一种回流焊炉温监控方法、装置、设备及存储介质与流程
本技术涉及状态监控,尤其涉及一种回流焊炉温监控方法、装置、设备及存储介质。
背景技术:
1、在led高刹灯的生产工艺中,回流焊是其中最重要的工艺流程,回流焊接的可靠性直接影响led产品在其服役生命周期的稳定、可靠、安全。不但直接决定了led的工艺水平,也直接决定了高刹灯的产品质量。在回流焊的生产过程中,回流焊炉温的准确控制是最重要的质量控制手段。目前行业里普遍使用的回流焊炉温监测工艺仅能在回流焊生产结束后确认炉温是否达标或者异常,无法全面保证回流焊接的品质及可靠性、无法记录产品在回流焊炉中的温度数据、无法实现焊接品质问题的可追溯性。因此开发研究用于实时测量回流焊炉内炉温和实时监控回流焊接设备工作状况的实时监控系统,成为汽车灯具smt行业发展的当务之急,也必将成为未来的发展趋势。
2、目前汽车led高刹灯smt行业里普遍使用的回流焊炉常规炉温监测工艺,只是在温度测试环节使用测温仪+印制电路测温板的方式来测量焊接温度曲线:
3、1、首先调取或设定回流焊炉各温区的温度,待所有区域温度达到要求后,
4、2、再将测温仪和印制电路测温板一起放入回流焊炉,
5、3、待测温仪出炉后再将数据下载到电脑,只有炉温的数据符合要求时,才可以正常过炉生产。
6、由于该监测方法耗时长、效率低,仅能用于生产前和生产过程中回流焊炉焊接温度曲线进行抽样检测,存在着无法实现回流焊炉焊接温度和炉内设备工作状况的实时监控的技术问题。
技术实现思路
1、本技术提供了一种回流焊炉温监控方法、装置、设备及存储介质,解决了现有监测方法耗时长、效率低,仅能用于生产前和生产过程中回流焊炉焊接温度曲线进行抽样检测,存在的无法实现回流焊炉焊接温度和炉内设备工作状况的实时监控的技术问题。
2、有鉴于此,本技术第一方面提供了一种回流焊炉温监控方法,所述方法包括:
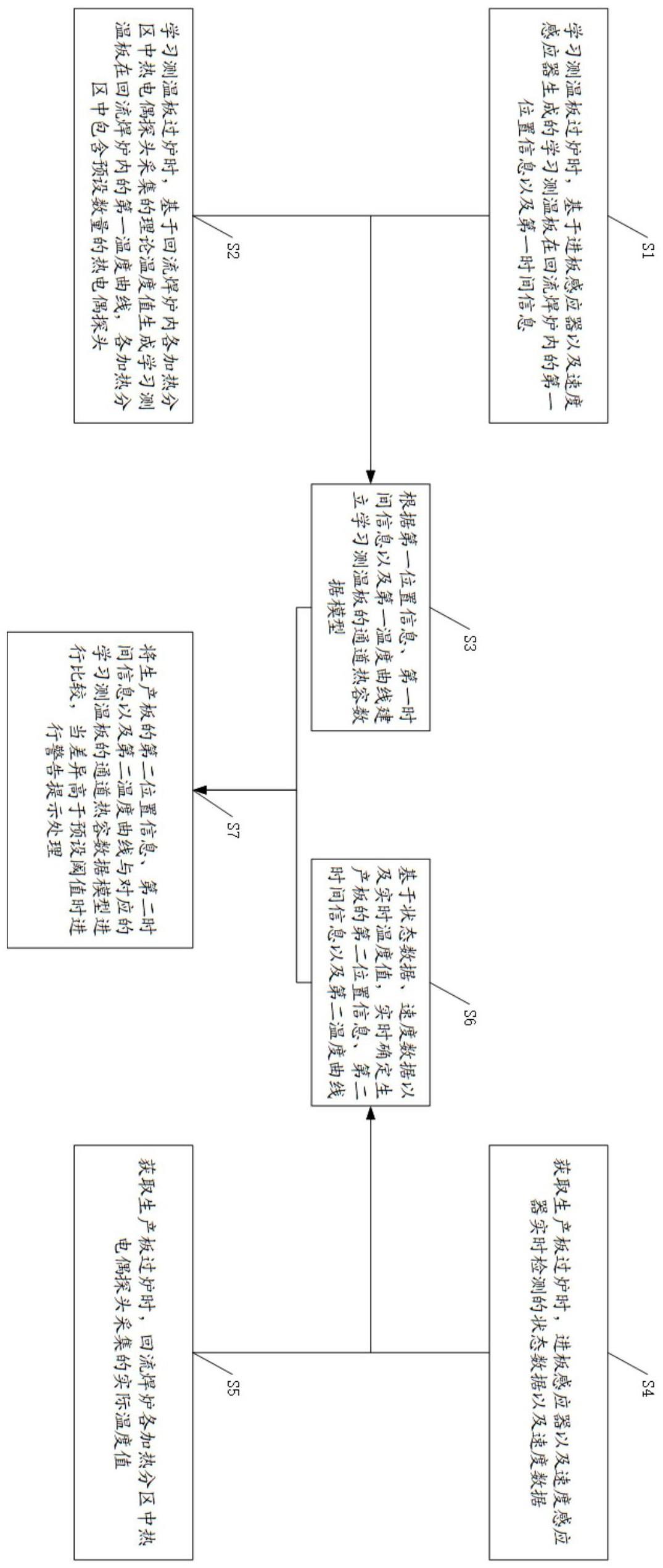
3、s1、学习测温板过炉时,基于进板感应器以及速度感应器生成的所述学习测温板在回流焊炉内的第一位置信息以及第一时间信息;
4、s2、学习测温板过炉时,基于回流焊炉内各加热分区中热电偶探头采集的理论温度值生成所述学习测温板在回流焊炉内的第一温度曲线,各加热分区中包含预设数量的热电偶探头;
5、s3、根据所述第一位置信息、第一时间信息以及第一温度曲线建立所述学习测温板的通道热容数据模型;
6、s4、获取生产板过炉时,所述进板感应器以及速度感应器实时检测的状态数据以及速度数据;
7、s5、获取生产板过炉时,所述回流焊炉各加热分区中热电偶探头采集的实际温度值;
8、s6、基于所述状态数据、速度数据以及实时温度值,实时确定所述生产板的第二位置信息、第二时间信息以及第二温度曲线;
9、s7、将所述生产板的第二位置信息、第二时间信息以及第二温度曲线与对应的学习测温板的通道热容数据模型进行比较,当差异高于预设阈值时进行警告提示处理。
10、可选地,还包括:
11、进入回流焊炉前,获取生产板的条码信息;
12、将所述生产板的第二位置信息、第二时间信息以及第二温度曲线写入文件后,将文件与条码信息对应匹配。
13、可选地,还包括:
14、根据所述生产板的第二位置信息、第二时间信息以及第二温度曲线进行预设工艺参数的实时spc统计分析,得到所述生产板的制程能力cpk;
15、当所述生产板的制程能力cpk存在风险时,进行警告提示处理。
16、可选地,还包括:
17、根据所述生产板的第二位置信息、第二时间信息以及第二温度曲线进行所述回流焊炉各加热分区的加热稳定性cmk的spc统计,得到所述回流焊炉的加热能力;
18、当所述回流焊炉的加热能力存在风险时,进行警告提示处理。
19、可选地,还包括:
20、获取生产板过炉时,出板感应器的状态数据以及出炉时间;
21、根据所述生产板的进板时间与出炉时间的差值确定所述生产板的过炉时间;
22、当所述过炉时间高于理论过炉时间时,进行警告提示处理。
23、可选地,所述预设工艺参数包括峰值温度、回流时间、预热斜率、浸温时间、冷却斜率。
24、可选地,所述步骤s7具体为:
25、创建pwi窗口;
26、在所述pwi窗口中显示所述生产板的第二位置信息、第二时间信息以及第二温度曲线与对应的学习测温板的通道热容数据模型;
27、当所述pwi窗口中的实时pwi值不在预设范围内,进行警告提示处理。
28、本技术第二方面提供一种回流焊炉温监控装置,所述装置包括:
29、第一处理单元,用于学习测温板过炉时,基于进板感应器以及速度感应器生成的所述学习测温板在回流焊炉内的第一位置信息以及第一时间信息;
30、第二处理单元,用于学习测温板过炉时,基于回流焊炉内各加热分区中热电偶探头采集的理论温度值生成所述学习测温板在回流焊炉内的第一温度曲线,各加热分区中包含预设数量的热电偶探头;
31、第三处理单元,用于根据所述第一位置信息、第一时间信息以及第一温度曲线建立所述学习测温板的通道热容数据模型;
32、第一获取单元,用于获取生产板过炉时,所述进板感应器以及速度感应器实时检测的状态数据以及速度数据;
33、第二获取单元,用于获取生产板过炉时,所述回流焊炉各加热分区中热电偶探头采集的实际温度值;
34、第四处理单元,用于基于所述状态数据、速度数据以及实时温度值,实时确定所述生产板的第二位置信息、第二时间信息以及第二温度曲线;
35、监控单元,用于将所述生产板的第二位置信息、第二时间信息以及第二温度曲线与对应的学习测温板的通道热容数据模型进行比较,当差异高于预设阈值时进行警告提示处理。
36、本技术第三方面提供一种回流焊炉温监控设备,所述设备包括处理器以及存储器:
37、所述存储器用于存储程序代码,并将所述程序代码传输给所述处理器;
38、所述处理器用于根据所述程序代码中的指令,执行如上述第一方面所述的回流焊炉温监控方法的步骤。
39、本技术第四方面提供一种计算机可读存储介质,所述计算机可读存储介质用于存储程序代码,所述程序代码用于执行上述第一方面所述的回流焊炉温监控方法。
40、从以上技术方案可以看出,本技术实施例具有以下优点:
41、本技术中,提供了一种回流焊炉温监控方法、装置、设备及存储介质,通过构建学习板过炉状况的通道热容数据模型,再以学习曲线与生产板实测的曲线结合,监控正常生产的每片印制电路板的温度曲线,通过监控回流焊炉内各加热分区的持续稳定性能力cpk,实时监控传送链条的稳定性,能够科学地自动化、网络化进行现场过程管理,对工艺制程和设备能力进行预警、预测变异趋势,解决了现有监测方法耗时长、效率低,仅能用于生产前和生产过程中回流焊炉焊接温度曲线进行抽样检测,存在的无法实现回流焊炉焊接温度和炉内设备工作状况的实时监控的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!