电池配电集成系统高压部件的连接组件及电动汽车的制作方法
1.本实用新型涉及电池配电集成系统技术领域,尤其涉及一种电池配电集成系统高压部件的连接组件及电动汽车。
背景技术:
2.电池配电集成系统(bdu)是电动汽车的一个核心部件,其中一般会包含保险丝、电流传感器、接触器等高压部件,这些高压部件之间的连接往往是通过铜排来实现,铜排的尺寸按照系统的载流量来做定义。对于目前的电动汽车用电池配电集成系统而言,载流量往往都比较大,所以对于铜排的尺寸也会比较大,如铜排的厚度3mm是比较常用的厚度。尽管铜质地较软,但是对于3mm厚的铜排而言,其也是具有很大的强度。
3.如图1所示为目前的铜排与接触器的连接方式,其包括以下步骤:
4.a1,取电池配电集成系统底座;
5.a2,取接触器与螺钉;
6.a3,将接触器通过螺钉固定安装至电池配电集成系统底座上,安装扭力一般为3.5n
·
m左右;
7.a4,取铜排与螺钉;
8.a5,将铜排通过螺钉固定安装至接触器的静触头上,安装扭力一般为7.5n
·
m左右;
9.a6,直至将所有的部件安装至电池配电集成系统底座上。
10.采用以上安装方式,在接触器的安装脚事先通过螺钉进行锁定的情况下,由于接触器的安装高度存在较大的制造公差(
±
0.5mm),以及电池配电集成系统底座、铜排及其他高压部件的制造公差,铜排的安装过程中,无法避免的会出现接触器向上顶住铜排或接触器向下拉扯铜排,这样的安装就会造成铜排与接触器之间存在很大的应力,这种应力存在的风险,将会对接触器进行持续的拉扯或硬挤压,比较严重的状况是接触器的封装结构被压破或者接触器静触头被拔出,从而造成接触器内部密封的提早失效,严重的状况,甚至造成接触器密封壳体的破裂。
技术实现要素:
11.有鉴于此,本实用新型提出了一种电池配电集成系统高压部件的连接组件及电动汽车,可以避免铜排与接触器之间安装存在较大的应力。
12.本实用新型的技术方案是这样实现的:
13.一方面,一种电池配电集成系统高压部件的连接组件,其包括底座、接触器、铜排和若干螺钉,铜排通过螺钉与接触器和电池配电集成系统内的其他高压部件紧固连接;其中,底座包括底座本体和下衬套,下衬套固定在底座本体上并贯穿底座本体;接触器包括接触器安装脚和上衬套,上衬套固定在安装脚上并贯穿安装脚,所述上衬套内壁光滑;还包括内衬套和止付螺丝,所述内衬套包括支撑座和至少两条支撑腿,支撑腿设置于支撑座表面;
所述下衬套呈环状,上端面开设有第一螺纹孔,下端面开设有第二螺纹孔,上端面开设有至少两个通孔,所述通孔与第二螺纹孔相互连通;螺钉从上至下穿过上衬套并与第一螺纹孔螺纹连接,支撑座置于第二螺纹孔内,支撑腿穿过通孔并与上衬套下端面相抵持,止付螺丝与第二螺纹孔螺纹连接并与支撑座下端面相抵持。
14.在以上技术方案的基础上,优选的,所述下衬套中间开设有环槽,且环槽上下两侧分别设置有防滑纹,下衬套与底座本体一体注塑成型。
15.在以上技术方案的基础上,优选的,所述第一螺纹孔与第二螺纹孔相互连通,第二螺纹孔直径大于第一螺纹孔。
16.进一步优选的,所述支撑座呈环状,且内孔直径大于第一螺纹孔外径。
17.进一步优选的,所述各个支撑腿绕支撑座中心轴呈x度旋转对称设置,x=360/n,n为支撑腿数量。
18.再进一步优选的,所述支撑腿和通孔横截面呈扇形。
19.在以上技术方案的基础上,优选的,接触器的静触头和铜排相互抵持并紧固连接,所述上衬套下端面与接触器的静触头和铜排的安装面之间的制造公差y为负值。
20.进一步优选的,
‑
1mm≦y≦0mm。
21.第二方面,本实用新型提供了一种电动汽车,其包括本实用新型第一方面所述的电池配电集成系统高压部件的连接组件。
22.本实用新型的电池配电集成系统高压部件的连接组件及电动汽车相对于现有技术具有以下有益效果:
23.(1)通过设置内衬套和止付螺丝,当上衬套下端面和下衬套上端面之间在安装完成后,由于各种公差累计会出现一定的间距,可以通过拧紧止付螺丝,从而顶起内衬套,从底部支撑上衬套下端面,螺钉在连接上衬套和下衬套时,就不会将二者之间的间距压缩,从而防止接触器和铜排之间相互拉扯;
24.(2)采用环状支撑座的内衬套,可容纳过长的螺钉;
25.(3)接触器的静触头和铜排相互抵持并紧固连接,接触器的上衬套下端面与接触器的静触头和铜排的安装面之间的制造公差为负值,可以规避铜排与接触器安装完成后相互硬挤压的情形;
26.(4)本实用新型的电池配电集成系统高压部件的连接组件尤其适用于电动汽车这种对振动条件要求比较苛刻且铜排上需要过大电流的装置。
附图说明
27.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
28.图1为现有的电池配电集成系统的安装流程图;
29.图2为本实用新型的电池配电集成系统的立体图;
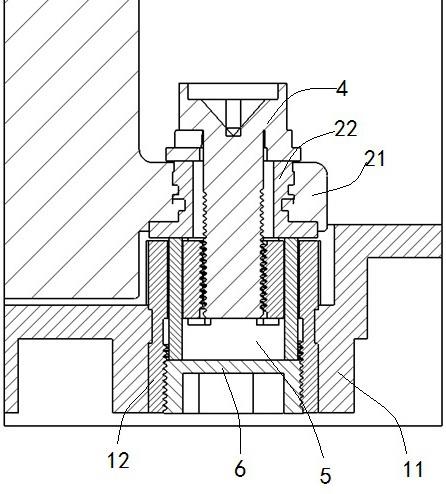
30.图3为本实用新型的电池配电集成系统的连接组件的部分结构剖视图;
31.图4为本实用新型的下衬套、内衬套和止付螺丝的分解图;
32.图5为本实用新型的下衬套的立体图;
33.图6为本实用新型的电池配电集成系统的安装流程图。
具体实施方式
34.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
35.如图2~5所示,本实用新型的电池配电集成系统高压部件的连接组件,包括底座1、接触器2、铜排3、若干螺钉4、其他高压部件(图中未标识)、内衬套5和止付螺丝6。
36.其中,底座1,一般采用注塑成型件,起到固定和支撑的作用。具体的,底座1包括底座本体11和下衬套12,下衬套12固定在底座本体11上并贯穿底座本体11。为了防止下衬套12在底座本体11内活动,所述下衬套12中间开设有环槽124,且环槽124上下两侧分别设置有防滑纹125,下衬套12与底座本体11一体注塑成型。
37.接触器2,为现有技术,其表面设置有静触头,通过螺钉4与铜排3紧固连接同时实现电性连接。具体的,作为接触器2和底座1的连接部件,接触器2包括接触器安装脚21和上衬套22,上衬套22固定在安装脚21上并贯穿安装脚21。同样的,所述接触器安装脚21和上衬套22可采用一体注塑成型。
38.铜排3,将接触器2以及电池配电集成系统内的其他高压部件通过螺钉4紧固连接同时实现电性连接。
39.具体的,所述上衬套22内壁光滑,所述下衬套12呈环状,上端面开设有第一螺纹孔121,螺钉4从上至下穿过上衬套22并与第一螺纹孔121螺纹连接。以上为现有的连接方式,其存在本实用新型背景技术部分所述的问题,本实用新型通过设置内衬套5和止付螺丝6加以解决:
40.内衬套5,当上衬套22下端面和下衬套12上端面之间在安装完成后,由于各种公差累计会出现一定的间距,可以通过顶起内衬套5,从底部支撑上衬套22下端面,从而防止螺钉4在紧固上衬套22和下衬套12的过程中,二者逐渐靠拢从而导致接触器2和铜排3相互拉扯的情形。具体的,所述内衬套5包括支撑座51和至少两条支撑腿52,支撑腿52设置于支撑座51表面,所述下衬套12呈环状,上端面开设有第一螺纹孔121,下端面开设有第二螺纹孔122,上端面开设有至少两个通孔123,所述通孔123与第二螺纹孔122相互连通,支撑座51置于第二螺纹孔122内,支撑腿52穿过通孔123并与上衬套22下端面相抵持。如此,当顶起支撑座51,支撑腿52顺着通孔123向上顶起并支撑上衬套22下端面。
41.止付螺丝6,用于调节内衬套5的顶起量。止付螺丝6与第二螺纹孔122螺纹连接并与支撑座51下端面相抵持,通过拧紧止付螺丝6,即可顶起支撑座51。
42.考虑到螺钉4可能过长而穿过上衬套22,作为一种优选实施方式,所述第一螺纹孔121与第二螺纹孔122相互连通,第二螺纹孔122直径大于第一螺纹孔121。如此,穿过上衬套22的螺钉4可伸入第二螺纹孔122内。具体的,所述支撑座51呈环状,且内孔直径大于第一螺纹孔121外径。如此,穿过上衬套22的螺钉4可伸入支撑座51内。
43.为了提高内衬套5整体的稳定性,作为一种优选实施方式,所述各个支撑腿52绕支
撑座51中心轴呈x度旋转对称设置,x=360/n,n为支撑腿52数量。具体的,作为一种优选实施方式,所述支撑腿52和通孔123横截面呈扇形。
44.以上安装结构可以避免因为上衬套22下端面和下衬套12上端面之间距离过大而导致的铜排3与接触器2之间相互拉扯的情形,如果上衬套22下端面和下衬套12上端面之间距离不足,就有可能出现铜排3与接触器2之间相互硬挤压的情形,针对这种情形,本实用新型的优选实施方式是通过对接触器2的制造公差进行限定加以解决。具体的,接触器2的静触头和铜排3相互抵持并紧固连接,所述接触器2的上衬套22下端面与接触器2的静触头和铜排3的安装面之间的间距制造公差y为负值。作为一种优选实施方式,
‑
1mm≦y≦0mm。如此,采用负公差设计的接触器2,接触器2的静触头和铜排3固定后,就能避免出现因为上衬套22下端面和下衬套12上端面之间距离不足而导致的铜排3与接触器2之间相互挤压的情形。
45.本实用新型的电池配电集成系统高压部件的连接组件尤其适用于电动汽车这种对振动条件要求比较苛刻且铜排上需要过大电流的装置。
46.以下介绍本实用新型的电池配电集成系统高压部件的安装流程,如图6所示,包括以下步骤:
47.s1,取电池配电集成系统底座1;
48.s2,取接触器2和螺钉4;
49.s3,将接触器2通过螺钉4用较小的扭力(如0.8n
·
m)预装装至底座1上;
50.s4,取铜排3和螺钉4;
51.s5,将铜排3通过螺钉4固定安装至接触器2的静触头上,安装扭力一般为7.5n
·
m左右;
52.s6,再通过螺钉4将所有的接触器2以外的高压部件安装至底座1上并通过铜排3连接紧固所有高压部件;
53.s7,扭转止付螺丝6,安装扭力可以取较大值,如3.5n
·
m,从而使得接触器2有较大的锁定力。
54.先将接触器2通过螺钉4用较小的扭力预装装至底座1上,此时二者并未拧紧,再安装其他高压部件,可以将其他高压部件的制造公差和安装公差统一汇集为上衬套22下端面和下衬套12上端面之间的距离差,最后通过安装止付螺丝6,将内衬套5顶起并与值相抵持,避免铜排3与接触器2之间安装存在较大的应力。
55.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1