一种多通道自动贴片控制系统的制作方法
本技术涉及自动化贴片,尤其涉及的是一种多通道自动贴片控制系统。
背景技术:
1、在光通信行业内,常用的通光性通光片需要放在磁体上进行固定,再进行后续的使用,为了提升效率,磁体上开设有多通道,比如二通道、四通道、八通道等,将通光性通光片放入磁体通道中精度高,并且需要靠边放置,目前采用人工放置的方式,不仅需要作业员在显微镜下放置,效率低下,而且还容易污染通光性通光片的表面,影响使用。
2、因此,现有技术还有待改进和发展。
技术实现思路
1、本技术要解决的技术问题在于,针对现有技术的上述缺陷,提供一种多通道自动贴片控制系统,旨在解决现有技术中需要作业员在显微镜下将通光片放置磁体内,效率低下,且易污染通光性通光片的表面,影响使用的问题。
2、本技术提供一种多通道自动贴片控制系统,采用如下的技术方案:
3、一种多通道自动贴片控制系统,用于将通光片自动放置于八通道磁体上,包括:
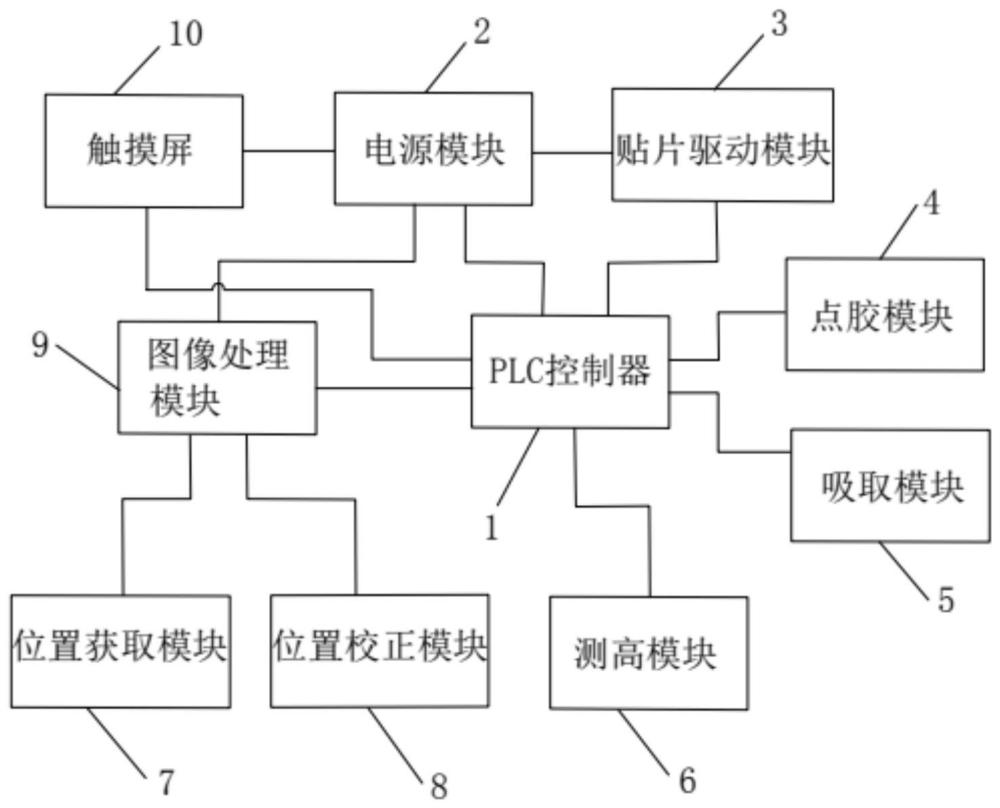
4、plc控制器、电源模块、贴片驱动模块、点胶模块、吸取模块、测高模块、位置获取模块、位置校正模块、图像处理模块以及触摸屏,其中,
5、所述贴片驱动模块与所述plc控制器电连接,所述贴片驱动模块响应于所述plc控制器的控制,来驱动所述点胶模块、所述吸取模块、所述测高模块以及所述位置获取模块移动;所述点胶模块、所述吸取模块和所述测高模块位置均与所述plc控制器电连接,所述吸取模块用于响应plc控制器的控制对通光片进行吸取和放置,所述测高模块用于响应plc控制器的控制以测量磁体的高度,所述点胶模块用于响应所述plc控制器的控制在通光片放置之前对磁体进行点胶;
6、所述触摸屏与所述plc控制器电连接,所述触摸屏用于设置控制参数并发送控制参数至plc控制器;所述位置获取模块和所述位置校正模块分别与所述图像处理模块电连接,所述位置获取模块用于获取磁体和通光片的位置照片,所述位置校正模块用于再次获取通光片的位置照片以对通光片位置进行校正,所述图像处理模块用于对位置获取模块和位置校正模块获取的位置照片进行处理并反馈至plc控制器;
7、所述电源模块分别与所述plc控制器、所述贴片驱动模块、所述图像处理模块以及所述触摸屏电连接,所述电源模块用于向所述plc控制器、所述贴片驱动模块、所述图像处理模块以及所述触摸屏供电。
8、进一步地,所述吸取模块包括a轴驱动单元和吸嘴,所述a轴驱动单元安装于所述贴片驱动模块上,所述吸嘴安装在所述a轴驱动单元上,所述a轴驱动单元用于驱动所述吸嘴上下移动。
9、进一步地,所述a轴驱动单元包括步进电机驱动器、步进电机以及第一丝杆模组,所述步进电机驱动器与所述plc控制器电连接,所述步进电机与所述步进电机驱动器电连接,所述步进电机的输出轴与所述第一丝杆模组的丝杆同轴固定连接,所述吸嘴安装于所述第一丝杆模组的滑块上。
10、进一步地,所述点胶模块包括第一中间继电器、点胶头和点胶机,所述第一中间继电器分别与所述plc控制器以及所述点胶机电连接,所述点胶机与所述点胶头电连接,所述点胶机用于调节所述点胶头的点胶参数。
11、进一步地,测高模块包括激光测高器,所述激光测高器安装于所述贴片驱动模块上,并与所述plc控制器电连接。
12、进一步地,所述位置获取模块包括第一相机。
13、进一步地,所述位置校正模块包括第二相机。
14、进一步地,所述图像处理模块包括工业电脑和第二中间继电器,所述第二中间继电器分别与所述plc控制器以及所述工业电脑电连接。
15、进一步地,所述贴片驱动模块包括x轴驱动单元、y轴驱动单元和z轴驱动单元,其中,
16、所述x轴驱动单元用于响应于plc控制器的控制,驱动点胶模块、吸取模块、测高模块以及位置获取模块x轴向移动;
17、所述y轴驱动单元用于响应于plc控制器的控制,驱动点胶模块、吸取模块、测高模块以及位置获取模块y轴向移动;
18、所述z轴驱动单元用于响应于plc控制器的控制,驱动点胶模块、吸取模块、测高模块以及位置获取模块z轴向移动。
19、进一步地,还包括启停按钮组件和状态指示组件,所述启停按钮组件与所述plc控制器电连接;所述状态指示组件与所述plc控制器电连接,所述状态指示组件用于响应plc控制器的控制,提供声光状态指示。
20、本技术的有益效果:本技术先通过plc控制器控制贴片驱动模块动作,贴片驱动模块带动位置获取模块获取磁体的位置,接着贴片驱动模块带动位置获取模块获取通光片的位置,然后plc控制器控制贴片驱动模块动作,并控制吸取模块对通光片进行吸取,接着plc控制器控制贴片驱动模块动作,以带动吸取模块将通光片移至位置校正模块的正上方,位置校正模块对通光片位置进行校正,然后plc控制器控制贴片驱动模块动作,并控制测高模块对磁体进行高度测量,再接着plc控制器控制贴片驱动模块动作,并控制点胶模块对需要放置的磁体通道进行点胶操作,最后plc控制器控制贴片驱动模块动作,并控制吸取模块将通光片放置在点胶后的磁体通道上,并靠边放置。
21、从而实现了对多通道磁体的自动化贴片作业,极大地提升了贴片效率,而且代替了人工,避免了贴片表面易污染的问题,也降低了成本。
22、附图说明
23、图1是本发明实施例提供的多通道自动贴片控制系统的第一模块框图。
24、图2是本发明实施例提供的多通道自动贴片控制系统的第二模块框图。
25、图3是本发明实施例提供的多通道自动贴片控制系统的第三模块框图。
26、图4是本发明实施例提供的多通道自动贴片控制系统的第一原理框图。
27、图5是本发明实施例提供的多通道自动贴片控制系统的第二原理框图。
28、图6是本发明实施例提供的多通道自动贴片控制系统的第三原理框图。
29、图7是本发明实施例提供的多通道自动贴片控制系统的第四原理框图。
30、图8是本发明实施例提供的多通道自动贴片控制系统的第五原理框图。
31、图9是本发明实施例提供的多通道自动贴片控制系统的第六原理框图。
32、图10是本发明实施例提供的多通道自动贴片控制系统的第七原理框图。
33、图11是本发明实施例提供的多通道自动贴片控制系统的第八原理框图。
34、图12是本发明实施例提供的多通道自动贴片控制系统的第九原理框图。
35、图13是本发明实施例提供的多通道自动贴片控制系统的第十原理框图。
36、图14是本发明实施例提供的多通道自动贴片控制系统的第十一原理框图。
37、图15是本发明实施例提供的多通道自动贴片控制系统的第十二原理框图。
38、图16是本发明实施例提供的多通道自动贴片控制系统的第十三原理框图。
39、图17是本发明实施例提供的多通道自动贴片控制系统的流程框图。
40、图18是本发明实施例提供的多通道自动贴片控制系统的整体装置图。
- 还没有人留言评论。精彩留言会获得点赞!