一种钢板连轧细晶热处理双重强化装置及方法与流程
1.本发明涉及一种钢板加工装置及方法,更具体地说,它涉及一种钢板连轧细晶热处理双重强化装置及方法。
背景技术:
2.网架、工具产品中有较多的钣金零件,这些零件在整个产品系统中是主要的承力部件,对产品使用性能起着决定性的作用。随着我国经济、技术的不断发展,市场上对强度可靠、加工性能良好、价格合适的板材需求量急剧增大,但是目前有些强度较高且强韧性优良的薄板板材,如16mnre薄板,由于技术要求高、加工难度大,在市场上供应十分紧张且价格昂贵,供应充足、价格适中的普通低碳钢q195、q235薄板如果用来制作关键承力部件,强度又无法满足产品技术要求。为此极有必要进行技术攻关,研发性能符合要求、技术自主、成本可控的产品进行产品替代,缓解市场供需矛盾。
技术实现要素:
3.市场上有些材料技术要求高、加工难度大,导致供需矛盾突出,为解决这些问题,本发明提供了一种可提高板材强度及韧性的钢板连轧细晶热处理双重强化装置及方法。
4.本发明的技术方案是,一种钢板连轧细晶热处理双重强化装置,包括连轧线和退火炉,连轧线包括若干单线,每一单线内设有连轧机组,各单线间通过过渡机构连接,单线下游还设有备用延伸段,退火炉包括主退火炉和辅助退火炉,辅助退火炉位于各备用延伸段上,主退火炉位于连轧线下游。本发明通过连轧线对板材胚料进行轧制,生成板形好、厚度公差小、表面质量均匀的轧硬卷,此时的轧硬卷虽然强度较高,但硬度很高,机械加工性能极差,为此轧硬卷再送入退火炉进行退火处理,既可以消除前道冷轧加工时产生的应力,还可以细化改变晶粒,得到较软的、有良好冷成型性能的组织,使钢板在高强度下具有良好的塑性,降低连轧加工后轧硬卷的硬度,改善轧硬卷的成型性能,利于后续的机械加工。本发明中连轧线可配置多条单线,多条单线可通过过渡机构连接成一整体,这样带钢可进行更多次数的连轧,获得更好的外观及理化性能,且连续性好,避免在多台无关联的轧机上反复上料、下料才能完成多次轧制的麻烦。如果带钢轧制的最终目标厚度要求不高,还可以停用过渡机构,启用备用延伸段,这样每条单线又可与各自对应备用延伸段上的退火炉临时组合,构成更多分散独立的缩小型钢板连轧细晶热处理双重强化装置,同步进行钢板的连轧细晶热处理双重强化加工,大大提高生产效率。
5.作为优选,所述单线为两条且构成闭环,分别为正向线和逆向线。正向线和逆向线构成一闭环,带钢可以在正向线和逆向线间实现不间断转移,在闭环中连续输送、加工,更好地改善钢板强度及外观,并提高生产效率。
6.作为优选,正向线和逆向线间具有上下落差,所述过渡机构包括上行辊组和下行辊组,上行辊组位于在上单线的始端与在下单线的终端之间,下行辊组位于在上单线的终端与在下单线的始端之间。由于连轧机组轧制钢板时,钢板平面通常处于水平面内,为此正
向线和逆向线可以在空间高度内上下布置,这样带钢在正向线和逆向线间转移时只需在上、下方向上弯曲即可完成转向,工艺难度极低。
7.作为优选,上行辊组、下行辊组均包括机体和多组成对设置的带钢输送辊,带钢输送辊转动连接在机体上。带钢输送辊配对,分解夹在带钢两面,配对的带钢输送辊反向转动,通过摩擦力提供带钢转向输送的动力。
8.作为另选,正向线和逆向线平行,所述过渡机构包括带钢卷轴架和导轨,导轨连接正向线的始端和逆向线的终端,以及正向线的终端和逆向线的始端,带钢卷轴架滑动连接在导轨上。正向线和逆向线也可在同一高度上平行布置,先在一条单线上完成连轧并收卷成轧硬卷放置在带钢卷轴架上,再通过带钢卷轴架将轧硬卷整体平移到另一单线上。该技术方案虽效率较低,但对场地要求较低,布置更为容易。
9.作为优选,辅助退火炉为全氢强对流罩式退火炉。采用全氢强对流罩式退火炉进行退火处理,可确保材料的硬度均匀、组织均匀,耐疲劳性好,并具有优越的成型性能,及优良的表面光洁度。全氢强对流罩式退火炉为非连续式退火炉,可在线外独立运行,适合在启用备用延伸段时使用,与主退火炉并行使用,起到辅助支持作用,分摊主退火炉负荷。
10.作为优选,主退火炉为连续退火炉。采用连续退火炉有以下优点:以带钢状态进行连续热处理可得到性能均匀、表面光洁的产品;控制炉内张力,可改善带钢板形,带钢平直度好;没有粘结和沙粒压入缺陷,钢材收得率高,且平整效率高、质量好;可将退火步骤及相关辅助步骤一次完成,减少了多次钢卷处理,减少因此而产生的废品,提高良品率;使得生产过程简单合理、管理方便;生产出成品的时间、交货、贮备料也大大减少;车间布置紧凑、占地面积小,省掉许多辅助设备,设备费用降低,劳动定员大大减少,而且节省能源。
11.作为另选,主退火炉为热水淬火式退火炉。热水淬火式退火炉也适用于连续退火方式,适合与连轧线对接,扩展成连续性更强、效率更高的生产线。
12.作为优选,所述钢板连轧细晶热处理双重强化装置具有单线运行模式和多线协同运行模式。各单线既可单机运行,又可多条单线组合,协同运行,从而根据生产任务的变化灵活调配设备生产能力,最大程度实现产品品质和生产效率的平衡。
13.一种基于所述的钢板连轧细晶热处理双重强化装置的钢板连轧细晶热处理双重强化方法,包括以下步骤:步骤一.带钢胚料上线;步骤二.带钢胚料在所述连轧线中轧制,直至带钢达到目标厚度;步骤三.带钢离开连轧线,进入退火炉实施细晶热处理。
14.通过该方法,可使钢板晶粒更细小、性能更均匀一致,表面质量更优异,并提高生产效率,降低生产成本,使产品在市场上具有较强的竞争力。
15.本发明的有益效果是:改善薄板综合性能。本发明结合了连轧和细晶热处理工艺,使薄板制品在具有高强度和硬度的同时,仍能保持良好的塑性,兼具良好的强度和韧性,产品综合性能优异。
16.设备使用灵活。本发明中各单线既可单机运行,又可多条单线组合,协同运行,从而根据生产任务的变化灵活调配设备生产能力,最大程度实现产品品质和生产效率的平衡。
附图说明
17.图1为本发明的一种结构示意图;图2为本发明的一种俯视图;图3为本发明的另一种结构示意图。
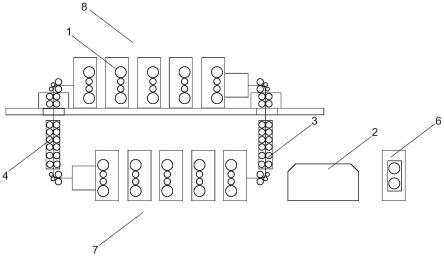
18.图中,1-连轧机组,2-主退火炉,3-上行辊组,4-下行辊组,5-辅助退火炉,6-精整机组,7-正向线,8-逆向线,9-带钢卷轴架,10-导轨。
具体实施方式
19.下面结合附图具体实施例对本发明作进一步说明。
20.实施例1:如图1所示,一种钢板连轧细晶热处理双重强化装置,包括连轧线和退火炉,以及plc系统。连轧线包括两条单线,每一单线内设有连轧机组1,两单线中有一条为主干单线,另一条为分支单线,各单线间通过过渡机构连接,即一条单线的终端与另一单线的始端衔接,分支单线下游还设有备用延伸段,退火炉包括主退火炉2和辅助退火炉5,辅助退火炉5位于备用延伸段上,主退火炉2位于连轧线下游。所述主干单线为正向线7,分支单线为逆向线8,正向线7、逆向线8构成闭环,正向线7和逆向线8间具有上下落差,分别位于厂房的第一、第二层,第二层楼板上设有带钢通道。所述过渡机构包括上行辊组3和下行辊组4,上行辊组3位于在上单线的始端与在下单线的终端之间,下行辊组4位于在上单线的终端与在下单线的始端之间。上行辊组3、下行辊组4均包括机体和多组成对设置的带钢输送辊,带钢输送辊转动连接在机体上并通过一齿轮传动机构由一电机驱动。辅助退火炉5为全氢强对流罩式退火炉,主退火炉2为连续退火炉。主退火炉2下游还连有延伸功能段,延伸功能段上设有精整机组6,精整机组6对冷轧带钢的力学性能进行调质;平整后提高带钢的表面质量。本钢板连轧细晶热处理双重强化装置具有单线运行模式和多线协同运行模式。
21.一种基于所述的钢板连轧细晶热处理双重强化装置的钢板连轧细晶热处理双重强化方法,包括以下步骤:步骤一.带钢胚料上线,该步骤将采购的经过初步加工的带钢胚料载入所述正向线的始端;步骤二.选择多线协同运行模式,在plc控制下,带钢胚料在正向线7中经过连轧机组1轧制;带钢前端头到达正向线7终端时,该处的换向辊组引导带钢前端头向上弯曲90
°
,所述过渡机构启动,上行辊组3夹住带钢前端头向上垂直推送,使带钢前端头转移至逆向线8始端;在逆向线8中继续进行轧制;带钢前端头到达逆向线8终端时,该处的换向辊组引导带钢前端头向下弯曲90
°
,下行辊组4夹住带钢前端头向下垂直推送,使带钢前端头返回正向线7始端;如此循环往复,直至带钢达到目标厚度,再从正向线7终端输出,形成轧硬卷;步骤三.轧硬卷离开连轧线,进入主退火炉2实施细晶热处理。
22.实施例2:如图2所示,正向线7和逆向线8平行,位于同层厂房内。所述过渡机构包括带钢卷轴架9和导轨10,导轨连接正向线7的始端和逆向线8的终端,以及正向线7的终端和逆向线8的始端,带钢卷轴架滑动连接在导轨上,并通过卷扬机驱动。主退火炉2也为全氢强对流罩式退火炉。
23.步骤二中,带钢胚料在正向线7中经过连轧机组1轧制,在正向线7终端收卷成一道轧硬卷放置在带钢卷轴架上;再通过带钢卷轴架将一道轧硬卷整体平移到逆向线8的始端,重新展开,在逆向线8中经过连轧机组1轧制,在逆向线8终端收卷成二道轧硬卷放置在带钢卷轴架上;二道轧硬卷通过带钢卷轴架将整体返回正向线7的始端;如此循环往复,直至带钢达到目标厚度,最后从正向线7终端输出,形成轧硬卷。
24.步骤三中,轧硬卷随带钢卷轴架继续滑动,离开连轧线,靠近主退火炉2,用吊具将轧硬卷逐一吊装送入主退火炉2。
25.其余同实施例1。
26.实施例3:如图3所示,连轧线由三条单线构成,其中一条为主干单线,两条为分支单线,分支单线下游还设有备用延伸段。
27.步骤一中,将采购的经过初步加工的带钢胚料分别载入各单线的始端;步骤二中,选择单线运行模式,屏蔽各所述过渡机构。在plc控制下,各单线上的带钢胚料各自进行反复轧制,直至带钢达到目标厚度,再从各单线终端输出,形成轧硬卷并放置在各单线配置的带钢卷轴架上;步骤三中,各单线终端的轧硬卷各自就近送入辅助退火炉5或主退火炉2。
28.其余同实施例2。
29.实施例4:主退火炉2为热水淬火式退火炉。其余同实施例1。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1