陶瓷电子器件、粉末材料、膏剂材料和陶瓷电子器件制造方法与流程
1.本公开的某个方面涉及陶瓷电子器件、粉末材料、膏剂材料和陶瓷电子器件的制造方法。
背景技术:
2.例如层叠陶瓷电容器的陶瓷电子器件通过以下方法制造:在主要材料是电介质材料例如钛酸钡的电介质生片中的每一个上印刷包括金属材料例如镍(ni)的金属膏中的每一种,层叠电介质生片、压接层叠结构、切割层叠结构、从层叠结构中去除粘合剂、烧制层叠结构和施加外部电极。从使陶瓷电子器件尺寸减小以及增大陶瓷电子器件容量的观点出发,减小内部电极层的厚度、增加层叠的层数以及减小电介质层的厚度是有利的。
技术实现要素:
3.根据第一方面的实施方式,提供一种陶瓷电子器件,其包括:层叠芯片,其中多个电介质层中的每一层和多个内部电极层中的每一层交替地层叠,所述电介质层的主要成分是陶瓷,其中多个内部电极层包括ni、s和sn。
4.根据第二方面的实施方式,提供一种陶瓷电子器件的制造方法,其包括:通过在多个电介质生片中的每一个上形成多个内部电极图案中的每一个,形成多个层叠单元,所述内部电极图案中的每一个是包括sn、s和ni的导电膏,所述多个电介质生片包括陶瓷材料粉末和有机粘合剂;通过层叠多个层叠单元,形成层叠结构;和烧制层叠结构。
5.根据第三方面的实施方式,提供一种粉末材料,其包括:包括sn的ni粉末;和s源,其中ni粉末中的氧(o)相对于ni的量为2质量%以上,其中s/sn的重量比为0.042以上且5.5以下,并且其中o/sn的重量比为0.39以上且40以下。
6.根据第四方面的实施方式,提供一种膏剂材料,其包括:包括sn的ni粉末;和s源,其中ni粉末中的氧(o)相对于ni的量为2质量%以上,其中s/sn的重量比为0.042以上且5.5以下,并且其中o/sn的重量比为0.39以上且40以下。
7.根据第五方面的实施方式,提供一种陶瓷电子器件的制造方法,其包括:通过在电介质生片中的每一个上形成内部电极图案中的每一个,形成多个层叠单元,内部电极图案中的每一个包括ni粉末和s源,所述ni粉末包括sn,电介质生片中的每一个包括陶瓷材料粉末和有机粘合剂;通过层叠多个层叠单元,形成层叠结构;和烧制层叠结构,其中ni粉末中的氧(o)相对于ni的量为2质量%以上,其中s/sn的重量比为0.042以上且5.5以下,并且其中o/sn的重量比为0.39以上且40以下。
附图说明
8.图1是层叠陶瓷电容器的部分横截面透视图;
9.图2是沿图1中的a-a线截取的剖视图;
10.图3是沿图1中的b-b线截取的剖视图;
11.图4a至图4c示出内部电极层中的位置关系;
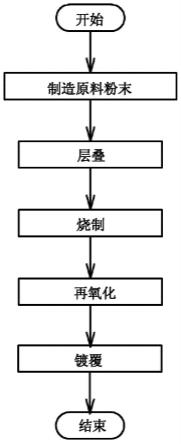
12.图5是层叠陶瓷电容器的制造方法的流程图;
13.图6a和图6b示出层叠工序;和
14.图7a至图7c示出内部电极图案中的位置关系。
具体实施方式
15.从减小内部电极层厚度的观点来看,优选尽可能地减小烧制前的金属粉末颗粒的物理尺寸(例如,参见日本专利申请公开号2003-129116)。但是,当使用贱金属颗粒例如ni时,随着贱金属颗粒的尺寸减小,表面氧的量增加。当表面氧的量增加时,表面氧所导致的去除粘合剂的进展变得无法忽略不计。粘合剂的去除所引起的裂纹经常发生。这会成为问题。
16.已知添加硫(s)以便抑制表面氧的还原(例如,参见日本专利申请公开号2014-005491)。但是,当s的量大时,在s的脱附过程中会发生快速收缩。在这种情况下,会发生裂纹。另外可选地,由于s的燃烧反应,气氛的还原度增加。共材和电介质材料的晶粒生长加速。并且,内部电极层的连续性模数会降低。
17.在下文中,将参考附图给出对实施方式的说明。
18.[示例性实施方式]
[0019]
图1示出根据一实施方式的层叠陶瓷电容器100的透视图,其中示出层叠陶瓷电容器100的一部分的剖面。图2示出沿图1中的a-a线截取的剖视图。图3示出沿图1中的b-b线截取的剖视图。如图1至图3所示,层叠陶瓷电容器100包括:具有长方体形状的层叠芯片10;和分别设置在层叠芯片10的彼此相对的两个端面(edge face)上的外部电极20a和20b。在层叠芯片10的两个端面以外的四个面中,将层叠芯片10在层叠方向上的顶面和底面以外的两个面称作侧面(side face)。外部电极20a和20b中的每一个延伸到层叠芯片10的层叠方向上的顶面、底面,并延伸到两个侧面。但是,外部电极20a和20b彼此间隔开。
[0020]
层叠芯片10具有被设计成具有交替地层叠的电介质层11和内部电极层12的结构。电介质层11包括充当电介质材料的陶瓷材料。内部电极层12的主要成分是ni(镍)。内部电极层12的端缘(end edge)交替地露出于层叠芯片10的第一端面和层叠芯片10的不同于第一端面的第二端面。外部电极20a设置在第一端面上。外部电极20b设置在第二端面上。由此,内部电极层12交替地电连接至外部电极20a和外部电极20b。因此,层叠陶瓷电容器100具有如下结构:其中层叠有多个电介质层11,其间夹有内部电极层12。在电介质层11和内部电极层12的层叠结构中,层叠方向上的最外层是内部电极层12,覆盖层13覆盖着层叠结构的顶面和底面。覆盖层13主要由陶瓷材料组成。例如,覆盖层13的主要成分与电介质层11的主要成分相同。
[0021]
例如,层叠陶瓷电容器100可以为长度0.25mm,宽度0.125mm和高度0.125mm。层叠陶瓷电容器100可以为长度0.4mm,宽度0.2mm和高度0.2mm。层叠陶瓷电容器100可以为长度0.6mm,宽度0.3mm和高度0.3mm。层叠陶瓷电容器100可以为长度1.0mm,宽度0.5mm和高度0.5mm。层叠陶瓷电容器100可以为长度3.2mm,宽度1.6mm和高度1.6mm。层叠陶瓷电容器100可以为长度4.5mm,宽度3.2mm和高度2.5mm。但是,层叠陶瓷电容器100的尺寸不受限定。
[0022]
电介质层11的主要成分是由通式abo3表示的具有钙钛矿结构的陶瓷材料。钙钛矿
结构包括具有非化学计量组成的abo
3-α
。例如,陶瓷材料为例如具有钙钛矿结构的batio3(钛酸钡)、cazro3(锆酸钙)、catio3(钛酸钙)、srtio3(钛酸锶)、ba
1-x-y
ca
x
sryti
1-z
zrzo3(0≤x≤1,0≤y≤1,0≤z≤1)。电介质层11中的每一层的厚度可以是0.05μm以上且5μm以下。厚度可以是0.1μm以上且3μm以下。厚度可以是0.2μm以上且1μm以下。
[0023]
如图2所示,其中连接到外部电极20a的内部电极层12的与连接到外部电极20b的内部电极层12相对的部分,是在层叠陶瓷电容器100中生成电容的部分。因此,该部分被称作电容部14。即,电容部14是其中连接到不同外部电极的彼此相邻的内部电极层12彼此相对的区域。
[0024]
其中连接到外部电极20a的内部电极层12彼此相对、而其间不夹有连接到外部电极20b的内部电极层12的部分被称作端边缘(end margin)15。其中连接到外部电极20b的内部电极层12彼此相对、而其间不夹有连接到外部电极20a的内部电极层12的部分也是端边缘15。即,端边缘15是其中连接到一外部电极的内部电极层12彼此相对、而其间不夹有连接到另一外部电极的内部电极层12的部分。端边缘15是不生成电容的部分。
[0025]
如图3所示,在层叠芯片10中,将从层叠芯片10的两个侧面中的每一个到内部电极层12的部分称为侧边缘(side margin)16。即,侧边缘16是覆盖层叠的内部电极层12的每个边缘、并朝向层叠结构的相应侧面延伸的部分。侧边缘16是不生成电容的部分。
[0026]
电介质层11可以通过对包括陶瓷材料粉末、有机粘合剂等的电介质材料进行烧制而形成。内部电极层12可以通过对包括含有ni粉末的粉末材料、共材等的膏剂材料进行烧制而形成。有利的是,用于形成内部电极层12的ni粉末颗粒的物理尺寸尽可能地减小,以减小内部电极层12中的每一层的厚度。但是,当ni粉末的直径小时,ni粉膜的表面积变大。当表面积变大时,ni粉末的表面氧膜的绝对量变大。当ni粉末中的氧(o)相对于ni的量大时,氧促进电介质材料中的粘合剂的氧化。在这种情况下,粘合剂的去除所引起的裂纹经常发生。这会成为问题。粘合剂的去除所引起的裂纹是通过促进粘合剂的去除导致的收缩所造成的裂纹。氧相对于ni的量是设ni+o的量为100质量%时氧的重量比。
[0027]
已知向膏剂材料中添加硫(s),以便抑制ni粉末的还原。但是,当s相对于ni的量大时,在s的脱附过程中发生快速收缩,会发生裂纹。由于s的燃烧反应,气氛的还原度增加。在这种情况下,共材和电介质材料的晶粒生长加速。并且,内部电极层12的连续性模数会降低。
[0028]
层叠陶瓷电容器100具有抑制裂纹的发生、并且保持内部电极层12的高连续性模数的结构。
[0029]
内部电极层12包括ni、s和sn(锡)。如上所述,当内部电极层12包括s时,烧制过程中粘合剂的氧化得到抑制。因此,可以抑制粘合剂的去除所引起的裂纹。而且,当内部电极层12包括sn时,形成包括sn、并且比ni硫化物更加稳定的硫化物。在这种情况下,s的燃烧反应得以抑制。s的脱附所导致的快速收缩得以抑制。并且,抑制了裂纹的发生。当s的脱附所引起的快速收缩得以抑制时,气氛还原度的增加得以抑制。陶瓷材料粉末或共材的晶粒生长得以抑制。因此,能够保持内部电极层12的高连续性模数。因此,能够抑制裂纹的发生,并且保持内部电极层12的高连续性模数。
[0030]
内部电极层12中的包括s的结构不受限制。例如,内部电极层12可以包括nis(硫化镍)、niso4(硫酸镍)等形式的s。内部电极层12中的包括sn的结构不受限制。例如,内部电极
层12可以包括ni-sn合金、basno3(锡酸钡)等形式的sn。
[0031]
当s在烧制过程中脱附时,s倾向于在电介质层11和内部电极层12之间的界面附近偏析。因此,优选地sn也在电介质层11与内部电极层12之间的界面附近偏析。例如,如图4a所示,内部电极层12在厚度方向的中心部分具有主要成分为ni的ni层61。内部电极层12在与ni层61相比更靠电介质层11的一侧具有高浓度部分62。相比于ni层61,高浓度部分62具有更高的s浓度和更高的sn浓度。由于高浓度部分62的sn浓度高,因此能够有效地抑制偏析在内部电极层12表面处的s的脱附。由此,s的快速脱附受到抑制。高浓度部分62可以包括nis(硫化镍)、niso4(硫酸镍)、ni-sn合金、basno3(锡酸钡)等。
[0032]
另外可选地,如图4b所示,内部电极层12在厚度方向的中心部分具有ni层61。内部电极层12在与ni层61相比更靠电介质层11的一侧具有高s浓度部分63。相比于ni层61,高s浓度部分63具有更高的s浓度。而且,内部电极层12在与高s浓度部分63相比更靠电介质层11的一侧具有高sn浓度部分64。相比于高s浓度部分63,高sn浓度部分64具有更高的sn浓度。由于相比于高s浓度部分63,高sn浓度部分64更加接近电介质层11,因此能够有效地抑制s的脱附。高s浓度部分63可以包括nis(硫化镍)、niso4(硫酸镍)等。高sn浓度部分64可以包括ni-sn合金、basno3(锡酸钡)等。
[0033]
另外可选地,如图4c所示,高sn浓度部分64可以位于与ni层61相比更靠电介质层11的一侧,高s浓度部分63可以位于与高sn浓度层64相比更靠电介质层11的一侧。在这种情况下,由于高sn浓度部分64中的sn,能够抑制高s浓度部分63中的s的脱附。
[0034]
使用纳米sims,可以测量ni层61、高浓度部分62、高s浓度部分63和高sn浓度部分64的位置。例如,ni层61的厚度为内部电极层12的厚度的30%或以上。
[0035]
接下来,将对层叠陶瓷电容器100的制造方法进行说明。图5是层叠陶瓷电容器100的制造方法流程图。
[0036]
[制造原料粉末]
[0037]
制备用于形成电介质层11的电介质材料。电介质材料11中含有的a位元素和b位元素通常以abo3颗粒的烧结体(sintered compact)形式包含在介质层11中。例如,batio3是具有钙钛矿结构的四方晶系化合物,其表现出高介电常数。该batio3通常可以通过将钛原料(例如二氧化钛)与钡原料(例如碳酸钡)反应以合成钛酸钡而获得。已知有多种方法作为构成电介质层11的陶瓷的合成方法。例如,已知有固相法、溶胶-凝胶法、水热法等等。该实施方式可以使用这些方法中的任一种。
[0038]
根据目的,可以向得到的陶瓷粉末中加入添加剂化合物。添加剂化合物可以是镁(mg)、锰(mn)、v(钒)、cr(铬)或稀土元素(y(钇)、sm(钐)、eu(铕)、gd(钆)、tb(铽)、dy(镝)、ho(钬)、er(铒)、tm(铥)或yb(镱))的氧化物,或者钴(co)、镍(ni)、锂(li)、b(硼)、钠(na)、钾(k)或si(硅)的氧化物,或者包括钴、镍、锂、硼、钠、钾或硅的玻璃。
[0039]
例如,将包括添加剂的化合物与所得的陶瓷原料粉末湿混。将所得的陶瓷材料粉末干燥和粉碎。例如,如果必要,将所得的陶瓷材料粉碎。由此,粒径得以调节。另外可选地,可以通过分级工序来进一步调节粒径。由此,得到电介质材料。
[0040]
(层叠工序)接下来,将例如聚乙烯醇缩丁醛(pvb)树脂的粘合剂、例如乙醇或甲苯的有机溶剂以及增塑剂加入到所得的电介质材料中,并进行湿混。使用所得到的浆料,通过例如模涂机法或刮刀法将电介质生片52印刷在基材51上,然后干燥。基材51为,例如,pet
(聚对苯二甲酸乙二醇酯)膜。
[0041]
接下来,如图6a所示,通过印刷用于形成内部电极层12的膏剂材料,在电介质生片52上形成内部电极图案53。在图6a中,作为示例,在电介质生片52上形成内部电极图案53的四个部分,彼此间隔开。其上形成有内部电极图案53的电介质生片52是堆叠单元。膏剂材料可以包括陶瓷颗粒作为共材。陶瓷颗粒的主要成分不受限制。优选地,陶瓷颗粒的主要成分与电介质层11的主要成分陶瓷相同。例如,可以将平均粒径为50nm以下的batio3均匀地分散。
[0042]
接下来,将电介质生片52与基材51剥离。如图6b所示,层叠多个层叠单元。接下来,将预定数量(例如2~10)的覆盖片层叠在所层叠的层叠单元的陶瓷层叠结构的顶面和底面上,并进行热压接。将所得的陶瓷层叠结构切割成具有预定尺寸(例如1.0mm
×
0.5mm)的芯片。在图6b中,层叠结构沿虚线切割。覆盖片的组分可以与电介质生片52的组分相同。覆盖片的添加剂可以不同于电介质生片52的添加剂。
[0043]
(烧制工序)在n2气氛下,从陶瓷层叠结构中除去粘合剂。通过浸渍法将要作为外部电极20a和20b的基底层的金属膏应用于陶瓷层叠结构。在1100℃至1300℃的温度范围内,在氧分压为10-5
至10-8
atm的还原性气氛中,将所得的陶瓷层叠结构烧制10分钟至2小时。通过该方式,可以制造层叠陶瓷电容器100。
[0044]
(再氧化工序)之后,在n2气气氛中在600℃至1000℃的温度范围内进行再氧化工序。
[0045]
(镀覆工序)之后,通过镀覆法,可以在外部电极20a和20b上形成例如cu、ni、sn等的金属层。通过该方式,可以制造层叠陶瓷电容器100。
[0046]
[膏剂材料的详细说明]
[0047]
在实施方式中,为了增加内部电极层12的层叠数量,减小内部电极层12的各层厚度。例如,内部电极层12中的每一层的厚度可以为1μm以下。内部电极层12中的每一层的厚度可以为0.4μm以下。内部电极层12中的每一层的厚度可以为0.2μm或以下。为了减小内部电极层12的厚度,用于形成内部电极层12的膏剂材料的ni粉末具有小的粒径。例如,ni粉末的平均粒径可以为0.01μm至0.2μm。ni粉末的平均粒径可以为0.03μm至0.15μm。ni粉末的平均粒径可以为0.05μm至0.11μm。
[0048]
当ni粉末具有小粒径时,ni粉末的表面积变大。因此,ni粉末的表面氧化膜的绝对量变大。因此,优选地,ni粉末中的氧的量为2质量%以上。更优选地,ni粉末中的氧的量为2.5质量%以上。在这种情况下,可以使用粒径足够小的ni粉末。并且,能够增大烧制后的内部电极层12的连续性模数。
[0049]
为了抑制ni粉末中的氧所导致的粘合剂的氧化,膏剂材料包括s源。由此,ni粉末的还原得以抑制,并且粘合剂的氧化得以抑制。因此,能够抑制裂纹的发生。
[0050]
ni粉末包括sn源。可以向ni的微粒中添加sn源。另外可选地,可以使用ni-sn合金粉末作为ni粉末。当添加sn时,形成包括sn、并且比ni硫化物更加稳定的硫化物。因此,s的燃烧反应得以抑制。s的快速脱附过程中发生的快速收缩得以抑制。气氛的还原度得以抑制。在这种情况下,陶瓷材料粉末或共材的晶粒生长受到抑制。因此,能够保持内部电极层12的高连续性模数。
[0051]
对于膏剂材料,可以使用包括sn、s和ni的膏剂材料。
[0052]
当膏剂材料中的sn相对于s的量过小时,可能无法充分抑制s的燃烧反应。因此,优选地,s/sn的重量比具有上限。具体而言,优选地,s/sn的重量比为5.5以下。更优选地,s/sn的重量比为5以下。
[0053]
当膏剂材料中的sn相对于o的量过小时,由于表面氧所导致的去除粘合剂的进展变得无法忽略不计,可能发生粘合剂的去除所引起的裂纹。因此,优选地,o/sn的重量比具有上限。具体而言,优选地,o/sn的重量比为40以下。更优选地,o/sn的重量比为30以下。
[0054]
当膏剂材料中sn的量过大时,烧制过程中内部电极层12中会出现液相,内部电极层12中会发生球状化,内部电极层12的连续性模数会降低。因此,优选地,s/sn的重量比具有下限。具体而言,优选地,s/sn的重量比为0.042以上。更优选地,s/sn的重量比为0.08以上。而且,优选地,o/sn的重量比具有下限。具体而言,优选地,o/sn的重量比为0.39以上。更优选地,o/sn的重量比为0.6以上。
[0055]
向包括ni粉末的粉末材料中添加添加剂时,获得膏剂材料。相对于粉末材料中的ni,ni粉末中的氧(o)的量为2质量%以上。而且,粉末材料可以满足以下关系:0.042≤s/sn重量比≤5.5,且0.39≤o/sn重量比≤40。在这种情况下,通过向粉末材料中添加添加剂获得的膏剂材料可以满足上述条件。当粉末材料不满足上述条件时,可以通过调节添加到粉末材料中的添加剂的成分来满足上述条件。
[0056]
从减小ni粉末的粒径的观点出发,优选地,ni粉末中的氧的量为2质量%以上。更优选地,ni粉末中的氧的量为2.5质量%以上。
[0057]
当ni粉末中的氧的量过大时,由于表面氧所导致的去除粘合剂的进展变得无法忽略不计,可能发生粘合剂的去除所引起的裂纹。因此,优选地,ni粉末中的氧的量具有上限。优选地,ni粉末中的氧的量为5.5质量%以下。更优选地,ni粉末中的氧的量为4质量%以下。再更优选地,ni粉末中的氧的量为3质量%以下。
[0058]
当s相对于ni的量小时,可能无法充分抑制粘合剂的氧化。因此,优选地,s相对于ni的量具有下限。例如,优选地,s相对于ni的量为0.2质量%以上。更优选地,s相对于ni的量为0.3质量%以上。s相对于ni的量是指设ni+s为100质量%时s的重量比。
[0059]
当s相对于ni的量过大时,s的脱附量会变大。因此,优选地,s相对于ni的量具有上限。例如,优选地,s相对于ni的量为0.6质量%以下。更优选地,s相对于ni的量为0.5质量%以下。更优选地,s相对于ni的量为0.4质量%以下。
[0060]
从充分抑制s的燃烧反应的观点出发,优选地,s/sn的重量比为5.5以下。更优选地,s/sn的重量比为5以下。
[0061]
从抑制粘合剂的去除所引起的裂纹的产生的观点出发,优选地,o/sn的重量比为40以下。更优选地,o/sn的重量比为30以下。
[0062]
从抑制内部电极层12中出现液相的观点出发,优选地,s/sn的重量比为0.042以上。更优选地,s/sn的重量比为0.08以上。优选地,o/sn的重量比为0.39以上。更优选地,o/sn的重量比为0.6以上。
[0063]
从抑制s的燃烧反应的观点出发,优选地,sn相对于ni的量为0.065质量%以上。更优选地,sn相对于ni的量为0.1质量%以上。从抑制烧制过程中内部电极层12中出现液相的观点出发,优选地,sn相对于ni的量为11质量%以下。更优选地,sn相对于ni的量为6质量%以下。sn相对于ni的量是设ni+sn为100质量%时sn的重量比。
[0064]
当在图6a的层叠工序中形成内部电极图案53时,如图7a所示,在ni图案531的顶面和底面上形成高浓度部分532。相比于ni图案531,高浓度部分532的s浓度和sn浓度较高。因此,在烧制工序后,获得图4a的结构。如图7b所示,在ni图案531的顶面和底面上,可以形成相比于ni图案531具有较高s浓度的高s浓度部分533。在每个高s浓度部分533的与ni图案531相对的一侧上,可以形成相比于高s浓度部分533具有更高sn浓度的高sn浓度部分534。在这种情况下,在烧制工序后,获得图4b的结构。如图7c所示,在ni图案531的顶面和底面上,可以形成高sn浓度部分534。并且,在每个高sn浓度部分534的与ni图案531相对的一侧上,可以形成高s浓度部分533。在这种情况下,在烧制工序后,获得图4c的结构。
[0065]
当内部电极图案53由包括sn、s和ni的膏剂材料形成时,sn和s在内部电极层12和电介质层11之间的界面上偏析。由此,获得图4a至图4c的结构。在这种情况下,高sn浓度部分534和高s浓度部分533的位置通过sn和s的重量比来调整。
[0066]
在实施方式的制造方法中,使用上述膏剂材料。因此,能够抑制裂纹的发生,并且保持内部电极层的高连续性模数。
[0067]
在实施方式中,对层叠陶瓷电容器进行说明作为陶瓷电子器件的示例。但是,实施方式并不限于层叠陶瓷电容器。例如,实施方式可以应用于其他电子器件,例如压敏电阻或热敏电阻。
[0068]
[实施例]
[0069]
制造根据实施方式的层叠陶瓷电容器,并进行特性测量。
[0070]
(实施例1、2和比较例1)将添加剂添加到钛酸钡粉末中。将添加剂和钛酸钡粉末在球磨机中充分湿混并粉碎。由此,制成电介质材料。将充当有机粘合剂的缩丁醛类材料和充当溶剂的甲苯和乙醇添加到电介质材料中。并且,通过刮刀法在pet基材上制成电介质生片。接下来,通过印刷导电金属膏在电介质生片上形成内部电极图案。
[0071]
在实施例1中,形成图7b的内部电极图案。烧制成图4b的内部电极层。在实施例2中,形成图7c的内部电极图案。烧制成图4c的内部电极层。在比较例1中,用于形成内部电极层的膏剂材料中仅添加s和sn中的一种。通过调节合成条件,从而调节内部电极图案的ni粉末的表面氧化膜的量。通过调节包括s的分散剂或包括sn的有机金属络合物溶液的量,或者分散剂和有机金属络合物溶液的添加顺序,从而调节s的量、sn的量、s的位置和sn的位置。
[0072]
在比较例1的烧制前的组分条件no.1中,表面氧相对于ni的量为2.30质量%。s相对于ni的量为0.00质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为0.000。o/sn的重量比为23.000。在比较例1的烧制前的组分条件no.2中,表面氧相对于ni的量为2.30质量%。s相对于ni的量为0.41质量%。sn相对于ni的量为0.00质量%。
[0073]
在实施例1和2的烧制前的组分条件no.3中,表面氧相对于ni的量为2.50质量%。s相对于ni的量为0.13质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为1.286。o/sn的重量比为24.734。在实施例1和2的烧制前的组分条件no.4中,表面氧相对于ni的量为3.00质量%。s相对于ni的量为0.01质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为0.099。o/sn的重量比为29.681。在实施例1和2的烧制前的组分条件no.5中,表面氧相对于ni的量为2.30质量%。s相对于ni的量为0.41质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为4.056。o/sn的重量比为22.755。在实施例1和2的烧制前的组分条件no.6中,表面氧相对于ni的量为2.56质量%。s相对于ni的量为0.34质量%。sn相对于ni的量为0.10
质量%。s/sn的重量比为3.364。o/sn的重量比为25.328。在实施例1和2的烧制前的组分条件no.7中,表面氧相对于ni的量为3.98质量%。s相对于ni的量为0.25质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为2.473。o/sn的重量比为39.376。在实施例1和2的烧制前的组分条件no.8中,表面氧相对于ni的量为2.50质量%。s相对于ni的量为0.13质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.022。o/sn的重量比为0.425。在实施例1和2的烧制前的组分条件no.9中,表面氧相对于ni的量为3.00质量%。s相对于ni的量为0.01质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.002。o/sn的重量比为0.510。在实施例1和2的烧制前的组分条件no.10中,表面氧相对于ni的量为2.30质量%。s相对于ni的量为0.41质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.070。o/sn的重量比为0.391。在实施例1和2的烧制前的组分条件no.11中,表面氧相对于ni的量为2.56质量%。s相对于ni的量为0.34质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.058。o/sn的重量比为0.435。在实施例1和2的烧制前的组分条件no.12中,表面氧相对于ni的量为3.98质量%。s相对于ni的量为0.25质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.042。o/sn的重量比为0.676。在实施例1和2的烧制前的组分条件no.13中,表面氧相对于ni的量为5.50质量%。s相对于ni的量为0.01质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.001。o/sn的重量比为0.934。
[0074]
层叠470张其上形成有内部电极图案的电介质生片,在还原性气氛中烧制。烧制后层叠芯片的尺寸为1.0mm
×
0.5mm
×
0.5mm。每层电介质层的厚度为0.5μm。每层内部电极层的厚度为0.4μm。
[0075]
通过纳米sims对烧制后的内部电极层进行测量。在实施例1中,如图4b所示,内部电极层12在厚度方向上的中心部分具有ni层61,在与ni层61相比更靠电介质层11的一侧具有高s浓度部分63,在与高s浓度部分63相比更靠电介质层11的一侧具有高sn浓度部分64。在实施例2中,如图4c所示,内部电极层12在厚度方向上的中心部分具有ni层61,在与ni层61相比更靠电介质层11的一侧具有高sn浓度部分64,在与高sn浓度部分64相比更靠电介质层11的一侧具有高s浓度部分63。
[0076]
对于实施例1、2和比较例1中的每一个,对于烧制前的组成条件中的每一条件,制成200个样品。当200个样品的裂纹发生频率大于5%时,200个样品的裂纹发生频率确定为差
“×”
。当200个样品的裂纹发生频率为1%以上且5%以下时,200个样品的裂纹发生频率确定为良好“δ”。当200个样品的裂纹发生频率小于1%时,200个样品的裂纹发生频率确定为非常好
“○”
。通过靠近芯片中心的研磨横截面的sem观察结果(倍率:2000倍,4个视野的平均值),计算200个样品的内部电极层的平均连续性模数。当200个样品的平均连续性模数小于65%时,200个样品的平均连续性模数确定为差
“×”
。当200个样品的平均连续性模数为65%以上且75%以下时,200个样品的平均连续性模数确定为良好“δ”。当200个样品的平均连续性模数大于75%时,200个样品的平均连续性模数确定为非常好
“○”
。表1示出结果。
[0077]
[表1]
[0078][0079]
比较例1的烧制前的组分条件no.1的裂纹发生频率确定为差
“×”
。据信这是因为没有添加s,发生了粘合剂的去除所引起的裂纹。比较例1的烧制前的组分条件no.2的裂纹发生频率确定为差
“×”
。据信这是因为没有添加sn,没有抑制s的脱附。
[0080]
实施例1和2的烧制前的所有组分条件下,裂纹发生频率无一确定为差
“×”
。实施例1和2的烧制前的所有组分条件下,平均连续性模数无一确定为差
“×”
。据信这是因为包括ni的内部电极层中添加有s和sn二者。实施例1中确定为非常好
“○”
的数量大于实施例2中确定为非常好
“○”
的数量。据信这是因为相比于高s浓度部分,高sn浓度部分的位置更靠外,从而有效地抑制了s的脱附。
[0081]
(实施例3~14和比较例2~32)将添加剂添加到钛酸钡粉末中。将添加剂和钛酸钡粉末在球磨机中充分湿混并粉碎。由此,制成电介质材料。将充当有机粘合剂的缩丁醛类材料和充当溶剂的甲苯和乙醇添加到电介质材料中。并且,通过刮刀法在pet基材上制成电介质生片。
[0082]
接下来,通过印刷导电金属膏在电介质生片上形成内部电极图案。通过调节合成条件,从而调节导电金属膏的ni粉末的表面氧膜的量。通过在膏剂的制备中调节包括s的分散剂或包括sn的有机金属络合物溶液的量,从而调节s的量和sn的量。
[0083]
在实施例3中,表面氧相对于ni的量为2.30质量%。s相对于ni的量为0.41质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为4.056。o/sn的重量比为22.755。在实施例4中,表面氧相对于ni的量为2.56质量%。s相对于ni的量为0.34质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为3.364。o/sn的重量比为25.328。在实施例5中,表面氧相对于ni的量为3.98质量%。s相对于ni的量为0.25质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为2.473。o/sn的重量比为39.376。在实施例6中,表面氧相对于ni的量为2.50质量%。s相对于ni的量为0.55质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为5.441。o/sn的重量比为24.734。在实施例7中,表面氧相对于ni的量为3.71质量%。s相对于ni的量为0.47质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为4.670。o/sn的重量比为36.705。在实施例8中,表面氧相对于ni的量为2.30质量%。s相对于ni的量为0.41质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.070。o/sn的重量比为0.391。在实施例9中,表面氧相对于ni的量为2.56质量%。s相对于ni的量为0.34质量%。sn相对于ni的
量为5.89质量%。s/sn的重量比为0.058。o/sn的重量比为0.435。在实施例10中,表面氧相对于ni的量为3.98质量%。s相对于ni的量为0.25质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.042。o/sn的重量比为0.676。在实施例11中,表面氧相对于ni的量为2.50质量%。s相对于ni的量为0.55质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.093。o/sn的重量比为0.425。在实施例12中,表面氧相对于ni的量为3.71质量%。s相对于ni的量为0.47质量%。sn相对于ni的量为5.89质量%。s/sn的重量比为0.080。o/sn的重量比为0.630。在实施例13中,表面氧相对于ni的量为2.50质量%。s相对于ni的量为0.13质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为1.286。o/sn的重量比为24.734。在实施例14中,表面氧相对于ni的量为3.00质量%。s相对于ni的量为0.01质量%。sn相对于ni的量为0.10质量%。s/sn的重量比为0.099。o/sn的重量比为29.681。表2和表3示出实施例3~14和比较例2~32的条件。
[0084]
[表2]
[0085][0086]
[表3]
[0087][0088]
层叠470张其上形成有内部电极图案的电介质生片,在还原性气氛中烧制。烧制后层叠芯片的尺寸为1.0mm
×
0.5mm
×
0.5mm。每层电介质层的厚度为0.5μm。每层内部电极层的厚度为0.4μm。
[0089]
对于实施例3~14和比较例2~32中的每一个,确定200个样品中是否发生裂纹。当200个样品的裂纹发生频率大于1%时,200个样品的裂纹发生频率确定为差
“×”
。当200个样品的裂纹发生频率为1%以下时,200个样品的裂纹发生频率确定为非常好
“○”
。
[0090]
对于实施例3~14和比较例2~32中的每一个,测量200个样品的内部电极层的连续性模数。通过靠近芯片中心的研磨横截面的sem观察结果(倍率:2000倍,4个视野的平均值),计算200个样品的内部电极层的平均连续性模数。当200个样品的平均连续性模数小于70%时,200个样品的平均连续性模数确定为差
“×”
。当200个样品的平均连续性模数为70%以上且80%以下时,200个样品的平均连续性模数确定为良好“δ”。当200个样品的平均连续性模数大于80%时,200个样品的平均连续性模数确定为非常好
“○”
。
[0091]
比较例2~4的平均连续性模数确定为差
“×”
。据信这是因为ni粉末的表面积小(平均粒径大),其中ni粉末中的氧相对于ni的量小于2质量%。
[0092]
比较例5~7的平均连续性模数确定为非常好
“○”
。据信这是因为ni粉末的表面积大(平均粒径小),其中ni粉末中的氧相对于ni的量大于2质量%。但是,比较例5~7的裂纹发生频率确定为差
“×”
。据信这是因为氧的量大,促进了粘合剂的去除,并且发生了粘合剂的去除所引起的裂纹。
[0093]
比较例8~12的裂纹发生频率确定为差
“×”
。据信这是因为,尽管s相对于ni的量为0.2质量%以上,但没有添加sn,s的燃烧反应没有得到抑制,并且发生了s的快速脱附所引起的快速收缩。
[0094]
比较例13~16的裂纹发生频率确定为差
“×”
。据信这是因为,即使s相对于ni的量为0.2质量%以上,sn的量少,s/sn的重量比大于5.5,s的燃烧反应没有得到抑制,并且发生了s的快速脱附所引起的快速收缩。
[0095]
比较例17~22的裂纹发生频率确定为差
“×”
。据信这是因为,即使s相对于ni的量为0.2质量%以上,sn的量少,o/sn的重量比大于40,表面氧造成的去除粘合剂的进展无法忽略不计,并且发生了粘合剂的去除所引起的裂纹。
[0096]
比较例22~25的裂纹发生频率确定为良好
“○”
。据信这是因为,sn的量大,s的燃烧反应得到抑制。但是,比较例22~25的平均连续性模数确定为差
“×”
。据信这是因为,sn
的量过大,s/sn的重量比小于0.042,o/sn的重量比小于0.39,烧制工序中内部电极层12中出现了液相。
[0097]
比较例26的平均连续性模数确定为差
“×”
。据信这是因为,sn的量过大,o/sn的重量比小于0.39,烧制工序中内部电极层中出现了液相。
[0098]
比较例27和28的平均连续性模数确定为差
“×”
。据信这是因为,sn的量过大,s/sn的重量比小于0.042,o/sn的重量比小于0.39,烧制工序中内部电极层12中出现了液相。
[0099]
比较例29~32的平均连续性模数确定为差
“×”
。据信这是因为,sn的量过大,s/sn的重量比小于0.042。
[0100]
与此相比,实施例3~14无论是裂纹发生频率,还是平均连续性模数,均无一确定为
“×”
。据信这是因为,膏剂材料中ni粉末中的氧相对于ni的量为2质量%以上,s/sn的重量比为0.042以上且5.5以下,并且o/sn的重量比为0.39以上且40以下。
[0101]
尽管已对本发明的实施方式加以详述,但应当理解到,可以在不脱离本发明的构思和范围的情况下对其进行各种改变、替换和变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1