压缩绞合导体、压缩绞合导体制造方法、绝缘电线以及线束与流程
1.本发明涉及一种压缩绞合导体、压缩绞合导体制造方法、绝缘电线以及线束。
背景技术:
2.现有技术中,在扭合并压缩多个股线的压缩绞合导体制造方法中,例如,已知一个技术,在最终压缩比((压缩前的导体截面积-压缩后的导体截面积)/压缩前导体截面积)较高的情况下,通过将压缩分成多次分开的压缩过程来抑制股线反转(例如,参考jp-a-2012-43720)。
3.在此,本发明人研究了压缩绞合导体并发现单纯地通过执行多次分开的压缩过程不能获得防止股线反转的效果。发明人还发现,即使可以防止股线反转,股线也可能断裂。
技术实现要素:
4.本公开是为了解决现有技术的上述问题而提出的,并且其目的是提供一种可以降低股线反转的可能性并降低股线断裂的可能性的压缩绞合导体、压缩绞合导体制造方法、绝缘电线以及线束。
5.本公开的非限制性实施例的方面涉及提供一种压缩绞合导体,包括:
6.中央绞合线,其具有扭合在一起的多个导电股线;以及
7.外周绞合线,其具有在所述中央绞合线的外周处扭合的多个导电股线,并作为层而被设置在所述中央绞合线的所述外周处,其中
8.由所述中央绞合线和所述外周绞合线构成的复合绞合线被压缩,并且所述复合绞合线的占有率为等于或大于90.2%且等于或小于91.0%;以及
9.所述占有率是将压缩并切成1m后的所述复合绞合线的重量除以所述复合绞合线的导体材料的比重所得的值相对于将压缩后的所述复合绞合线的导体半径的平方乘以π所得值的比值。
10.根据本公开,可以降低股线反转的可能性,也可以降低股线断裂的可能性。
附图说明
11.图1是示出了根据本公开的实施例的包括绝缘电线的线束的示例的构造图。
12.图2是示出了如图1所示的绝缘电线的结构图。
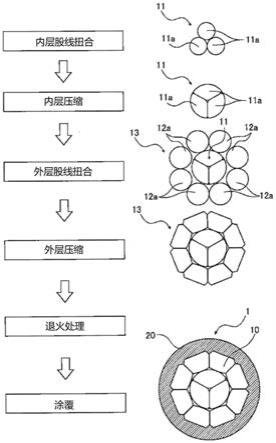
13.图3是示出了如图2所示的制造绝缘电线的方法的流程图。
14.图4是示出了股线反转的一方面的示例的视图。
15.图5是示出了根据实施例和比较例的制成压缩绞合导体的股线细节的表格。
16.图6是示出了实施例和比较例的第一表格。
17.图7是示出了实施例和比较例的第二表格。
具体实施方式
18.以下,将根据适当的实施例来描述本公开。本公开不限于将在下文中描述的实施例,并且在不超出本公开的实质内容的情况下可以适当地改变。此外,在以下将描述的实施例中,存在省略了部分构造的图示或描述的部分,但不言而喻,在与下文将描述的内容不产生冲突的范围内,可以适当地采用已知或公知的技术作为省略的技术细节。
19.图1是示出了根据本公开的实施例的包括绝缘电线的线束的示例的构造图。如图1所示,线束wh包括将在下文详细描述的绝缘电线1和另一绝缘电线(另一电线)100。
20.在绝缘电线1和另一绝缘电线100中,例如,端子(未示出)被箍紧等,并且端子被容纳在连接器c的端子容纳室中以制成线束wh。绝缘电线1和另一绝缘电线100可以连接到或用胶带缠绕在诸如波纹管的外部构件(未示出)上。线束wh可以具有两个或多个绝缘电线1和两个或多个另一绝缘电线100。连接器c对于线束wh不是必不可少的。
21.图2是示出了如图1所示的绝缘电线1的结构图。如图2所示,绝缘电线1包括压缩绞合导体10和覆盖通过压缩过程而获得的压缩绞合导体10的外周的覆盖部20。
22.压缩绞合导体10通过扭合并压缩多个股线11a和12a而获得。压缩绞合导体10具有中央绞合线11和外周绞合线12。中央绞合线11通过扭合多个导电股线11a而获得。在本实施例中,中央绞合线11通过扭合铝合金制成的三个股线11a而形成。股线11a不限于铝合金,也可以由铝、铜、铜合金等制成。
23.中央绞合线11被压缩,使得占有率例如为等于或大于84.2%且等于或小于87.7%。在此,占有率为(压缩后的导体的截面积/压模孔面积)
×
100(%)所表示的值。压缩后的导体的截面积通过以下公式计算:股线11a的重量/铝的比重(在股线11a为铝或铝合金的情况)
×
股线11a的数量(3)。在股线11a为铜或铜合金的情况下,使用铜的比重而不是铝的比重。压模孔面积通过压缩过程中实际使用的压模的孔径而计算。
24.在外周绞合线12中,多个导电股线12a在中央绞合线11的外周处扭合在一起并设置为层。在本实施中,外周绞合线12通过扭合铝合金制的8个股线12a而形成。类似于中央绞合线11的股线11a,股线12a不限于铝合金,也可以由铝、铜、铜合金等制成。外周绞合线12可以形成为两个或多个层。
25.在此,当设置在中央绞合线11(无论在压缩前或后)的外周处的外周绞合线12(无论在压缩前或后)中的一个被称为复合绞合线13时,复合绞合线13(在压缩后)被压模或类似物压缩。特别地,复合绞合线13被压缩,使得占有率为等于或大于90.2%且等于或小于91.0%。占有率的定义同上,但在不使用压模压缩的情况下或在仅根据压缩后的复合绞合线13确定占有率的情况下,占有率可以是将压缩并切割为1m后的复合绞合线3的重量除以导电材料(形成中央绞合线11和外周绞合线12的导电材料)的比重所获得值相对于将压缩后的复合绞合线13的导体半径的平方乘以π所获得的值的比值。
26.图3是示出了如图2所示的制造绝缘电线的方法的流程图。如图3所示,首先,执行内层股线扭合过程。在该过程中,多个(3个)股线11a被扭合在一起以形成压缩前的中央绞合线11。
27.接下来,执行内层压缩程序。在该过程中,例如,通过第一压模执行压缩。在该过程中,第一占有率为压缩后的中央绞合线11的截面积相对于第一压模的孔面积的比值,并设定为等于或大于84.2%且等于或小于87.7%。因此,获得被压缩的中央绞合线11。如上所
述,压缩后的中央绞合线11的截面积通过以下公式计算:股线11a的重量/铝的比重(在股线11a为铝或铝合金的情况下)
×
股线11a的数量(3)。
28.接下来,执行外层股线扭合程序。在该过程中,多个(8个)股线12a被扭合在一起并设置在压缩后的中央绞合线11的外周处。因此,形成了复合绞合线13。
29.然后,执行外层压缩过程。在该过程中,例如,通过第二压模执行压缩。在该过程中,第二占有率为压缩后的复合绞合线13的截面积相对于第二模压的孔面积的比值,并设定为等于或大于90.2%且等于或小于91.0%。因此,获得被压缩的复合绞合线13。在此,压缩后的复合绞合线13的截面积通过以下公式计算:股线11a和12a的重量/铝的比重(在股线11a和12a为铝或铝合金的情况下)
×
股线11a和12a的数量(11)。
30.虽然内层压缩过程和外层压缩过程均是单个压缩过程,但不限于此,每个压缩过程可以是使用多个压模的逐步过程。
31.接下来,执行退火处理。在该过程中,被压缩的复合绞合线13在预定温度或更高温度下退火预定时间或更长时间。因此,获得压缩绞合导体10。然后,执行涂覆过程以得到本实施例中的绝缘电线1。
32.图4是示出了股线反转的一方面的示例的视图。在本实施例的压缩绞合导体10的制造方法中,由于采用了上述第一占有率和第二占有率,因此如图4所示的股线反转难以发生。以下,将参考以下实施例和比较例来描述股线反转和股线断裂。
33.图5是示出了根据实施例和比较例的制成压缩绞合导体的股线细节的表格。如图5所示,在实施例和比较例中,股线由铝合金制成。铝合金具有等于或小于0.10质量%的si以及等于或大于0.55质量%且等于或小于0.65质量%的fe。铝合金具有等于或大于0.28质量%且等于或小于0.32质量%的mg、等于或大于0.005质量%且等于或小于0.01质量%的zr、以及等于或小于0.02质量%的ti。这些股线具有等于或大于0.303mm且等于或小于0.322mm的股线直径、等于或大于250mpa且等于或小于320mpa的强度、以及等于或大于1%且等于或小于3%的伸长率。
34.图6和图7是示出了实施例和比较例的表格。首先,在实施例1至6和比较例1至8中,存在三个内层股线(形成中央绞合线的股线)和八个外层股线(形成外周绞合线的股线)。外层股线直径为0.322mm,并且外层压模直径(压缩复合绞合线的第二压模的模具直径)为1.02mm。
35.在实施例1中,内层股线直径为0.303mm,并且内层压模直径(压缩中央绞合线的第一压模的模具直径)为0.5mm。内层压模的孔面积为0.196mm2,并且压缩后的内层导体(中央绞合线)截面积为0.172mm2。内层占有率(第一占有率)为87.7%,并且最终占有率(第二占有率)为90.2%。
36.在实施例2中,内层股线直径为0.303mm,并且内层压模直径为0.51mm。内层压模的孔面积为0.204mm2,并且压缩后的内层导体截面积为0.177mm2。内层占有率为86.9%,并且最终占有率为90.8%。
37.在实施例3中,内层股线直径为0.313mm,并且内层压模直径为0.53mm。内层压模的孔面积为0.221mm2,并且压缩后的内层导体截面积为0.191mm2。内层占有率为86.5%,并且最终占有率为91.0%。
38.在实施例4中,内层股线直径为0.303mm,并且内层压模直径为0.52mm。内层压模的
孔面积为0.212mm2,并且压缩后的内层导体截面积为0.182mm2。内层占有率为85.5%,并且最终占有率为90.2%。
39.在实施例5中,内层股线直径为0.322mm,并且内层压模直径为0.56mm。内层压模的孔面积为0.246mm2,并且压缩后的内层导体截面积为0.209mm2。内层占有率为84.9%,并且最终占有率为91.0%。
40.在实施例6中,内层股线直径为0.303mm,并且内层压模直径为0.53mm。内层压模的孔面积为0.221mm2,并且压缩后的内层导体截面积为0.186mm2。内层占有率为84.2%,并且最终占有率为91.0%。
41.在比较例1中,内层股线直径为0.303mm,并且内层压模直径为0.49mm。内层压模的孔面积为0.189mm2,并且压缩后的内层导体截面积为0.167mm2。内层占有率为88.5%,并且最终占有率为90.1%。
42.在比较例2中,内层股线直径为0.313mm,并且内层压模直径为0.55mm。内层压模的孔面积为0.238mm2,并且压缩后的内层导体截面积为0.199mm2。内层占有率为83.7%,并且最终占有率为91.6%。
43.在比较例3中,内层股线直径为0.303mm,并且内层压模直径为0.54mm。内层压模的孔面积为0.229mm2,并且压缩后的内层导体截面积为0.190mm2。内层占有率为82.8%,并且最终占有率为91.2%。
44.在比较例4中,内层股线直径为0.313mm,并且内层压模直径为0.56mm。内层压模的孔面积为0.246mm2,并且压缩后的内层导体截面积为0.202mm2。内层占有率为82.1%,并且最终占有率为91.3%。
45.在比较例5中,内层股线直径为0.303mm,并且内层压模直径为0.55mm。内层压模的孔面积为0.238mm2,并且压缩后的内层导体截面积为0.193mm2。内层占有率为81.1%,并且最终占有率为91.2%。
46.在比较例6中,内层股线直径为0.313mm,并且内层压模直径为0.57mm。内层压模的孔面积为0.255mm2,并且压缩后的内层导体截面积为0.206mm2。内层占有率为80.6%,并且最终占有率为91.9%。
47.在比较例7中,内层股线直径为0.303mm,并且内层压模直径为0.56mm。内层压模的孔面积为0.246mm2,并且压缩后的内层导体截面积为0.196mm2。内层占有率为79.4%,并且最终占有率为91.2%。
48.在比较例8中,内层股线直径为0.303mm,并且内层压模直径为0.57mm。内层压模的孔面积为0.255mm2,并且压缩后的内层导体截面积为0.199mm2。内层占有率为77.8%,并且最终占有率为91.4%。
49.对于上述实施例1至6,最终占有率为等于或大于90.2%且等于或小于91.0%。因此,尤其在复合绞合线(压缩绞合导体)的外层没有发生股线断裂,也没有股线反转发生。
50.相比之下,对于比较例1,最终占有率为90.1%,其低于90.2%。因此,实现了过压缩,并且尤其在复合绞合线的外层确认了股线断裂。对于比较例2至8,最终占有率为等于或大于91.2%其等于或小于91.9%,其高于91.0%。因此,压缩较弱,并且尤其在复合绞合线(压缩绞合导体)的外层确认了股线反转。
51.此外,上述实施例1至6的内层占有率等于或大于84.2%且等于或小于87.7%。因
此,没有股线断裂发生在中央绞合线中,并且也没有股线反转发生。
52.相比之下,对于比较例1,内层占有率为88.5%,其高于87.7%。因此,压缩较弱,并且尤其在中央绞合线中确认了股线反转。对于比较例2至8,内层占有率为等于或大于77.8%其等于或小于83.7%,其低于84.2%。因此,实现了过压缩,并且在中央绞合线中确认了股线断裂。
53.从上述可知,发现当内层占有率等于或大于84.2%且等于或小于87.7%且最终占有率等于或大于90.2%且等于或小于91.0%时,在中央绞合线和复合绞合线中,都可以抑制股线断裂和股线反转。
54.在上文中,如上所述,压缩绞合导体具有包括中央绞合线和外周绞合线的两层结构,但不限于此,也可以采用三层结构。虽然附图没有特别说明,但也确认了当具有三层结构的压缩绞合导体中的最终占有率等于或大于90.2%且等于或小于91.0%时,如上所述,股线断裂的发生和股线反转的发生尤其在复合绞合线的外层受到抑制。
55.如上所述,在实施例1至6中,内层占有率等于或大于84.2%且等于或小于87.7%,并且即使最终占有率低于下限90.2%,也没有由于过压缩导致的断裂发生。这是因为在压缩过程中的变形行为在中央绞合线和外周绞合线之间不同。
56.这样,根据本实施例的压缩绞合导体10、绝缘电线1、以及线束wh,中央绞合线11和外周绞合线12被压缩,并且占有率为等于或大于90.2%且等于或小于91.0%。在此,发明人发现,当占有率低于90.2%时,产生过压缩并且也产生股线断裂。发明人还发现,当占有率超过91.0%时,压缩极弱并且产生股线反转。因此,通过将占有率设定为等于或大于90.2%且等于或小于91.0%,可以降低股线反转的可能性,并且也可以降低股线断裂的可能性。
57.在根据本实施例的压缩绞合导体10的制造方法中,发明人发现,通过将第一占有率设定为等于或大于84.2%且等于或小于87.7%,可以对中央绞合线进一步降低股线反转和股线断裂的可能性。因此,通过将第一占有率设定为等于或大于84.2%且等于或小于87.7%,然后通过将第二占有率设定为等于或大于90.2%且等于或小于91.0%,也可以进一步降低股线反转的可能性,并且也可以进一步降低股线断裂的可能性。
58.以上,虽然基于实施例描述了本公开,但本公开不限于上述实施例,并且在不超出本公开的实质内容的范围内,可以适当地修改,或者已知或公知的技术也可以结合于其中。
59.例如,根据本实施例的中央绞合线11例如由三个股线11a构成,并且外周绞合线12例如由八个股线12a构成,但股线数量不限于此。
60.在上述实施例中,压缩绞合导体10压缩中央绞合线11一次和复合绞合线13一次,但不限于此,并且中央绞合线11或复合绞合线13可以被多次压缩。此外,如果可能,不提供单独压缩中央绞合线11的过程,并且可以在通过将外周绞合线12设置在未被压缩的中央绞合线11上而获得的复合绞合线13上执行一次或多次压缩以达到上述占有率。
61.以下,总结了本公开的实施例。
62.本公开的非限制性实施例的方面涉及提供一种压缩绞合导体,包括:
63.中央绞合线,其具有扭合在一起的多个导电股线;以及
64.外周绞合线,其具有在所述中央绞合线的外周处扭合的多个导电股线,并作为层而被设置在所述中央绞合线的所述外周处,其中
65.由所述中央绞合线和所述外周绞合线构成的复合绞合线被压缩,并且所述复合绞
合线的占有率为等于或大于90.2%且等于或小于91.0%;以及
66.所述占有率是将压缩并切成1m后的所述复合绞合线的重量除以所述复合绞合线的导体材料的比重所得的值相对于将压缩后的所述复合绞合线的导体半径的平方乘以π所得值的比值。
67.本公开的非限制性实施例的方面涉及提供一种压缩绞合导体制造方法,所述方法通过压模而压缩具有扭合在一起的多个导电股线的中央绞合线、以及具有在所述中央绞合线的外周处扭合的多个导电股线且作为层而被设置在所述中央绞合线的所述外周处的外周绞合线,所述方法包括:
68.第一压缩过程,通过第一压模而压缩所述中央绞合线以使第一占有率为等于或大于84.2%且等于或小于87.7%,其中,所述第一占有率是压缩后的所述中央绞合线的截面积相对于所述第一压模的孔面积的比值;以及
69.第二压缩过程,通过第二压模而压缩在所述中央绞合线的外周处设置有所述外周绞合线的复合绞合线以使第二占有率为等于或大于90.2%且等于或小于91.0%,其中,所述第二占有率是压缩后的所述复合绞合线的截面积相对于所述第二压模的孔面积的比值。
70.本公开的非限制性实施例的方面涉及提供一种绝缘电线,包括:
71.根据上述的压缩绞合导体;以及
72.绝缘覆盖部,其覆盖所述压缩绞合导体的外周。
73.本公开的非限制性实施例的方面涉及提供一种线束,包括:
74.根据上述的绝缘电线;以及
75.另一电线,其沿着所述绝缘电线布置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1