一种集成式同轴电缆内导体长度修剪工装及使用方法与流程
1.本发明涉及同轴电缆装配技术领域,更为具体的,涉及一种集成式同轴电缆内导体长度修剪工装及使用方法。
背景技术:
2.同轴电缆一般由内导体、绝缘层、外导体和护套组成,目前在电子行业中同轴电缆被广泛地用来传输微波射频信号。同轴电缆的使用方式一般是将其配接同轴连接器制作为同轴电缆组件,然后安装在电子设备中,进行微波射频信号的传输。同轴电缆和同轴连接器的装配过程一般为:剥线、焊接外导体、焊接内导体。其中的剥线工序中要进行同轴电缆内导体长度的修剪,要求将同轴电缆的内导体修剪至标准剥线长度,同轴电缆内导体长度修剪的精准度将直接影响同轴电缆和同轴连接器的装配质量,进而影响微波射频信号的传输质量。目前对同轴电缆内导体长度修剪的控制方法为:使用刻度尺测量、画线、剪断,这样不但效率低,且容易产生较大误差。
3.中国发明专利申请cn113904200a公开了一种同轴电缆内导体长度修剪隔片及方法,具体应用时需设计多个不同厚度的隔片,多个不同厚度的隔片的厚度值分别对应于不同的同轴电缆内导体标准剥线长度;每个隔片本体上设有多个不同直径的通孔,每个通孔分别对应于内导体直径不同的各类同轴电缆。实际使用过程中,零散的隔片存在易丢失问题,个别隔片的丢失又破坏了多个不同厚度的隔片组合的隔片集的完整性,进而影响对隔片的正常选择使用;且对具有不同内导体标准剥线长度值的同轴电缆进行剥线时,需要查找、切换不同厚度的隔片,查找、切换不同厚度的隔片增加了劳动时间,降低了生产效率。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种集成式同轴电缆内导体长度修剪工装及使用方法,应用此工装可避免现有技术中存在的零散隔片易丢失的问题,及个别隔片丢失后破坏不同厚度的隔片集的完整性,进而影响对隔片的正常选择使用问题;同时避免了对具有不同内导体标准剥线长度值的同轴电缆进行内导体长度修剪时,查找、切换不同厚度的隔片的操作,提高了生产效率。
5.本发明的目的是通过以下方案实现的:
6.一种集成式同轴电缆内导体长度修剪工装,包括工装本体,在工装本体上按阶梯状方式设置有不同的厚度区域,各不同的厚度区域的厚度值分别对应于不同的内导体标准剥线长度值;所述不同的厚度区域与工装本体为一体式结构;在所述各不同厚度区域上开有不同直径的通孔,各不同直径的通孔分别对应于内导体直径不同的各类同轴电缆,使得同轴电缆内导体能穿过通孔。
7.进一步地,位于同一厚度区域的通孔的位置“靠近”在相邻厚度区域中厚度值较小的厚度区域那一侧,所述“靠近”具体为通孔的位置与厚度值较小的厚度区域那一侧的距离要小于通孔的位置与厚度值较大的厚度区域那一侧的距离。以保证同轴电缆内导体插入工
装上对应通孔时同轴电缆介质、外导体和护套不被工装其余部分干涉。
8.进一步地,各通孔在各不同的厚度区域上从上到下按直径从大到小排列。
9.进一步地,各厚度区域的顶部均刻有该区域的厚度尺寸对应的同轴电缆内导体标准剥线长度值,以便使用时在不同厚度区域之间进行识别、选择。
10.进一步地,所述按阶梯状方式设置的不同的厚度区域的底部为平面支撑底座。以保证工装放置在工作台上保持平衡稳定状态时,工装上各厚度区域的通孔处于水平状态,方便在通孔中插入同轴电缆内导体进行内导体的长度修剪操作。
11.进一步地,所述集成式同轴电缆内导体长度修剪工装的靠边的一处厚度区域上从上到下依次刻上对应的各不同直径的通孔的直径值,以便使用时在不同的通孔之间进行识别、选择。
12.进一步地,各不同的厚度区域上的通孔数量、通孔直径值分布、通孔位置分布相同。
13.进一步地,在确定通孔直径时,通孔直径大小使同轴电缆内导体刚好能穿过通孔。
14.一种集成式同轴电缆内导体长度修剪工装的使用方法,使用如上任一项所述工装,并执行如下步骤:
15.步骤一,根据需要的同轴电缆内导体标准剥线长度,按工装上各厚度区域的刻字内容,找到对应于需要的内导体标准剥线值的厚度区域,然后根据工装上的通孔直径刻字内容,找到对应于所持同轴电缆内导体直径的通孔,将同轴电缆内导体插入该通孔中;
16.步骤二,将同轴电缆紧贴工装,然后用剪切工具紧贴工装另一侧对内导体进行修剪,然后取下同轴电缆,即将同轴电缆内导体的长度修剪到了内导体标准剥线长度。
17.本发明的有益效果包括:
18.本发明提出一种集成式同轴电缆内导体长度修剪工装及使用方法,适用于对内导体直径不同的多款同轴电缆和具有不同的内导体标准剥线长度需求值的同轴电缆进行内导体的长度修剪,应用所述工装可快速、精准的将同轴电缆内导体的长度修剪至需要的内导体标准剥线长度,且避免了现有发明中存在的零散隔片易丢失的问题,及个别隔片丢失后破坏不同厚度的隔片集的完整性,进而影响对隔片的正常选择使用问题;应用所述工装还可避免应用现有发明时,对具有不同内导体标准剥线长度值的同轴电缆进行内导体长度修剪时,查找、切换不同厚度的隔片的操作,提高了生产效率。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明实施例的一种集成式同轴电缆内导体长度修剪工装正视图;
21.图2为本发明实施例的一种集成式同轴电缆内导体长度修剪工装俯视图;
22.图3为剥好内外导体的半成品同轴电缆;
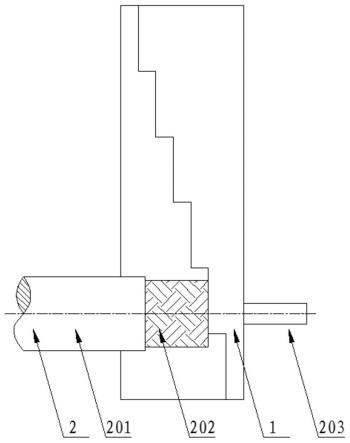
23.图4为将图3中剥好内外导体的半成品同轴电缆插入本发明实施例工装后的结构示意图;
24.图5为利用本发明实施例将同轴电缆内导体长度修剪至标准剥线长度后的结构示意图;
25.图6为本发明方法的步骤流程图;
26.图中,1-集成式同轴电缆内导体长度修剪工装,101~106为工装上不同的厚度区域,具体有101-第一厚度区域,102-第二厚度区域,103-第三厚度区域,104-第四厚度区域,105-第五厚度区域,106-第六厚度区域;121~127为工装上不同大小的通孔,具体有121-第一通孔,122-第二通孔,123-第三通孔,124-第四通孔,125-第五通孔,126-第六通孔,127-第七通孔,131-工装底座,141~147为工装上代表各通孔直径值的刻字,具体有141-第一直径值,142-第二直径值,143-第三直径值,144-第四直径值,145-第五直径值,146-第六直径值,147-第七直径值,151~156为工装上代表各厚度区域对应的标准剥线长度值的刻字,具体有151-第一标准剥线长度值,152-第二标准剥线长度值,153-第三标准剥线长度值,154-第四标准剥线长度值,155-第五标准剥线长度值,156-第六标准剥线长度值,2-同轴电缆,201-同轴电缆外护套,202-同轴电缆外导体,203-同轴电缆内导体。
具体实施方式
27.本说明书中所有实施例公开的所有特征,或隐含公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合和/或扩展、替换。
28.本发明实施例旨在解决零散隔片易丢失的问题,及个别隔片丢失后破坏不同厚度的隔片集的完整性,进而影响对隔片的正常选择使用问题;同时本发明实施例还解决了对具有不同内导体标准剥线长度值的同轴电缆进行内导体长度修剪时,存在的查找、切换不同厚度的隔片的操作效率低的问题,提高生产效率。
29.如图1~图6所示,本发明实施例提供的集成式同轴电缆内导体长度修剪工装1在工装本体上按阶梯状方式设置有不同的厚度区域,包括第一厚度区域101、第二厚度区域102、第三厚度区域103、第四厚度区域104、第五厚度区域105和第六厚度区域106。以及在所述各不同厚度区域上开有不同直径的通孔,包括第一通孔121、第二通孔122、第三通孔123、第四通孔124、第五通孔125、第六通孔126和第七通孔127。以及,在实施例中,刻在图1所示工装最左侧厚度区域上的各通孔的直径值,包括第一直径值141、第二直径值142、第三直径值143、第四直径值144、第五直径值145、第六直径值146和第七直径值147。以及刻在工装各厚度区域顶部的各厚度区域对应的同轴电缆内导体标准剥线长度值,包括第一标准剥线长度值151、第二标准剥线长度值152、第三标准剥线长度值153、第四标准剥线长度值154、第五标准剥线长度值155和第六标准剥线长度值156。同轴电缆2包括同轴电缆外护套201,同轴电缆外导体202,同轴电缆内导体203。
30.本发明实施的工作过程:如图4所示,根据需要的同轴电缆内导体标准剥线长度,按本发明实施例工装上各厚度区域的刻字内容,找到对应于需要的内导体标准剥线值的厚度区域,然后根据工装上的通孔直径刻字内容,找到对应于所持同轴电缆内导体直径的通孔,将同轴电缆内导体插入该通孔中;将同轴电缆紧贴工装,然后用剪切工具紧贴工装另一侧对内导体进行修剪,然后取下同轴电缆,即将同轴电缆内导体的长度修剪到了内导体标准剥线长度,如图5所示。本发明的实施方式并不受图4所述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方
式,都包含在本发明的保护范围之内。
31.实施例1
32.一种集成式同轴电缆内导体长度修剪工装,包括工装本体,在工装本体上按阶梯状方式设置有不同的厚度区域,各不同的厚度区域的厚度值分别对应于不同的内导体标准剥线长度值;所述不同的厚度区域与工装本体为一体式结构;在所述各不同厚度区域上开有不同直径的通孔,各不同直径的通孔分别对应于内导体直径不同的各类同轴电缆,使得同轴电缆内导体能穿过通孔。
33.实施例2
34.在实施例1的基础上,位于同一厚度区域的通孔的位置“靠近”在相邻厚度区域中厚度值较小的厚度区域那一侧,所述“靠近”具体为通孔的位置与厚度值较小的厚度区域那一侧的距离要小于通孔的位置与厚度值较大的厚度区域那一侧的距离。
35.实施例3
36.在实施例1的基础上,各通孔在各不同的厚度区域上从上到下按直径从大到小排列。
37.实施例4
38.在实施例1的基础上,各厚度区域的顶部均刻有该区域的厚度尺寸对应的同轴电缆内导体标准剥线长度值。
39.实施例5
40.在实施例1的基础上,所述按阶梯状方式设置的不同的厚度区域的底部为平面支撑底座。
41.实施例6
42.在实施例1的基础上,所述集成式同轴电缆内导体长度修剪工装的靠边的一处厚度区域上从上到下依次刻上对应的各不同直径的通孔的直径值。
43.实施例7
44.在实施例3的基础上,各不同的厚度区域上的通孔数量、通孔直径值分布、通孔位置分布相同。
45.实施例8
46.在实施例1的基础上,在确定通孔直径时,通孔直径大小使同轴电缆内导体刚好能穿过通孔。
47.实施例9
48.一种集成式同轴电缆内导体长度修剪工装的使用方法,使用如实施例1~实施例8中任一项所述工装,并执行如下步骤:
49.步骤一,根据需要的同轴电缆内导体标准剥线长度,按工装上各厚度区域的刻字内容,找到对应于需要的内导体标准剥线值的厚度区域,然后根据工装上的通孔直径刻字内容,找到对应于所持同轴电缆内导体直径的通孔,将同轴电缆内导体插入该通孔中;
50.步骤二,将同轴电缆紧贴工装,然后用剪切工具紧贴工装另一侧对内导体进行修剪,然后取下同轴电缆,即将同轴电缆内导体的长度修剪到了内导体标准剥线长度。
51.上述技术方案只是本发明的一种实施方式,对于本领域内的技术人员而言,在本发明公开了应用方法和原理的基础上,很容易做出各种类型的改进或变形,而不仅限于本
发明上述具体实施方式所描述的方法,因此前面描述的方式只是优选的,而并不具有限制性的意义。
52.除以上实例以外,本领域技术人员根据上述公开内容获得启示或利用相关领域的知识或技术进行改动获得其他实施例,各个实施例的特征可以互换或替换,本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1