电池盖不等厚结构、方法、电池盖及电子产品与流程
1.本发明实施例涉及手机电池盖的技术领域。尤其涉及一种电池盖不等厚结构、该结构的制造方法,具有该结构的电池盖,及使用该结构的电子产品。
背景技术:
2.随着5g时代来临,手机电池盖去金属化趋势日益明显,塑胶电池盖再次成为新的研究热点,特别是pc或pc/p毫米a复合材质的电池盖受到重视。相对于玻璃、陶瓷电池盖,塑胶电池盖具有制造成本低的优势,特别适合应用于中低端的5g手机。为了进一步降低塑胶电池盖对5g电磁波信号的衰减作用,工程上需要能够制造出更薄的塑胶电池盖,这就需要对传统的注塑工艺进行技术改造。手机外观结构追求轻、薄、炫特点,三件式(前壳+中框+电池盖)拆件方式成为主流设计,其中电池盖外观纹理+炫彩贴膜深受市场追捧。
3.电池盖压缩注塑+贴膜与复合板材两种工艺效果可实现轻、薄、炫特点,也成为未来手机市场的主打工艺。压缩注塑+贴膜工艺成品极限厚度在0.7毫米,可以做不等厚设计;复合板材工艺成品极限厚度在0.55毫米且仅能满足等厚设计。
技术实现要素:
4.本发明要解决的技术问题是提供一种电池盖不等厚结构,可以满足两种工艺电池盖与中框装配兼容,减少中框结构物料开发成本,降低物料管理成本。
5.本发明提供了一种电池盖不等厚结构,包括:电池盖本体,所述电池盖本体呈圆角矩形的薄片状;所述电池盖本体在靠近边缘设有第一弧面;所述电池盖本体中部厚度大于第一弧面厚度;所述电池盖本体中部至第一弧面厚度渐变,顺滑过渡。
6.优选的,电池盖本体压缩注塑成型;电池盖本体表面贴有贴膜,所述贴膜中间至边缘等厚。
7.优选的,所述电池盖本体中部厚度为0.6毫米;所述第一弧面厚度为0.45毫米;所述贴膜厚度为0.1毫米。
8.本发明所述电池盖不等厚结构的有益效果在于,电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
9.本发明还提供了一种电池盖制造方法,其用于前述的结构,包括以下步骤:
10.压缩注塑成型电池盖本体;
11.在电池盖本体表面进行贴膜。
12.本发明所述方法的有益效果在于,电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做 0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
13.本发明还提供了一种电池盖,其具有前述的结构。
14.本发明所述电池盖的有益效果在于,电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做 0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
15.本发明还提供了一种电子产品,具有中框和电池盖,所述电池盖具有前述电池盖不等厚结构。
16.优选的,所述电子产品还匹配复合板材等厚电池盖,所述复合板材等厚电池盖厚度为0.55 毫米。
17.优选的,所述电子产品为手机。
18.本发明所述电子产品的有益效果在于,电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做 0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
附图说明
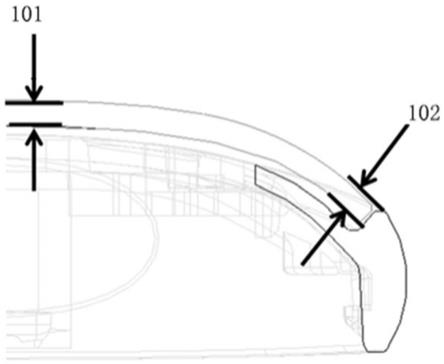
19.图1是本发明所述电池盖不等厚结构的示意图;
20.图2是本发明所述复合板材等厚电池盖的示意图。
21.附图标记说明:
22.101、不等厚电池盖本体;
23.102、不等厚电池盖第一弧面;
24.201、等厚电池盖本体;
25.202、等厚电池盖第一弧面。
具体实施方式
26.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
27.实施例一
28.如图1所示,本实施例所述电池盖不等厚结构包括:
29.电池盖本体101,所述电池盖本体101呈圆角矩形的薄片状;电池盖本体101压缩注塑成型;电池盖本体101表面贴有贴膜,所述贴膜中间至边缘等厚。
30.所述电池盖本体101在靠近边缘设有第一弧面102;
31.所述电池盖本体101中部厚度大于第一弧面102厚度;
32.所述电池盖本体101中部至第一弧面厚度102渐变,顺滑过渡。
33.优选的,所述电池盖本体101中部厚度为0.6毫米;所述第一弧面102厚度为0.45毫米;所述贴膜厚度为0.1毫米。在贴敷贴膜后,电池盖本体101中部厚度为0.7毫米;所述第一弧面102厚度为0.55毫米;电池盖的边缘厚度与现有中框以及复合板材等厚电池盖的0.55毫米相匹配。
34.本发明所述电池盖不等厚结构的电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做 0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
35.本发明所述注射压缩成型icm(injection compression moulding)是传统注塑成型的一种高级形式。它能增加注塑零件的流注长度/壁厚的比例;采用更小的锁模力和注射压力;减少材料内应力;以及提高加工生产率。注射压缩成型适用于各种热塑性工程塑胶制作的产品,如:大尺寸的曲面零件,薄壁、微型化零件,光学镜片,以及有良好抗袭击特性要求的零件。注射压缩成型的主要特点与传统注塑过程相比较,注射压缩成型的显著特点是,其模具型腔空间可以按照不同要求自动调整。例如,它可以在材料未注入型腔前,使模具导向部分有所封闭,而型腔空间则扩大到零件完工壁厚的两倍。另外,还可根据不同的操作方式,在材料注射期间或在注射完毕之后相应控制型腔空间的大小,使之与注射过程相配合,让聚合物保持适当的受压状态,并达到补偿材料收缩的效果。
36.实施例二、
37.本发明还提供了一种电池盖制造方法,其用于前述的结构,包括以下步骤:
38.s101、压缩注塑成型电池盖本体101,电池盖本体101中部厚度为0.6毫米,边缘的第一弧面102厚度为0.45毫米;
39.s102、在电池盖本体101上进行贴膜,所述贴膜厚度为0.1毫米。在贴敷贴膜后,电池盖本体101中部厚度为0.7毫米;所述第一弧面102厚度为0.55毫米;电池盖的边缘厚度与现有中框以及复合板材等厚电池盖的0.55毫米相匹配。
40.本发明所述方法的电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
41.实施例三、
42.本发明还提供了一种电池盖,本实施例所述电池盖是可以独立销售的产品,包括:
43.电池盖本体101,所述电池盖本体101呈圆角矩形的薄片状;电池盖本体101压缩注塑成型;电池盖本体101表面贴有贴膜,所述贴膜中间至边缘等厚。
44.所述电池盖本体101在靠近边缘设有第一弧面102;
45.所述电池盖本体101中部厚度大于第一弧面102厚度;
46.所述电池盖本体101中部至第一弧面厚度102渐变,顺滑过渡。
47.优选的,所述电池盖本体101中部厚度为0.6毫米;所述第一弧面102厚度为0.45毫米;所述贴膜厚度为0.1毫米。在贴敷贴膜后,电池盖本体101中部厚度为0.7毫米;所述第一弧面102厚度为0.55毫米;电池盖的边缘厚度与现有中框以及复合板材等厚电池盖的0.55毫米相匹配。
48.本发明所述电池盖不等厚结构的电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做 0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
49.实施例四、
50.本发明还提供了一种电子产品,本实施例所述电子产品是可以独立销售的产品,具有中框和电池盖,所述电池盖具有前述电池盖不等厚结构。
51.如图2所示,所述电子产品还匹配复合板材等厚电池盖,所述复合板材等厚电池盖201本体及等厚电池盖第一弧面202厚度均为0.55毫米。
52.优选的,所述电子产品为手机。
53.本发明所述电子产品的有益效果在于,电池盖压缩注塑+贴膜工艺注塑素材边缘到中部做 0.45
‑
0.55毫米渐变调整后,贴膜(膜厚0.1毫米)后成品边缘胶厚0.55毫米,与复合板材成品胶厚0.55毫米边缘保持等高;在同一中框围骨高度下,有效保证两种工艺电池盖装配一致性。
54.本发明所述的电子产品可以是移动电话、平板电脑等各种便于携带的电子设备。
55.本实施例所述电子产品可以包括射频(rf)电路、包括有一个或一个以上计算机可读存储介质的存储器、输入单元、显示单元、传感器、音频电路、无线保真(wifi)模块、包括有一个或者一个以上处理核心的处理器、以及电源等部件。
56.rf电路可用于信号的接收和发送,特别地,将基站的下行信息接收后,交由一个或者一个以上处理器处理;另外,将涉及上行的数据发送给基站。通常,rf电路包括但不限于天线、至少一个放大器、调谐器、一个或多个振荡器、收发信机、耦合器、低噪声放大器(lna)、双工器等。此外,rf电路还可以通过无线通信与网络和其他设备通信。所述无线通信可以使用任一通信标准或协议,包括但不限于全球移动通讯存储介质(gsm)、通用分组无线服务(gprs,)、码分多址(cdma)、宽带码分多址(wcdma)、长期演进(lte)、电子邮件、短消息服务(sm)等。
57.存储器可用于存储软件程序以及模块,处理器通过运行存储在存储器的软件程序以及模块,从而执行各种功能应用以及数据处理。存储器可主要包括存储程序区和存储数据区,其中,存储程序区可存储操作存储介质、至少一个功能所需的应用程序(比如声音播放功能、图像播放功能等)等;存储数据区可存储根据电子产品的使用所创建的数据(比如音频数据、电话本等) 等。此外,存储器可以包括高速随机存取存储器,还可以包括非易失性存储器,例如至少一个磁盘存储器件、闪存器件、或其他易失性固态存储器件。相应地,存储器还可以包括存储器控制器,以提供处理器和输入单元对存储器的访问。
58.输入单元可用于接收输入的数字或字符信息,以及产生与电子产品设置以及功能控制有关的键盘、鼠标、操作杆、光学或者轨迹球信号输入。具体地,在一个具体的实施例中,输入单元可包括触敏表面以及其他输入设备。触敏表面,也称为触摸显示屏或者触控板,可收集电子产品在其上或附近的触摸操作(比如电子产品使用手指、触笔等任何适合的物体或附件在触敏表面上或在触敏表面附近的操作),并根据预先设定的程式驱动相应的连接装置。可选的,触敏表面可包括触摸检测装置和触摸控制器两个部分。其中,触摸检测装置检测电子产品的触摸方位,并检测触摸操作带来的信号,将信号传送给触摸控制器;触摸控制器从触摸检测装置上接收触摸信息,并将它转换成触点坐标,再送给处理器,并能接收处理器发来的命令并加以执行。此外,可以采用电阻式、电容式、红外线以及表面声波等多种类型实现触敏表面。除了触敏表面,输入单元还可以包括其他输入设备。具体地,其他输入设备可以包括但不限于物理键盘、功能键、轨迹球、鼠标、操作杆等中的一种或多种。
59.显示单元可用于显示由电子产品输入的信息或提供给电子产品的信息以及电子
产品的各种图形电子产品接口,这些图形电子产品接口可以由图形、文本、图标、视频和其任意组合来构成。显示单元可包括显示面板,可选的,可以采用液晶显示器(屏幕)、有机发光二极管(oled) 等形式来配置显示面板。进一步的,触敏表面可覆盖显示面板,当触敏表面检测到在其上或附近的触摸操作后,传送给处理器以确定触摸事件的类型,随后处理器根据触摸事件的类型在显示面板上提供相应的视觉输出。触敏表面与显示面板可以是作为两个独立的部件来实现输入和输入功能,但是在某些实施例中,可以将触敏表面与显示面板集成而实现输入和输出功能。
60.处理器是电子产品的控制中心,利用各种接口和线路连接整个电子产品的各个部分,通过运行或执行存储在存储器内的软件程序和/或模块,以及调用存储在存储器内的数据,执行电子产品的各种功能和处理数据,从而对电子产品进行整体监控。可选的,处理器可包括一个或多个处理核心;优选的,处理器可集成应用处理器和调制解调处理器,其中,应用处理器主要处理操作存储介质、电子产品界面和应用程序等,调制解调处理器主要处理无线通信。可以理解的是,上述调制解调处理器也可以不集成到处理器中。
61.电子产品还包括给各个部件供电的电源,电源可以通过电源管理存储介质与处理器逻辑相连,从而通过电源管理存储介质实现管理充电、放电、以及功耗管理等功能。电源还可以包括一个或一个以上的直流或交流电源、再充电存储介质、电源故障检测电路、电源转换器或者逆变器、电源状态指示器等任意组件。
62.具体在本实施例中,电子产品中的处理器会按照如下的指令,将一个或一个以上的应用程序的进程对应的可执行文件加载到存储器中,并由处理器来运行存储在存储器中的应用程序,从而实现各种功能。
63.上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1