一种变压器用高效无氢换热器的制作方法
1.本发明属于变压器技术领域,具体涉及1000kv以下电压等级变压器用的换热设备。
背景技术:
2.变压器是一种利用电磁感应的原理来改变交流电压的装置,是各个领域的输配电基础设 备。变压器在工作中会放出巨大的热量,热量通常通过换热器排到周围环境中。
3.现在的大、中容量的电力变压器,其冷却器多为片式散热器、风冷冷却器和水冷冷却器。 其中,片式散热器相比于风冷冷却器和水冷冷却器,具有高安全性、免维护、无噪音的优点。
4.目前,片式散热器采用1.0mm左右的冷轧钢板制成盒片,并将盒片组成相应规格的散热 器。由于冷轧钢板与变压器油相接触后在电磁场的作用下产生催化反应,会影响变压器的安 全运行,因此在电压等级较高的情况下,散热器内部必须涂装绝缘油漆,使冷轧钢板与变压 器油隔离。但由于盒片内油道较狭窄,灌漆后无法查看内部油道涂装是否完全覆盖;又因灌 涂后油漆附着力不佳,易出现油漆脱落现象,致使油直接接触冷轧钢板后会发生催化反应, 生成氢气影响变压器安全运行;另外,若漆皮等异物随着油流动被冲入变压器内部线圈,易 造成变压器油介损增加和内部放电风险。
5.此外,片式散热器的冷轧钢板表面易生锈,为满足使用环境的防腐要求,片式散热器外 表面需整体热镀锌或喷漆,但热镀锌与喷漆污染严重不利于环境保护要求,层面热交换效率 低,同时也不符合环保节能高效的发展趋势。
技术实现要素:
6.针对现有技术中片式散热器内灌漆不全面及易脱落,发生接触反应生成氢气影响变压器 安全运行,以及漆皮脱落进入变压器内部线圈,易造成变压器油介损增加和内部放电风险, 以及外表面镀锌与喷漆不环保,热交换效率低等问题。本发明提供一种变压器用高效无氢换 热器,采用高温脱氢的不锈钢304或316l材质,焊接组成后经过二次高温脱氢使不锈钢材质 彻底除氢,使换热器内腔无需灌漆也能够避免反应产生氢气,也能够避免内壁脱漆产生漆皮 异物,从而保证变压器安全运行;另外,换热器外部也无需镀锌或喷漆,节能环保。其具体 技术方案如下:
7.一种变压器用高效无氢换热器,换热器由上油管1、下油管2和若干个散热盒片3组成, 所述上油管1和下油管2上下对称,若干个所述散热盒片3排列夹设在上油管1和下油管2 之间;所述散热盒片3材质为不锈钢304或316l。
8.上述技术方案中,所述上油管1中部连接有上吊环1.1,所述上油管1的尾部开设有排 气孔,所述排气孔设置有放气塞1.2;
9.上述技术方案中,所述下油管2中部连接有下吊环2.1,所述下油管2的尾部开设有排 油孔,所述排油孔设置有放油塞2.2;
10.上述技术方案中,每个所述散热盒片3包括上油管连接法兰3.1、上油盒3.2、通油管 3.3、散热片3.4、下油盒3.5和下油管连接法兰3.6;所述上油盒3.2和下油盒3.5上下对称, 上油盒3.2和下油盒3.5之间通过若干根所述通油管3.3连通,若干根所述通油管3.3纵向方 向套设有若干层间隔的散热片3.4;所述上油盒3.2通过上油管连接法兰3.1固定连接于上油 管1;所述下油盒3.5通过下油管连接法兰3.6固定连接于下油管2;
11.上述技术方案中,若干根所述通油管3.3为双排交错排列;
12.上述技术方案中,若干根所述通油管3.3穿过紧密排列的若干层所述散热片3.4,并整 体胀接;
13.上述技术方案中,所述通油管3.3两端分别焊接于上油盒3.2和下油盒3.5;
14.上述技术方案中,所述上油盒3.2截面为正等腰三角形;正等腰三角形的顶角角度为 30
°
~60
°
,所述正等腰三角形的顶角开口,并卡合焊接于上油管1的管壁;
15.上述技术方案中,所述下油盒3.5截面为倒等腰三角形;倒等腰三角形的顶角角度为 30
°
~60
°
,所述倒等腰三角形的顶角开口,并卡合焊接于下油管2的管壁;
16.上述技术方案中,所述换热器的整体材质为不锈钢304或316l;
17.上述技术方案中,所述换热器在组装制成后,进行二次高温脱氢处理,所述二次高温脱 氢处理的方法为:
18.将换热器整体送入炉中进行高温脱氢,脱氢温度为300~350℃,保温时长为36~48 小时。
19.本发明的一种变压器用高效无氢换热器,与现有技术相比,有益效果为:
20.一、现有技术的片式散热器采用冷轧钢板制成散热盒片,散热盒片需要内部灌漆用以隔 绝变压器油,漆面容易涂覆不全或者脱落,造成冷轧钢板与油反应生成氢气,危害变压器安 全运行;或者漆面脱落进入变压器内部线圈,易造成变压器油介损增加和内部放电风险。
21.本发明的换热器与油接触的材质,尤其是散热盒片材质采用不锈钢304或316l,换热器 在焊接组成后,经过二次高温脱氢处理,使不锈钢彻底除氢。因此,本发明换热器内腔无需 涂漆隔离,既能够避免变压器油与换热器内壁反应生成氢气,又避免了内壁漆脱落造成的变 压器运行放电风险。
22.二、本发明换热器的上油盒和下油盒设计为等腰三角形截面,并设计顶角角度为30
°ꢀ
~60
°
,角型油盒结构便于生产加工,同时增加了油盒的结构强度,且减小了油在油盒中的阻 力,利于变压器油更好的流动与换热。
23.三、本发明换热器设置上油盒和下油盒的顶角开口与油管开口卡合焊接,能够保证连接 密封性,角型斜面能够达到接缝卡合更紧密,有效防止上油盒和下油盒与油管的接缝处漏油。
24.四、本发明换热器每个散热盒片的通油管采用不锈钢管双排交错排列结构,增加了换热 面积,同时交错排列减小了散热管间的热阻,另外,换热器没有油漆覆盖,热传导效率更高。 经自然冷却试验对比,进油温度相同情况下,本发明的换热器出口油温比几何尺寸相同的型 号pc1800-28/520片式散热器出口油温低4.5℃(温升50k时),证明本发明换热器的进出油 口温差大于常规片式散热器,冷却能力更强。
25.五、本发明换热器整体材质为不锈钢304或316l,并经过二次高温脱氢处理,使得
其耐 腐蚀性较强,换热器内外壁无需镀锌或涂漆,即可达到防腐要求,实现换热器低碳节能环保, 且无需漆面维护,使用寿命更长,特别适用于1000kv以下电压等级变压器使用。
附图说明
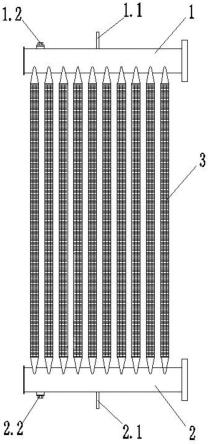
26.图1为本发明实施例的一种变压器用高效无氢换热器的结构示意图;
27.图2为本发明实施例的一种变压器用高效无氢换热器的散热盒片的结构示意图;
28.图3为图2的b处放大图;
29.图1-3中,1-上油管,1.1-上吊环,1.2-放气塞,2-下油管,2.1-下吊环,2.2-放油塞,3
‑ꢀ
散热盒片,3.1-上油管连接法兰,3.2-上油盒,3.3-通油管,3.4-散热片,3.5-下油盒,3.6-下油 管连接法兰。
具体实施方式
30.下面结合具体实施案例和附图1-3对本发明作进一步说明,但本发明并不局限于这 些实施例。
31.实施例1
32.一种变压器用高效无氢换热器,如图1-3所示,换热器由上油管1、下油管2和若干个散 热盒片3组成,上油管1和下油管2上下对称,若干个散热盒片3排列夹设在上油管1和下 油管2之间;其中,上油管1中部连接有上吊环1.1,上油管1的尾部开设有排气孔,排气孔 设置有放气塞1.2;其中,下油管2中部连接有下吊环2.1,下油管2的尾部开设有排油孔, 排油孔设置有放油塞2.2。
33.每个散热盒片3包括上油管连接法兰3.1、上油盒3.2、若干根双排交错排列的通油管3.3、 散热片3.4、下油盒3.5和下油管连接法兰3.6;上油盒3.2和下油盒3.5上下对称,上油盒3.2 和下油盒3.5之间通过若干根通油管3.3连通,通油管3.3两端分别焊接于上油盒3.2和下油 盒3.5;若干根通油管3.3纵向方向套设有若干层间隔的散热片3.4,若干根通油管3.3穿过紧 密排列的若干层散热片3.4,并整体胀接;上油盒3.2通过上油管连接法兰3.1固定连接于上 油管1;下油盒3.5通过下油管连接法兰3.6固定连接于下油管2。
34.本实施例换热器的上油盒3.2截面为正等腰三角形;正等腰三角形的顶角角度为45
°
, 正等腰三角形的顶角开口,并卡合焊接于上油管1的管壁;下油盒3.5截面为倒等腰三角形; 倒等腰三角形的顶角角度为45
°
,倒等腰三角形的顶角开口,并卡合焊接于下油管2的管壁。
35.本实施例换热器的整体材质为不锈钢304;换热器在组装制成后,进行二次高温脱氢处 理,二次高温脱氢处理的方法为:将换热器整体送入炉中进行高温脱氢,脱氢温度为310℃, 保温时长为37小时。
36.实施例2
37.一种变压器用高效无氢换热器,如图1-3所示,换热器由上油管1、下油管2和若干个散 热盒片3组成,上油管1和下油管2上下对称,若干个散热盒片3排列夹设在上油管1和下 油管2之间;其中,上油管1中部连接有上吊环1.1,上油管1的尾部开设有排气孔,排气孔 设置有放气塞1.2;其中,下油管2中部连接有下吊环2.1,下油管2的尾部开设有排油孔, 排油孔设置有放油塞2.2。
38.每个散热盒片3包括上油管连接法兰3.1、上油盒3.2、若干根双排交错排列的通油管3.3、 散热片3.4、下油盒3.5和下油管连接法兰3.6;上油盒3.2和下油盒3.5上下对称,上油盒3.2 和下油盒3.5之间通过若干根通油管3.3连通,通油管3.3两端分别焊接于上油盒3.2和下油 盒3.5;若干根通油管3.3纵向方向套设有若干层间隔的散热片3.4,若干根通油管3.3穿过紧 密排列的若干层散热片3.4,并整体胀接;上油盒3.2通过上油管连接法兰3.1固定连接于上 油管1;下油盒3.5通过下油管连接法兰3.6固定连接于下油管2。
39.本实施例换热器的上油盒3.2截面为正等腰三角形;正等腰三角形的顶角角度为30
°
, 正等腰三角形的顶角开口,并卡合焊接于上油管的管壁;下油盒3.5截面为倒等腰三角形; 倒等腰三角形的顶角角度为60
°
,倒等腰三角形的顶角开口,并卡合焊接于下油管2的管壁。
40.本实施例换热器的整体材质为不锈钢316l;换热器在组装制成后,进行二次高温脱氢处 理,二次高温脱氢处理的方法为:将换热器整体送入炉中进行高温脱氢,脱氢温度为330℃, 保温时长为40小时。
41.实施例3
42.一种变压器用高效无氢换热器,如图1-3所示,换热器由上油管1、下油管2和若干个散 热盒片3组成,上油管1和下油管2上下对称,若干个散热盒片3排列夹设在上油管1和下 油管2之间;其中,上油管1中部连接有上吊环1.1,上油管1的尾部开设有排气孔,排气孔 设置有放气塞1.2;其中,下油管2中部连接有下吊环2.1,下油管2的尾部开设有排油孔, 排油孔设置有放油塞2.2。
43.每个散热盒片3包括上油管连接法兰3.1、上油盒3.2、若干根双排交错排列的通油管3.3、 散热片3.4、下油盒3.5和下油管连接法兰3.6;上油盒3.2和下油盒3.5上下对称,上油盒3.2 和下油盒3.5之间通过若干根通油管3.3连通,通油管3.3两端分别焊接于上油盒3.2和下油 盒3.5;若干根通油管3.3纵向方向套设有若干层间隔的散热片3.4,若干根通油管3.3穿过紧 密排列的若干层散热片3.4,并整体胀接;上油盒3.2通过上油管连接法兰3.1固定连接于上 油管1;下油盒3.5通过下油管连接法兰3.6固定连接于下油管2。
44.本实施例换热器的上油盒3.2截面为正等腰三角形;正等腰三角形的顶角角度为40
°
, 正等腰三角形的顶角开口,并卡合焊接于上油管1的管壁;下油盒3.5截面为倒等腰三角形; 倒等腰三角形的顶角角度为50
°
,倒等腰三角形的顶角开口,并卡合焊接于下油管2的管壁。
45.本实施例换热器的整体材质为不锈钢304;换热器在组装制成后,进行二次高温脱氢处 理,二次高温脱氢处理的方法为:将换热器整体送入炉中进行高温脱氢,脱氢温度为350℃, 保温时长为40小时。
46.实施例4
47.一种变压器用高效无氢换热器,如图1-3所示,换热器由上油管1、下油管2和若干个散 热盒片3组成,上油管1和下油管2上下对称,若干个散热盒片3排列夹设在上油管1和下 油管2之间;其中,上油管1中部连接有上吊环1.1,上油管1的尾部开设有排气孔,排气孔 设置有放气塞1.2;其中,下油管2中部连接有下吊环2.1,下油管2的尾部开设有排油孔, 排油孔设置有放油塞2.2。
48.每个散热盒片3包括上油管连接法兰3.1、上油盒3.2、若干根双排交错排列的通油
管3.3、 散热片3.4、下油盒3.5和下油管连接法兰3.6;上油盒3.2和下油盒3.5上下对称,上油盒3.2 和下油盒3.5之间通过若干根通油管3.3连通,通油管3.3两端分别焊接于上油盒3.2和下油 盒3.5;若干根通油管3.3纵向方向套设有若干层间隔的散热片3.4,若干根通油管3.3穿过紧 密排列的若干层散热片3.4,并整体胀接;上油盒3.2通过上油管连接法兰3.1固定连接于上 油管1;下油盒3.5通过下油管连接法兰3.6固定连接于下油管2。
49.本实施例换热器的上油盒3.2截面为正等腰三角形;正等腰三角形的顶角角度为50
°
, 正等腰三角形的顶角开口,并卡合焊接于上油管1的管壁;下油盒3.5截面为倒等腰三角形; 倒等腰三角形的顶角角度为60
°
,倒等腰三角形的顶角开口,并卡合焊接于下油管2的管壁。
50.本实施例换热器的整体材质为不锈钢316l;换热器在组装制成后,进行二次高温脱氢处 理,二次高温脱氢处理的方法为:将换热器整体送入炉中进行高温脱氢,脱氢温度为300℃, 保温时长为45小时。
51.实施例5
52.一种变压器用高效无氢换热器,如图1-3所示,换热器由上油管1、下油管2和若干个散 热盒片3组成,上油管1和下油管2上下对称,若干个散热盒片3排列夹设在上油管1和下 油管2之间;其中,上油管1中部连接有上吊环1.1,上油管1的尾部开设有排气孔,排气孔 设置有放气塞1.2;其中,下油管2中部连接有下吊环2.1,下油管2的尾部开设有排油孔, 排油孔设置有放油塞2.2。
53.每个散热盒片3包括上油管连接法兰3.1、上油盒3.2、若干根双排交错排列的通油管3.3、 散热片3.4、下油盒3.5和下油管连接法兰3.6;上油盒3.2和下油盒3.5上下对称,上油盒3.2 和下油盒3.5之间通过若干根通油管3.3连通,通油管3.3两端分别焊接于上油盒3.2和下油 盒3.5;若干根通油管3.3纵向方向套设有若干层间隔的散热片3.4,若干根通油管3.3穿过紧 密排列的若干层散热片3.4,并整体胀接;上油盒3.2通过上油管连接法兰3.1固定连接于上 油管1;下油盒3.5通过下油管连接法兰3.6固定连接于下油管2。
54.本实施例换热器的上油盒3.2截面为正等腰三角形;正等腰三角形的顶角角度为60
°
, 正等腰三角形的顶角开口,并卡合焊接于上油管1的管壁;下油盒3.5截面为倒等腰三角形; 倒等腰三角形的顶角角度为60
°
,倒等腰三角形的顶角开口,并卡合焊接于下油管2的管壁。
55.本实施例换热器的整体材质为不锈钢304;换热器在组装制成后,进行二次高温脱氢处 理,二次高温脱氢处理的方法为:将换热器整体送入炉中进行高温脱氢,脱氢温度为305℃, 保温时长为36小时。
56.本发明上述实施例的换热器,使用效果良好,油通路流畅,未发生化学反应,也有效杜 绝了油内起皮杂质的产生;每个散热盒片的通油管采用不锈钢管双排交错排列结构,增加了 换热面积,同时交错排列减小了散热管间的热阻,另外,换热器没有油漆覆盖,热传导效率 更高,经实施例1的换热器与现有换热器对比实验,高效无氢换热器出口油温比几何尺寸相 同的型号pc1800-28/520片式散热器出口油温低4.5℃(温升50k时),证明本发明换热器的 进出油口温差大于常规片式散热器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1