内设置有可取出的工件座9,各工件分别设置于对应的工件座9上。
63.具体的,工件座9为竖向设置的圆筒状结构,弹簧可套设于工件座9上,从而对弹簧进行固定,定位槽401与工件座9相适配,可将工件座9的底部嵌入至定位槽401内,从而可将多个弹簧分别放置于料盘4上。
64.进一步的,如图4所示,料盘4的至少两相对边缘上设置有把手403,工作人员可通过把手403拖动料盘4,便于料盘4的运送。
65.进一步的,如图4所示,料盘4且与各定位槽401对应的位置(如:各定位槽401的下方且分别靠近各定位槽401的位置)上分别设置有记录工件的检测顺序的第一标识404,可按各第一标识404对应的顺利对各弹簧进行检测。如:各第一标识404可为按顺序排列的数字,根据数字的顺序对各弹簧进行检测,以便将检测结果与各弹簧相对应。也可设置不同的第一标识404对应不同型号的弹簧,通过第一标识404即可获得弹簧的型号信息。
66.在本发明的一个可选实施例中,如图1、图2所示,移栽机构2包括并排设置的多个料口201,多个料口201的一端分别与位置调整架203连接,料盘4可在料口201与位置调整架203之间移动,通过移栽机构2可自动将料盘4由料口201位置传送至检测区1,以便对弹簧的性能进行检测。其中,移栽机构2可以为多个,根据实际检测环境和需求设置移栽机构2的数量和位置,在此不做限定。
67.进一步的,如图2所示,位置调整架203为沿水平方向设置的长方形框架结构,多个
料口201沿位置调整架203的长度方向并排设置,在各料口201位置设置有便于对料盘4进行传送的第一滚轮组202,第一滚轮组202的传送方向与位置调整架203的长度方向相垂直。设置多个料口201的目的在于提供多个送料工位,以便可同时将多个料盘4输送至检测区1,提升检测效率。在本发明的一个具体实施例中,料口201的数量为十个,因此,可一次缓存十个料盘4,最少只需两个工作人员即可满足整个自动检测站的运行。
68.进一步的,如图2所示,位置调整架203上沿其长度方向设置有便于对料盘4进行传送的第二滚轮组204,第二滚轮组204的传送方向与位置调整架203的长度方向同向,第二滚轮组204上设置有移动拖件6,工作人员可将料盘4置于料口201处,移动拖件6可在料口201与检测区1之间沿第二滚轮组204移动,以便对弹簧的取下和检测。
69.在本发明的一个可选实施例中,如图3所示,移动拖件6包括移动板601和拖动件603,移动板601为沿水平方向设置的平板状结构,移动板601能移动地设置于第二滚轮组204的顶部,移动板601的顶部沿料盘4的移动方向设置有轨道602(即:轨道602的设置方向与料口201处第一滚轮组202的的传送方向相同),轨道602的两端能分别与料口201位置和检测区1连接,拖动件603能移动地设置于轨道602上,拖动件603与料盘4连接,轨道602可带动拖动件603移动,从而将放入至料口201位置的料盘4传送至检测区1。
70.具体的,轨道602可为沿水平方向设置的齿条,拖动件603的底部设置有电机,电机的输出轴上设置有齿轮,齿轮的齿与齿条的齿相啮合,通过控制电机的工作状态即可带动拖动件603在齿条上移动,进而达到驱动拖动件603移动的目的。
71.进一步的,如图3所示,移动拖件6还包括导向柱605,导向柱605与轨道602平行设置,拖动件603的底部能滑动地套设于导向柱605上,通过导向柱605对拖动件603起到导向限位的作用,确保能够将料盘4由料口201位置传送至检测区1。
72.进一步的,如图3、图4所示,拖动件603的下方沿水平方向设置有支撑板609,拖动件603与支撑板609之间设置有升降缸608,升降缸608沿竖直设置,且升降缸608的顶端与拖动件603的底部连接,升降缸608的底端与支撑板609的顶部连接,拖动件603的顶部并排设置有至少两个拖杆604,拖杆604沿竖向设置且拖杆604的底部与拖动件603的顶部连接,料盘4上设置有与拖杆604相对应的插孔406,当工作人员将料盘4置于料口201处,移动拖件6移动至料口201处且位于料盘4的下方,拖杆604与插孔406位置相对,此时,通过控制升降缸608以带动拖动件603上移,拖杆604上移的同时插入至对应的插孔406内,即可完成料盘4与移动拖件6的连接,从而使得移动拖件6能够拖动料盘4在料口201与检测区1之间移动。
73.进一步的,如图3所示,移动板601的顶部由料口201位置至检测区1方向设置有便于对料盘4进行传送的第三导向轮组606,当拖动件603拖动料盘4移动时,料盘4置于第三导向轮组606上。
74.在本发明的一个可选实施例中,如图3、图4所示,移动板601上设置有信息采集装置607,料盘4上设置有记录工件的种类信息的第二标识402,在对料盘4传送过程中,可通过信息采集装置607采集第二标识402上的信息,以确定料盘4中需要检测的工件的种类。
75.进一步的,第二标识402上可为但不限于预设有二维码信息,信息采集装置607可为但不限于扫码枪。其中,工件的种类信息可为但不限于弹簧的型号、弹簧所属的夹钳类别和组别等信息。
76.在本发明的一个可选实施例中,如图1所示,检测区1设置有不良料出口工位102
(即:ng料出口),检测后不符合预设标准的工件运送至不良料出口工位102上,待工作人员进行集中处理。
77.在本发明的一个可选实施例中,如图1、图8所示,检测区1内设置有协作机器人5,协作机器人5能将料盘4上的工件(连同工件座9)取下并移动工件至工件测试装置101的检测位置进行检测。
78.进一步的,如图8所示,协作机器人5包括机械臂501和夹爪502,机械臂501的底部固定于检测区1内,夹爪502设置于机械臂501的动作端。通过控制夹爪502对弹簧进行抓取(抓取工件座9位置,避免使弹簧发生变形),并通过控制机械臂501将弹簧移动至工件测试装置101的检测位置进行检测。其中,协作机器人5、机械臂501和夹爪502均为现有产品,夹爪502能够实现抓取、机械臂501能够实现空间移动的功能即可,协作机器人5、机械臂501和夹爪502的具体结构和工作原理在此不做限定。当然,本发明具有机器人自动测量和人工半自动测量两种模式,即当机器人出现故障时,可人工代替机械手。
79.在协作机器人5出现故障的情况下,也可通过工作人员手动将弹簧移动至工件测试装置101的检测位置进行检测。
80.在本发明的一个可选实施例中,如图1、图5、图6所示,工件自动检测站还包括可移动的运送机构3,运送机构3的顶部设置有便于对料盘4进行传送的第四导向轮组301,料盘4可置于运送机构3上,以将料盘4运送至移栽机构2所在位置。其中,运送机构3的顶部设置有多个放置位,可一次性对多个料盘4进行运送。
81.进一步的,运送机构3为高度可调的小车,小车的底部设置有万向轮和定向轮。小车可通过伸缩腿或者液压缸进行升降调节,小车的最大高度可为但不限于1.5m。
82.在本发明的一个可选实施例中,如图5所示,工件自动检测站还包括至少一个放置架7,沿放置架7的长度方向设置有多个放置工位,各放置位上分别设置有便于对料盘4进行传送的第五导向轮组701。在对弹簧进行检测之前,可将弹簧分组摆放于放置架7上,以便对弹簧的存放。
83.进一步的,放置架7上与各放置工位相对应的位置(如:靠近放置工位的位置)上分别设置有第三标识,通过第三标识可记录对应放置工位上料盘4的信息。
84.在本发明的一个可选实施例中,如图6、图7所示,工件自动检测站还包括至少一个组装台8,组装台8上设置有多个组装工位,各组装工位上分别设置有便于对料盘4进行传送的第六导向轮组801。在对弹簧进行检测之前,工作人员可在组装工位上第一标识404和第二标识402所记录的信息,将弹簧与其相匹配的夹钳单元进行组装,确保装配的准确性,避免错装情况的出现。
85.进一步的,第六导向轮组801中各滚轮分别与电机的输出轴连接,从而可通过电机带动滚轮转动,从而可使料盘4在组装台8上移动。
86.进一步的,如图4、图7所示,组装台8的内壁上设置有可伸缩的防错销802,组装台8的内壁中形成有容置腔(未示出),容置腔内设置有弹簧(未示出),弹簧的一端与容置腔的内壁相抵,弹簧的另一端与防错销802的一端抵接,防错销802的另一端伸出至组装工位;料盘4的边缘开设有与防错销802相配合的凹部405,在对料盘4进行放置时,需要将料盘4由上至下放置于组装工位上,使防错销802位于凹部405内,由于料盘4的其他位置没有设置凹部405,若料盘4放置的方向错误,则防错销802会阻挡料盘4的下放,因此,通过防错销802与凹
部405相配合能够避免料盘4放置方向发生错误。
87.具体的,如图4、图7所示,凹部405为锥形或者弧形槽,在移动料盘4时,凹部405的内壁会挤压防错销802,以使防错销802压缩弹簧,防错销802向容置腔内移动,料盘4即可在组装台8上移动。
88.在本发明的一个可选实施例中,还可设置显示屏,通过显示屏对检测的结果和数据进行显示,以便工作人员实时获知检测结果。
89.本发明对工件(弹簧)的检测过程为:工人通过运送机构3(小车)将装满弹簧的料盘4运送至工件自动检测站的料口201处(此时料口201的作用为上料),移栽机构2自动与对应料口201处的料盘4连接,并将料盘4运送至检测区1对应的检测工位上,协作机器人5自动抓取工件座9并移动放置到对应的弹簧压力测试机上进行检测,弹簧压力测试机调取对应的程序对弹簧进行力值检测,并根据检测要求对结果进行判定,协作机器人5可将检测合格的弹簧放回料盘4的原始位置上,将检测不合格的弹簧放置到不良料出口工位102,待料盘4中全部弹簧均检测完毕后,移栽机构2再将料盘4运送至料口201处(此时料口201的作用为下料),待工作人员取走即可。
90.本发明的工件自动检测站的特点及优点是:
91.一、该工件自动检测站可实现工件的自动检测,提高检测效率,保证数据的准确性。
92.二、该工件自动检测站自动化程度高,大大提高工件检测的便捷性,减少人工搬运和手动检测,提高检测效率和准确性,降低人力、节省成本。
93.三、该工件自动检测站可对检测到的数据进行记录和统计,实现检测过程在线追踪和控制。
94.四、该工件自动检测站能够实现全制程信息数据的自动采集、配置、分析、防错和追溯,提高工件检测准确性和可追溯性。
95.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1