一种卷绕式锂浆料电池的电芯的制备方法、设备及电芯与流程
[0001]
本发明涉及锂浆料电池领域,具体地涉及一种卷绕式锂浆料电池的电芯的制备方法、电芯制备设备以及锂浆料电池的电芯。
背景技术:
[0002]
锂浆料电池是一种新型的锂电池。锂浆料电池的电极片中含有电极活性导电材料层,其中,电极活性导电材料含有一定比例在电解液中悬浮或沉淀的导电颗粒,当电池受到外部冲击或震荡时,由于此部分导电颗粒没有粘接固定,因此可以在电解液中局部移动,形成动态的导电网络,由此可以避免传统锂电池电极材料脱落或松动造成的电池容量下降问题和循环寿命衰减等问题。
[0003]
为保证电池的安全,锂浆料电池制造过程中需要对电极片进行封边,以确保不会因电池正、负极片内的导电颗粒泄露而导致电池短路。对于卷绕式锂浆料电池来讲,由于锂浆料电池的电极片比较厚,先封边再卷绕容易造成电极片上下表面的错位和变形,导致电极材料层厚度分布不均匀以及正、负极片之间的错位等,从而劣化了电池性能,甚至会引发安全问题。
技术实现要素:
[0004]
针对以上存在的问题,本发明提供一种卷绕式锂浆料电池的电芯的制备方法、电芯制备设备以及锂浆料电池的电芯,封边工位位于卷绕工位的上游,正极片和负极片的经过注胶封边的部分进入卷绕工位进行卷绕,与此同时,正极片和负极片的未封边的部分进入封边工位进行注胶封边,经过封边后的部分再进入卷绕工位卷绕并且未封边的部分再进入封边工位封边,直至全部电极片经封边后连同隔离层卷绕形成卷绕式电芯。通过边注胶封边、边卷绕的方式,可以避免电极片全部封边之后再进行卷绕所导致的电极片内的各层之间的错位、褶皱、电极材料层厚度分布不均匀以及正极片与负极片之间无法紧密贴合的缺陷,使得电极片在卷绕之后保持平整并且电极材料层厚度一致,卷绕后保持平整的正极片与负极片能够紧密贴合。
[0005]
本发明提供的技术方案如下:
[0006]
根据本发明提供一种卷绕式锂浆料电池的电芯的制备方法,该制备方法包括:
[0007]
(a)起卷步骤,在卷绕工位将第一隔离层、未封边的正极片、第二隔离层和未封边的负极片的起始端固定于用于电芯卷绕的卷绕装置的卷绕部;
[0008]
(b)封边步骤,封边工位位于卷绕工位的上游,将用于注胶封边的注胶部的注胶管的端口伸至未封边的正极片的边缘处和未封边的负极片的边缘处进行注胶,从而将经过注胶的正极片的部分和负极片的部分分别进行封边;
[0009]
(c)卷绕步骤,将第一隔离层、完成封边的正极片的部分、第二隔离层和完成封边的负极片的部分在封边工位下游的卷绕工位进行卷绕,一边在封边工位对正极片和负极片封边并且一边在卷绕工位对第一隔离层、完成封边的正极片、第二隔离层和完成封边的负
极片进行卷绕直至第一隔离层、完成封边的正极片、第二隔离层和完成封边的负极片全部卷绕形成卷绕式电芯。
[0010]
在进行卷绕式电芯的制备之前,首先要准备第一隔离层、正极片、第二隔离层和负极片。其中,正极片包括由单个或多个正极集流体、单个或多个正极材料层等层叠构成的多层结构,正极片的沿其长度方向的边缘未封边;负极片包括由单个或多个负极集流体、单个或多个负极材料层等层叠构成的多层结构,负极片的沿其长度方向的边缘未封边。优选地,从侧面观察,以卷绕装置的卷绕部的进料处为重叠点,第一隔离层与正极片之间分隔一定角度,正极片与第二隔离层之间分隔一定角度,第二隔离层与负极片之间分隔一定角度,分隔的角度没有特定的限制,只是为了便于正极片和负极片的封边操作,使得正极片的边缘与注胶管的一端口对准并且负极片的边缘与注胶管的另一端口对准。
[0011]
在起卷步骤中,例如先将电芯的卷芯套接于卷绕装置的卷绕部上并相对固定,将第一隔离层卷绕在卷芯上预卷绕,然后将正极片置于第一隔离层外侧进行预卷绕,接下来将第二隔离层置于正极片外侧进行预卷绕,最后将负极片置于第二隔离层外侧进行预卷绕,从而完成起卷步骤。此处应当指出,隔离层和电极片的叠置顺序并不限于如上顺序。
[0012]
在封边步骤之前可包括预加热步骤,对用于存储熔胶的储胶部和用于注胶的注胶部进行预加热,预加热的温度可以为90~110℃,预加热的目的是为了使得熔胶在进入储胶部和注胶部中之后不会冷却凝固。
[0013]
在封边步骤中,在熔胶部中将胶条进行加热,熔胶部的加热温度可以为120~150℃。胶条选择耐电解液且可在热熔后凝固定型的材料,胶条的材料例如可以为乙烯/醋酸乙烯(eva)类热熔胶、聚氨酯(pu)类热熔胶、聚酰胺(pa)类热熔胶等,胶条的熔化温度的范围可以为80~150℃。胶条可以为棒状的胶条或者可以为成卷的胶条等。采用低温热熔胶不会造成电池隔离层变形收缩,且耐电解液、凝固速度快,完全凝固后封边固定效果好。在熔胶部中熔化的熔胶可以直接进入注胶部中对电极片进行注胶封边,或者在熔胶部中熔化的熔胶可以先储存在储胶部中然后再进入注胶部中对电极片进行注胶封边。当熔胶储存在储胶部中时,可通过向储胶部中注入气体来控制熔胶的流量和流速,从而可以使得熔胶以预定的流量和流速均匀地进入注胶部中。注入储胶部内的气体的压力可以大于等于0.1mpa。通过在注胶部设置控制阀也可以实现熔胶流量的控制。另外,还可通过液泵、螺杆挤出等方式将储胶部中的熔胶输送到注胶部中。
[0014]
在封边步骤之后、卷绕步骤之前还可包括熔胶冷凝步骤,例如通过风冷的方式对电极片的注胶封边的部分进行冷却,使得熔胶快速冷凝,从而确保电极片内的各层之间不再发生相对位移。另外,热熔胶在封边的同时在电极片边缘形成光滑保护层,防止边缘毛刺刺破隔离层,从而降低了电池短路风险。
[0015]
在卷绕步骤中,卷芯卷绕的速度与封边工位至卷绕工位的距离以及与熔胶的冷凝速度相关,即,电极片的封边部分从封边工位出来之后,待熔胶接近冷凝之时,电极片的已封边的部分即可进入卷绕工位进行卷绕。
[0016]
根据本发明还提供了一种用于操作如上所述的卷绕式锂浆料电池的电芯的制备方法的电芯制备设备,该电芯制备设备可包括工作台、注胶封边装置和卷绕装置,注胶封边装置位于卷绕装置的上游。注胶封边装置可包括:底座,该底座能够固定于工作台上或者沿设置于工作台上的轨道移动;注胶部,该注胶部连接于底座,注胶部设有注胶管,注胶管的
端口用于伸至电极片的边缘进行注胶封边;熔胶部,该熔胶部设有熔胶管和加热部,加热部连接于熔胶管用于对熔胶管和插入熔胶管中的胶条进行加热,熔胶管与注胶管流体连通。加热部可以为加热块,至少一个加热块连接于熔胶管的侧壁上;或者,加热部可以为加热丝,加热丝缠绕在熔胶管的侧壁上。卷绕装置包括:卷绕支架,该卷绕支架固定于工作台上;卷绕部,该卷绕部安装于卷绕支架上,卷绕部将第一隔离层、正极片、第二隔离层和负极片的起始端固定并进行卷绕;卷绕部驱动装置,该卷绕部驱动装置能够驱动卷绕部进行转动。也就是说,注胶封边装置位于封边工位,卷绕装置位于卷绕工位,利用注胶封边装置对电极片进行注胶封边并且利用卷绕装置对隔离层和电极片进行卷绕。优选地,在工作台上设有轨道,注胶封边装置的底座可以在轨道上滑动,使得注胶部的注胶管的端口可以根据电极片的宽度灵活地调整位置。
[0017]
在注胶封边装置中,注胶管可包括第一注胶管和第二注胶管,第一注胶管的端口和第二注胶管的端口能够分别对正极片和负极片进行注胶封边;或者,注胶管的端口包括第一端口和第二端口,第一端口和第二端口能够分别对正极片和负极片进行注胶封边。也就是说,注胶部可设有多个注胶管,每个注胶管的端口分别对应正极片的边缘或负极片的边缘;或者,注胶部可设有单个注胶管,在注胶管上设有两个端口,两个端口分别对应正极片的边缘或负极片的边缘。在该实施方式中,将一注胶封边装置设置于电极片的一侧,将另一注胶封边装置设置于电极片的另一侧,从而利用位于电极片两侧的两个注胶封边装置同时对正极片和负极片的两侧边缘进行注胶封边。应当理解,注胶封边装置也可同时设有四个注胶管或在一个注胶管上设有四个端口,从而可以利用单个注胶封边装置完成正极片和负极片两侧的注胶封边。
[0018]
根据本发明的优选实施方式,注胶管的端口的形状可以为扁圆形或长方形,扁圆形或长方形的端口能够伸入电极片的边缘内部,端口的短的部分有利于端口插入极片的边缘部分中,端口的长的部分有利于对较长的电极片边缘同时注胶封边。端口伸入电极片的边缘内部注胶封边可以更加确保电极片边缘的粘接效果和密封效果。或者,端口可以为包括上胶盒和下胶盒的c型胶盒,在上胶盒与下胶盒之间形成供电极片的边缘通过的缝隙,c型胶盒内部连通并且与注胶管连通,上胶盒的下表面和下胶盒的上表面分别设有出胶的出胶口。c型胶盒可用于电极片的上表面和下表面浸胶,熔胶从电极片的表面渗透进入电极片的内部从而完成注胶封边。或者,端口可以为包括上胶盒、下胶盒和层间胶盒的e型胶盒,在上胶盒与层间胶盒之间形成用于电极片中的单层或多层(即,电极片中靠近上侧的某个或某些层)的边缘通过的第一缝隙、在下胶盒与层间胶盒之间形成用于电极片中的其他单层或多层(即,电极片中的剩下的靠近下侧的某个或某些层)的边缘通过的第二缝隙并且在上胶盒与下胶盒之间形成用于整个电极片(即,电极片的全部层会合)的边缘通过的会合缝隙,上胶盒、下胶盒和层间胶盒与注胶管连通,上胶盒、下胶盒和层间胶盒分别设有用于出胶的出胶口。e型胶盒可用于电极片的上表面、多层之间以及下表面的浸胶,熔胶从电极片的表面向内部渗透并且从电极片的内部向外渗透从而完成注胶封边,这种方式尤其适用于电极片层数较多或电极片较厚的情况。优选地,端口可相对于注胶管转动,从而可以便于调整端口与电极片的边缘对准。
[0019]
在熔胶部中熔化的熔胶可以直接进入注胶部中进行注胶,此时在熔胶部中可包括防溢胶部,防溢胶部设置于熔胶部的熔胶管的上方,用以防止加热熔化的熔胶从熔胶管溢
出。防溢胶部例如可以为管状结构,防溢胶部的直径可大于等于熔胶管的直径。防溢胶部可与熔胶管一体成型或分体成型。为了防止溢胶以及确保充足的熔胶供给,注胶封边装置还可包括储胶部,注胶部和熔胶部分别与储胶部相连并流体连通。例如,熔胶部位于储胶部的上方,熔胶部熔化的熔胶进入储胶部内,储胶部位于注胶部的上方,熔胶从储胶部注入注胶部中。为了防止熔胶在储胶部和注胶部内冷却凝固,在储胶部和注胶部可设有诸如加热丝的加热装置,通过加热装置能够对储胶部和注胶部进行预加热或加热保温,从而确保熔胶在储胶部和注胶部内保持熔化的状态。储胶部还可设有注气口,通过注气口能够向储胶部内注入气体从而能够通过气体加速推进储胶部内的熔胶进入注胶部中,并且能够通过注入的气体的流量和流速控制熔胶的流量和流速。注入的气体还可以为加热气体。另外可替代地,储胶部可设有螺杆挤出装置或液泵等,用于将储胶部中的熔胶输送到注胶部中。
[0020]
注胶封边装置还可包括送胶部和送胶部驱动装置。送胶部设置于熔胶部的上方,送胶部设有送胶部支架以及设置于送胶部支架上的多个滚轮——优选为两个,多个滚轮能够夹持胶条并且通过送胶部驱动装置驱动多个滚轮转动能够向熔胶部的熔胶管中递送胶条。送胶部支架可以安装于工作台、注胶封边装置的底座或注胶封边装置的其他部位等。送胶部驱动装置例如可以为电机。多个滚轮设置成使得相对的滚轮可以夹持住胶条,在滚轮上优选地设有齿或花纹从而可以更好地起到夹持和运送的作用。通过利用送胶部驱动装置来驱动滚轮,使得滚轮转动并且进而带动胶条向下移动,这样可以实现自动送胶。
[0021]
另外,为了适应胶条逐渐变短的情况,可将送胶部支架设计成可移动支架。例如,注胶封边装置上可设有滑移杆或螺纹杆,在送胶部的送胶部支架上设有通孔或螺纹孔,通孔能够套接于滑移杆上或者螺纹孔能够套接于螺纹杆上从而使得送胶部能够上下移动。在滑移杆或螺纹杆上设置诸如挡圈的阻挡件可以实现送胶部支架在预定位置停止继续移动。
[0022]
电芯制备设备还可包括风冷装置,风冷装置位于注胶封边装置的下游并位于卷绕装置的上游,通过风冷装置能够加速注入电极片边缘的熔胶冷却凝固,使得注胶封边后的极片快速实现凝胶密封,从而可以缩短封边工位与卷绕工位之间的距离,提高电芯卷绕的速度。
[0023]
本发明还提供了一种采用如上所述的卷绕式锂浆料电池的电芯的制备方法所制备的电芯,在卷绕式锂浆料电池的电芯中,正极片和负极片的边缘通过熔胶冷却形成边缘密封。也就是说,该电芯是由第一隔离层、正极片、第二隔离层和负极片层叠卷绕而成,其中,正极片包括由单个或多个正极集流体、单个或多个正极材料层等层叠构成的多层结构,正极片的边缘设有密封结构,该密封结构是通过熔胶冷却凝固之后实现的;负极片包括由单个或多个负极集流体、单个或多个负极材料层等层叠构成的多层结构,负极片的边缘设有密封结构,该密封结构是通过熔胶冷却凝固之后实现的。
[0024]
本发明的优势在于:
[0025]
1)采用边注胶封边、边卷绕的方法,可以防止厚电极片卷绕时电极片上下表面的错位和变形,并可提高生产效率,降低生产成本;
[0026]
2)注胶封边装置小巧灵活,便于与卷绕工序配合;
[0027]
3)采用的低温热熔胶材料成本低廉、熔融温度低,不会造成电池隔离层变形收缩,且耐电解液、凝固速度快,完全凝固后封边固定效果好,不会对电池造成不良影响;
[0028]
4)热熔胶在封边的同时在电极片边缘形成光滑保护层,防止边缘刺破隔离层,降
低了电池短路风险。
附图说明
[0029]
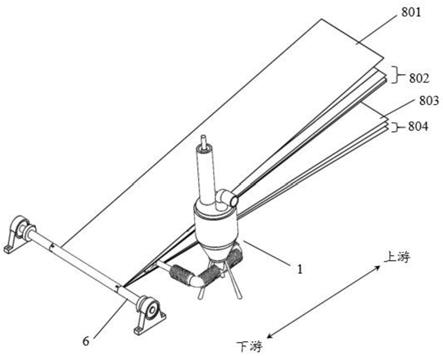
图1为根据本发明的电芯制备设备的示意图;
[0030]
图2为根据本发明的电芯制备设备的卷绕装置的卷绕部的示意图;
[0031]
图3(a)和3(b)为根据本发明一实施方式的电芯制备设备的注胶封边装置的示意图,其中,图3(a)示出了注胶封边装置的整体示意图,图3(b)示出了熔胶部的示意图;
[0032]
图4(a)-4(d)为根据本发明另一实施方式的电芯制备设备的注胶封边装置的示意图,其中,图4(a)为注胶封边装置的整体示意图,图4(b)为熔胶部的示意图,图4(c)和4(d)为送胶部的示意图;
[0033]
图5(a)-5(e)为根据本发明的注胶封边装置的注胶管的端口的多个实施方式。
[0034]
附图标记列表
[0035]
1——注胶封边装置
[0036]
2——注胶部
[0037]
201——注胶管
[0038]
202——端口
[0039]
203——加热丝
[0040]
204——上胶盒
[0041]
205——下胶盒
[0042]
206——层间胶盒
[0043]
207——出胶口
[0044]
3——熔胶部
[0045]
301——加热管
[0046]
301a——内管
[0047]
301b——外管
[0048]
302——翼片
[0049]
303——防溢胶部
[0050]
4——储胶部
[0051]
401——注气口
[0052]
5——送胶部
[0053]
501——送胶部支架
[0054]
502——滚轮
[0055]
503——螺纹杆
[0056]
6——卷绕装置
[0057]
7——卷绕部
[0058]
701——卷芯插杆
[0059]
702——卷芯固定端
[0060]
801——第一隔离层
[0061]
802——正极片
[0062]
803——第二隔离层
[0063]
804——负极片
具体实施方式
[0064]
下面将结合附图,通过实施例对本发明做进一步说明。
[0065]
图1为根据本发明的电芯制备设备的示意图。如图1所示,电芯制备设备包括注胶封边装置1和卷绕装置6,注胶封边装置1和卷绕装置6安装于工作台(图中未示出)上。注胶封边装置1位于封边工位,卷绕装置6位于卷绕工位,封边工位设置在卷绕工位的上游,也就是说电极片先经由封边工位然后进入卷绕工位。第一隔离层801、正极片802、第二隔离层803和负极片804以卷绕装置6的卷绕切入点为汇聚点,彼此以一定角度间隔开,从而便于正极片和负极片在注胶封边装置1处进行注胶封边。注胶封边装置1的注胶管的一端口对准未封边的正极片的边缘部分,另一端口对准未封边的负极片的边缘部分。
[0066]
在卷绕式锂浆料电池的电芯的制备方法中,包括起卷步骤、封边步骤和卷绕步骤。在起卷步骤中,第一隔离层801、正极片802、第二隔离层803和负极片804的起卷端相互错开一定距离,使得第一隔离层801先插入卷绕装置6的卷绕部的卷绕切入点预卷例如2圈,然后将正极片802插入卷绕切入点预卷例如0.5圈,接下来将第二隔离层803插入卷绕切入点预卷例如0.5圈,最后将负极片804插入卷绕切入点预卷例如0.5圈,从而完成起卷步骤。在封边步骤中,将注胶封边装置1的注胶部的注胶管的端口对准未封边的电极片的边缘并将注胶封边装置1的熔胶部加热,同时可将注胶封边装置1的需预加热的部分(例如注胶管、储胶部等)进行预加热。在卷绕步骤中,当熔胶开始对电极片的边缘进行注胶封边时,卷绕装置6的卷绕部转动,从而带动电极片在封边之后继续向下游的卷绕工位移动,在电极片的注胶的部分从封边工位向卷绕工位移动时,熔胶冷却凝固从而将电极片的边缘固定且密封,电极片的经封边的部分在卷绕部上卷绕而电极片的未封边的部分继续在封边工位进行封边,直至全部的电极片经由封边工序后卷绕完成。封边步骤和卷绕步骤是同时进行的,电极片的一部分封边后进行卷绕,在该部分进行卷绕时电极片的下一部分进行封边,在该下一部分封边后进行卷绕时电极片的再下一部分进行封边,如此持续进行封边卷绕直至全部电芯卷绕完成。
[0067]
图2为根据本发明的电芯制备设备的卷绕装置的卷绕部的示意图。卷绕部7安装在卷绕支架(参见图1)上,卷绕部7可以利用电机进行转动。在图2所示的实施方式中,卷绕部7可包括卷芯插杆701和卷芯固定端702,电芯的卷芯先套在卷芯插杆701上,再通过两端的卷芯固定端702将卷芯相对于卷绕部固定。当卷绕部7旋转时,卷芯随着卷绕部7一起旋转。电极片和隔离层相对于卷芯固定,在卷芯和卷绕部旋转时,电极片和隔离层卷绕在卷芯上。
[0068]
图3(a)和3(b)为根据本发明一实施方式的电芯制备设备的注胶封边装置的示意图,其中,图3(a)示出了注胶封边装置的整体示意图,图3(b)示出了熔胶部的示意图。在该实施方式中,注胶封边装置包括注胶部2、熔胶部3和储胶部4。熔胶部3连接于储胶部4的顶部,注胶部2连接于储胶部4的底部,在熔胶部3中熔化的熔胶流入储胶部4中,在储胶部4中的熔胶流入注胶部2中。储胶部4可以确保充足的熔胶量,并且可以防止熔胶部3内的熔胶过多而从熔胶部溢出。储胶部4设有注气口401,通过注气口401可以向储胶部4中注入加压的气体,从而有利于将储胶部4内的熔胶迫压到注胶部2中。在储胶部4的侧壁上设有加热丝,
通过加热丝可以对储胶部4预加热以及保持温度,从而防止储胶部4内的熔胶冷凝。注胶部2设有两个注胶管201,两个注胶管201的端口202可分别为正极片和负极片注胶封边。注胶管201的端口202形状为扁圆形,端口202可相对于注胶管201转动。在注胶管201的外壁上设有加热丝203,通过加热丝203的加热保温可防止流经注胶管201的熔胶冷凝阻塞注胶管201。如图3(b)所示,熔胶部为套管结构,在内管301a中可插入胶条,在内管301a与外管301b之间可设置加热部。外管301b可以起到保温以及安全保护的作用。
[0069]
图4(a)-4(d)为根据本发明另一实施方式的电芯制备设备的注胶封边装置的示意图,其中,图4(a)为注胶封边装置的整体示意图,图4(b)为熔胶部的示意图,图4(c)和4(d)为送胶部的示意图。在该实施方式中,注胶封边装置包括注胶部2、熔胶部3和送胶部5。送胶部5安装于熔胶部3的上方,注胶部2安装于熔胶部3的下方,送胶部5将胶条递送至熔胶部3中,熔胶部3中熔化的熔胶流至注胶部2中。如图4(b)所示,熔胶部设有防溢胶部303、加热管301和加热部(图中未示出)。防溢胶部303为管状结构,防溢胶部303连接于加热管301的顶部用以防止加热管301内的熔胶从加热管301的顶部溢出。在加热管301的侧壁上设有翼片302,诸如加热块的加热部可以固定在翼片302上,从而对加热管301进行加热。如图4(c)和4(d)所示,送胶部设有送胶部支架501、滚轮502和螺纹杆503。两个滚轮502安装在送胶部支架501上,在两个滚轮502之间可以夹持胶条,滚轮502的表面设有齿。通过送胶部驱动装置可以驱动滚轮502转动,滚轮502转动时通过摩擦力将胶条向下传送。在送胶部支架501上设有两个螺纹孔,两个螺纹杆503分别插入两个螺纹孔中,并且两个螺纹杆503可安装于熔胶部3的突耳(参见图4(a))上。通过螺纹杆503的转动可以使得送胶部支架501沿螺纹杆503上下移动。当胶条因底部不断熔化而逐渐变短时,将送胶部支架501向下移动,从而使得滚轮502可以继续对胶条进行夹持和传送。
[0070]
图5(a)-5(e)为根据本发明的注胶封边装置的注胶管的端口的多个实施方式。如图5(a)所示,注胶管的端口202为扁圆形的管口,扁圆形的管口能够伸入电极片的边缘内部,端口的短的部分对应于电极片的厚度方向,端口的长的部分对应于电极片的长度方向。该端口可以与注胶管一体成型或者该端口以可转动的方式安装于注胶管。如图5(b)和5(c)所示,端口可以为c型胶盒,c型胶盒包括上胶盒204和下胶盒205,在上胶盒204与下胶盒205之间形成供电极片的边缘通过的缝隙,缝隙的高度大致等于电极片的厚度。c型胶盒的上胶盒204和下胶盒205内部连通并且与注胶管连通。上胶盒204的下表面和下胶盒205的上表面分别设有出胶的出胶口207,使得上胶盒204的出胶口207向电极片的上表面注胶并且下胶盒205的出胶口207向电极片的下表面注胶。由于电极片的各层材料均为多孔材料,因此从电极片上、下表面注入的熔胶可以渗透到电极片的内部从而完成注胶封边。如图5(d)和5(e)所示,端口可以为e型胶盒,e型胶盒包括上胶盒204、下胶盒205和层间胶盒206,层间胶盒206位于上胶盒204和下胶盒205的上游,在上胶盒204与层间胶盒206之间形成用于电极片中的靠近上侧的单层或多层(即,由单个或多个电极集流层和单个或多个电极材料层构成的电极片多层结构中的靠近电极片上侧的单层或多层电极集流体和/或电极材料层)的边缘通过的第一缝隙,在下胶盒205与层间胶盒206之间形成用于电极片中的靠近下侧的单层或多层(即,由单个或多个电极集流层和单个或多个电极材料层构成的电极片多层结构中的靠近电极片下侧的单层或多层电极集流体和/或电极材料层)的边缘通过的第二缝隙,在上胶盒204与下胶盒205之间形成用于电极片的会合全部层的边缘通过的会合缝隙。上胶
盒204、下胶盒205和层间胶盒206与注胶管连通,上胶盒204的下表面、下胶盒205的上表面和层间胶盒206的侧面分别设有用于出胶的出胶口207。e型胶盒可用于电极片的上表面、多层之间以及下表面的浸胶,熔胶从电极片的表面向内部渗透并且从电极片的内部向外渗透从而完成注胶封边。
[0071]
本发明具体实施例并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1