方形锂电子动力电池的制作方法
1.本发明涉及锂电池技术领域,特别地,涉及一种方形锂电子动力电池。
背景技术:
2.锂电池的高能量密度、无记忆效应、单节循环周期长、高效清洁无污染等特点,使其得到了广泛应用。近年来,新能源技术需要不断向低成本、制造工艺简单的方向进行靠拢,同时随着刀片电池的问世,模块化和标准化设计逐渐受到各大电池厂重视,刀片电池是指刀状的方形锂电子动力电池,其在成组时可以跳过“模组”,大幅提高了体积利用率,最终达成在同样的空间内装入更多电芯的设计目标。相较传统电池包,“刀片电池”的体积利用率提升了50%以上,也就是说续航里程可提升50%以上,达到了高能量密度三元锂电池的同等水平。
3.目前,在刀片电池等方形锂电子动力电池的生产装配过程中,需要将电芯的正极极耳和负极极耳分别与正极盖板的正极极柱和负极盖板上的负极极柱焊接后,并将电芯沿壳体的长度方向从壳体的一端移动至壳体的另一端,从而将电芯装入壳体中,进而将正极盖板和负极盖板分别压装于壳体的两端并焊接。由于电芯装入壳体需要移动的距离很长,并且移动时电芯的表面与壳体的内壁面之间的摩擦力较大,导致电芯装入壳体的难度非常大,电芯装壳的速度慢,此外,为保证正极盖板和负极盖板分别与壳体的两端密封焊接,并避免正极盖板和负极盖板压装的过程中造成正极极耳和负极极耳插入电芯而造成短路,必须将正极极耳和负极极耳进行折弯后再分别与正极盖板和负极盖板焊接降低了刀片电池类方形锂电子动力电池的生产效率。
技术实现要素:
4.本发明的目的是提供一种方形锂电子动力电池,以解决现有的方形锂电子动力电池组装难度大,电芯装壳的速度慢,并且需要将正极极耳和负极极耳进行折弯,从而造成生产效率低的技术问题。
5.本发明的上述目的可采用下列技术方案来实现:
6.本发明提供一种方形锂电子动力电池,包括:壳体,具有底面以及四个侧面,四个所述侧面的底边两两相对地连接于所述底面上,四个所述侧面的顶边围合形成开口,所述壳体上安装有正极极柱和负极极柱;电芯,从所述开口放置于所述壳体内,所述电芯具有正极极耳和负极极耳,所述正极极耳与所述正极极柱连接,所述负极极耳与所述负极极柱连接;封装面板,封装在所述开口上。
7.本发明的实施方式中,所述底面和所述开口的之间的距离小于相对的两个所述侧面之间的距离。
8.本发明的实施方式中,所述正极极柱和所述负极极柱分别安装于相对的两个所述侧面上;或者所述正极极柱和所述负极极柱安装于同一所述侧面上。
9.本发明的实施方式中,所述壳体和/或所述封装面板上设有至少一防爆结构。
10.本发明的实施方式中,所述防爆结构包括与所述壳体和/或所述封装面板一体冲压成型的防爆膜;或者所述壳体和/或所述封装面板上开设有安装孔,所述防爆结构包括焊接于所述安装孔处的防爆片;或者所述防爆结构包括切痕槽,所述切痕槽通过物理切割或化学蚀刻的方式开设于所述壳体和/或所述封装面板上。
11.本发明的实施方式中,所述壳体和/或所述封装面板上开设有至少一注液孔。
12.本发明的实施方式中,所述电芯包括电芯本体,所述正极极耳和所述负极极耳分别焊接固定于所述电芯本体上。
13.本发明的实施方式中,所述电芯本体上包覆有绝缘膜,所述绝缘膜通过耐高温胶带粘接固定于所述电芯本体上。
14.本发明的实施方式中,所述正极极耳和所述负极极耳分别与所述正极极柱和所述负极极柱焊接连接。
15.本发明的实施方式中,至少一所述侧面的内侧安装有绝缘止动架,所述绝缘止动架通过所述正极极柱和所述负极极柱与至少一所述侧面连接,所述电芯与所述绝缘止动架相抵接。
16.本发明的实施方式中,所述正极极耳和所述负极极耳与所述封装面板之间均设有绝缘保护架,所述绝缘保护架与所述绝缘止动架连接。
17.本发明的特点及优点是:
18.本发明的方形锂电子动力电池,通过将正极极柱和负极极柱与壳体集成于一体,组装时,电芯可从四个侧面的顶边所围合形成的开口直接放置于所述壳体内,再将电芯的正极极耳和负极极耳分别与壳体上的正极极柱和负极极柱连接,最后通过封装面板封装在开口上,便将方形锂电子动力电池组装完成,由此可知,本发明的方形锂电子动力电池,无需进行正极盖板和负极盖板的压装,进而也无需将正极极耳和负极极耳进行折弯,从而简化了方形锂电子动力电池的组装流程,提高了生产效率,并且避免了正极盖板和负极盖板压装的过程中造成正极极耳和负极极耳插入电芯而短路的问题。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明的一实施例的方形锂电子动力电池的爆炸图。
21.图2为本发明的一实施例的壳体的爆炸图(省略了负极极柱的铆钉)。
22.图3为本发明的一实施例的方形锂电子动力电池的组装流程框图。
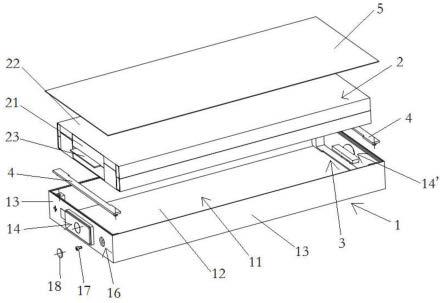
23.图4为本发明的另一实施例的方形锂电子动力电池的爆炸图。
24.图5为本发明的另一实施例的壳体的爆炸图。
25.图6为本发明的另一实施例的方形锂电子动力电池的组装流程框图。
26.图中:
27.1、壳体;11、开口;12、底面;13、侧面;14、正极极柱;14’、负极极柱;141、铆钉;1411、外伸端;1412、内伸端;142、极耳焊接面;143、压板;144、绝缘板;145、密封圈;15、装配
孔;16、注液孔;17、橡胶塞;18、密封铝片;2、电芯;21、电芯本体;22、绝缘膜;23、正极极耳;24、负极极耳;3、绝缘止动架;31、侧板;311、穿孔;32、底板;33、侧凸台;4、绝缘保护架;5、封装面板;6、防爆结构。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.如图1和图4所示,本发明提供一种方形锂电子动力电池,包括:壳体1,具有底面12以及四个侧面13,四个侧面13的底边两两相对地连接于底面12上,四个侧面13的顶边围合形成开口11,壳体1上安装有正极极柱14和负极极柱14’;电芯2,从开口11放置于壳体1内,电芯2具有正极极耳23和负极极耳24,正极极耳23与正极极柱14连接,负极极耳24与负极极柱14’连接;封装面板5,封装在开口11上。
30.本发明的方形锂电子动力电池,通过将正极极柱14和负极极柱14’与壳体1集成于一体,组装时,电芯2可从四个侧面13的顶边所围合形成的开口11直接放置于所述壳体1内,再将电芯2的正极极耳23和负极极耳24分别与壳体1上的正极极柱14和负极极柱14’连接,最后通过封装面板5封装在开口11上,便将方形锂电子动力电池组装完成,由此可知,本发明的方形锂电子动力电池,无需进行正极盖板和负极盖板的压装,进而也无需将正极极耳23和负极极耳24进行折弯,从而简化了方形锂电子动力电池的组装流程,提高了生产效率,并且避免了正极盖板和负极盖板压装的过程中造成正极极耳23和负极极耳24插入电芯2而短路的问题。
31.具体的,壳体1采用铝板冲压成型。壳体1大体呈长方体形。壳体1的其中两相对的侧面13为长方形,另外两相对的侧面13为长方形或正方形,壳体1的底面12为长方形或正方形。可选的,采用一块铝板折弯成u型,从而形成壳体1的底面12和相对的两个侧面13,再将两块铝板分别与两个侧面13的侧边和底面12的侧边焊接连接形成另外相对的两个侧面13,从而制成具有一开口11的壳体1。
32.本发明的实施方式中,底面12和开口11的之间的距离小于相对的两个侧面13之间的距离。电芯2从开口11移动至底面12上,便完成了电芯2的装壳,缩短了电芯2装壳的行程,提高了电芯2装壳的速度。具体的,电芯2大体呈板状的长方体结构,电芯2的厚度小于电芯2的宽度,电芯2的宽度小于电芯2的长度。其中,底面12至开口11的距离略大于电芯2的厚度,其中一相对的两个侧面13之间的距离略大于电芯2的长度,另一相对的两个侧面13之间的距离略大于电芯2的宽度。因此,电芯2沿厚度方向从开口11装入壳体1中,相对于沿电芯2的长度方向和宽度方向将电芯2装入壳体1,电芯2的装壳行程最短,并且电芯2装壳时,电芯与壳体1的侧面13的接触面积小,摩擦力小,装壳速度最快。
33.如图2、图4以及图6所示,本发明的实施方式中,壳体1和/或封装面板5上设有至少一防爆结构6。防爆结构6在电芯2的内部压力或电芯2的温度达到阈值(即可允许的最大压力值/可允许的最大温度值)时即会开启,从而避免电芯2爆炸。具体的,防爆结构6总数可设置1-10个,可提高方形锂电子动力电池的防爆性能,并且壳体1的四个侧面13和底面12以及
封装面板5上均可设置防爆结构6,便于电池模组设计定向排气通道。防爆结构6可在壳体1制作前加工在铝板的预设位置处。此外,由于开口11面积大,也可在壳体1制作完成后加工在预设位置处。
34.具体的,在一实施例中,防爆结构6包括与壳体1和/或封装面板5一体冲压成型的防爆膜。壳体1和封装面板5均采用铝板制成,通过在铝板上冲压,使得冲压部位的厚度减小且强度减弱,从而形成防爆膜。当长条电池的内部产生的气体压力过大时,防爆膜爆破,从而起到防爆的作用。
35.在另一实施例中,壳体1和/或封装面板5上开设有安装孔,防爆结构6包括焊接于安装孔处的防爆片。可选的,防爆片可采用铝片制成,铝片的厚度和强度小于铝板的厚度和强度。可选的,防爆片可采用与壳体1或封装面板5的厚度相同的铝板制成,防爆片与安装孔的内壁面点焊连接,当方形锂电子动力电池的内部产生的气体压力过大时,点焊处爆破,从而起到防爆的作用。
36.在再一实施例中,防爆结构6包括所述切痕槽通过物理切割或化学蚀刻的方式开设于壳体1和/或封装面板5上。通过在铝板上进行切割,形成切痕槽,加工简单,由于切痕槽处的强度低,当方形锂电子动力电池的内部产生的气体压力过大时,切痕槽处裂开,从而起到防爆的作用。切痕槽可呈线形、方形、跑道形。切痕槽的深度、长度及宽度根据可允许的最大压力进行设计。
37.如图1和图2所示,本发明的实施方式中,壳体1和/或封装面板5上开设有至少一注液孔16。封装面板5将开口11封装后,将电解液从注液孔16注入电芯2内,注液完成后,通过橡胶塞17将注液孔16进行封堵,再将密封铝片18焊接固定于注液孔16的孔口处,从而确保整体的气密性。壳体1和封装面板5上均可开设多个注液孔16,从而提高注液效率。
38.如图1和图4所示,本发明的实施方式中,电芯2包括电芯本体21,正极极耳23和负极极耳24分别焊接固定于电芯本体21上。电芯本体21上包覆有绝缘膜22,绝缘膜22通过耐高温胶带粘接固定于电芯本体21上。具体的,电芯本体21为叠芯结构或卷芯结构。正极极耳23和负极极耳24采用超声焊或分子扩散焊的方式固定于电芯本体21上。超声波焊是母材不发生熔化的情况下实现的一种固态焊接,因此它有效地克服了正极极耳23和负极极耳24焊接时所产生的飞溅和氧化等现象。分子扩散焊是通过高温加热使物质间分子相互扩散运动,达到材料焊接的目的,无需焊料,无痕焊接,外观平整光滑。绝缘膜22沿周向将电芯本体21包裹,绝缘膜22的两端通过耐高温胶带分别粘接固定于电芯本体21的两端。绝缘膜22采用pet绝缘膜22。可选的,绝缘膜22采用热烫工艺固定于电芯本体21上。
39.如图2、图4和图5所示,正极极耳23和负极极耳24分别与正极极柱14和负极极柱14’焊接连接。具体的,正极极耳23和负极极耳24分别通过激光焊的方式与正极极柱14和负极极柱14’连接。激光焊具有焊接速度快、深宽比大的特点,使正极极耳23和负极极耳24与正极极柱14和负极极柱14’之间的连接牢固、可靠。壳体1上设有用于分别安装正极极柱14和负极极柱14’的装配孔15。正极极柱14和负极极柱14’均包括铆钉141。铆钉141的两端分别为外伸端1411和内伸端1412。内伸端1412设有极耳焊接面142,极耳焊接面142与正极极耳23/负极极耳24面贴合并焊接连接,焊接面积大,从而确保正极极耳23/负极极耳24与铆钉141焊接牢固。外伸端1411上套设有密封圈145和绝缘板144,外伸端1411穿过装配孔15与压板143相连接,外伸端1411通过密封圈145与装配孔15密封连接,提高整体的气密性,同时
可防止外伸端1411与壳体1接触而造成短路。绝缘板144位于压板143与壳体1之间,以防止压板143与壳体1接触而造成短路。
40.如图1和图2所示,在一实施例中,正极极柱14和负极极柱14’分别安装于相对的两个侧面13上。相对的两个侧面13的内侧均安装有绝缘止动架3,两个绝缘止动架3分别通过正极极柱14和负极极柱14’与相对的两个侧面13连接,电芯2的两端分别与两个绝缘止动架3相抵接,从而防止电芯2在壳体1内移动。正极极耳23和负极极耳24与封装面板5之间均设有绝缘保护架4,绝缘保护架4与绝缘止动架3连接,从而防止正极极耳23和负极极耳24与封装面板5接触而造成短路。
41.具体的,电芯2的正极极耳23和负极极耳24分别位于电芯2的两端,电芯2的两端端面分别与两个绝缘止动架3相抵接。绝缘止动架3与壳体1的侧面13铆接或卡扣连接。绝缘止动架3包括底板32、侧板31以及两个侧凸台33。侧板31贴抵于安装有正极极柱14/负极极柱14’的侧面13上,从而防止正极极耳23和负极极耳24与壳体1的该侧面13接触而造成短路。底板32与侧板31相连接,并贴抵于壳体1的底面12上,从而防止正极极耳23和负极极耳24与壳体1的底面12接触而造成短路。两个侧凸台33分别固定于侧板31的两端,两个侧凸台33分别贴抵于另外相对的两个侧面13上,从而防止正极极耳23和负极极耳24与壳体1的另外相对的两个侧面13接触而造成短路。电芯2的两端端面分别与两个绝缘止动架3上的侧凸台33以及底板32相抵接。两个绝缘止动架3的侧板31上分别设有与正极极柱14和负极极柱14’相对应的穿孔311,正极极柱14和负极极柱14’分别穿设于两个绝缘止动架3的侧板31上的穿孔311中。两个绝缘保护架4分别安装于两个绝缘止动架3的侧凸台33上,且绝缘保护架4与底板32相对设置。
42.如图3所示,组装时,先将两个绝缘止动架3从开口11装入壳体1中,然后在正极极柱14和负极极柱14’的外伸端1411上套设密封圈145,并将外伸端1411从壳体1内依次穿过对应的穿孔311和装配孔15,使密封圈145与装配孔15密封连接,再将绝缘板144套设于外伸端1411上,然后将压板143与外伸端1411连接,并将绝缘板144压紧固定于壳体1上,从而完成正极极柱14和负极极柱14’的装配;再将电芯2从开口11装入壳体1中,使电芯2的两端分别与两个绝缘止动架3相抵接,并且电芯2两端的正极极耳23和负极极耳24分别与正极极柱14和负极极柱14’的内伸端1412上的极耳焊接面142面贴合,进而将电芯2的正极极耳23和负极极耳24分别与正极极柱14和负极极柱14’的内伸端1412上的焊接面142焊接固定,然后将两个绝缘保护架4分别安装在两个绝缘止动架3上,最后通过封装面板5封装于开口11上,从而完成了电芯2的装壳;然后将电解液从注液孔16注入电芯2中,再将橡胶塞17封堵于注液孔16中,最后将密封铝片18焊接于注液孔16的孔口处,从而完成了方形锂电子动力电池的组装。
43.如图4和图5所示,在另一实施例中,正极极柱14和负极极柱14’安装于同一侧面13上。该侧面13的内侧安装有绝缘止动架3,绝缘止动架3通过正极极柱14和负极极柱14’与该侧面13连接,电芯2与绝缘止动架3相抵接,从而防止电芯2在壳体1内移动。正极极耳23和负极极耳24与封装面板5之间均设有绝缘保护架4,绝缘保护架4与绝缘止动架3连接,从而防止正极极耳23和负极极耳24与封装面板5接触而造成短路。当正极极柱14和负极极柱14’安装于同一侧面13上时,只需安装一个绝缘止动架3和一个绝缘保护架4,零件少,组装速度更快。
44.具体的,电芯2的正极极耳23和负极极耳24位于电芯2的同一端,电芯2的该端端面与绝缘止动架3相抵接,电芯2上与该端端面相对的另一端端面则贴抵于壳体1上相对的另一侧面13上。绝缘止动架3与壳体1的侧面13铆接或卡扣连接。绝缘止动架3包括底板32、侧板31以及三个侧凸台33。侧板31贴抵于壳体1上安装有正极极柱14和负极极柱14’的侧面13上,从而防止正极极耳23和负极极耳24与壳体1的该侧面13接触而造成短路。底板32与侧板31相连接,并贴抵于壳体1的底面12上,从而防止正极极耳23和负极极耳24与壳体1的底面12接触而造成短路。三个侧凸台33固定于侧板31上,且三个侧凸台33沿侧板31的延伸方向间隔排布。其中两个侧凸台311位于侧板31的两端,且两个侧凸台33分别贴抵于另外相对的两个侧面13上,从而防止正极极耳23/负极极耳24与壳体1的另外相对的两个侧面13接触而造成短路,另一个侧凸台311位于侧板311的中间位置处,电芯2设有正极极耳23和负极极耳24的一端与三个侧凸台311以及底板32相抵接。侧板31上设有两个穿孔311,正极极柱14和负极极柱14’分别穿设于两个穿孔311中。绝缘保护架4安装于三个侧凸台33上,且绝缘保护架4与底板32相对设置。
45.如图6所示,组装时,先将绝缘止动架3从开口11装入壳体1中,然后在正极极柱14和负极极柱14’的外伸端1411上套设密封圈145,并从壳体1内依次穿过对应的穿孔311和装配孔15,使密封圈145与装配孔15密封连接,再将绝缘板144套设于外伸端1411上,然后将压板143与外伸端1411连接,并将绝缘板144压紧固定于壳体1上,从而完成正极极柱14和负极极柱14’的装配;再将电芯2从开口11装入壳体1中,使电芯2的一端与绝缘止动架3相抵接,电芯2的另一端则贴抵于相对的侧面13上,并且电芯2的正极极耳23和负极极耳24分别与正极极柱14和负极极柱14’的内伸端1412上的焊接面142面贴合,进而将电芯2的正极极耳23和负极极耳24分别与正极极柱14和负极极柱14’的内伸端1412上的极耳焊接面142焊接固定,然后将绝缘保护架4分别安装在绝缘止动架3上,最后通过封装面板5封装于开口11上,从而完成了电芯2的装壳;然后将电解液从注液孔16注入电芯2中,再将橡胶塞17封堵于注液孔16中,最后将密封铝片18焊接于注液孔16的孔口处,从而完成了方形锂电子动力电池的组装。
46.以上所述仅为本发明的几个实施例,本领域的技术人员依据申请文件公开的内容可以对本发明实施例进行各种改动或变型而不脱离本发明的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1