新型电池放电装备及工艺的制作方法
1.本发明涉及一种用于废旧电池批量放电处理的装置,属于电池拆解回收再生技术领域。
背景技术:
2.随着新能源汽车的发展,将会有大量的电池退役或报废。需要对这些退役或报废的电池进行无害化处理和回收再利用。然而这些退役下来的电池里还存有一定的电量,直接进行拆解处理容易发生火灾等安全事故,所以需要对这些电池进行放电处理。
3.传统的放电处理方法是依靠人工把电池浸泡在盐水里进行放电,这种放电方法效率低,会产生大量的带有有害物质的废水,而且这些废水不能直接排放,需要进行废水处理,因此还会增加投资运营成本。
技术实现要素:
4.本发明的目的是提供一种新型电池放电装备及工艺,自动化程度高,能代替传统的盐水浸泡电池放电方式,并且不产生废水,不会造成环境污染。
5.本发明的主要技术方案有:
6.一种新型电池放电装备,包括输送设备,其中输送设备包括上层输送设备和下层输送设备,还包括用于码放待放电电池的电池托盘、用于对待放电电池进行放电的放电柜、用于使待放电电池与放电柜组成放电回路的放电设备以及依次布置且两两间通过上层输送设备衔接的用于提供并输送电池托盘的第一提升回流设备、用于自动检测待放电电池极柱方向以及自动码放待放电电池的自动检测抓取设备、用于将盛装待放电电池的电池托盘送进送出放电设备的升降移载设备、用于从电池托盘中取出待放电电池的电池下线抓取设备和用于将电池托盘运离电池下线抓取设备的第二提升回流设备,下层输送设备贯穿自动检测抓取设备、升降移载设备和电池下线抓取设备,所述电池下线抓取设备设有电池出口和电池托盘出口,电池出口处设有电池下线输送机,第二提升回流设备与电池托盘出口通过输送设备衔接,所述自动检测抓取设备设有电池入口和电池托盘入口,第一提升回流设备与电池托盘入口通过输送设备衔接,升降移载设备设置在放电设备的进出口处,且升降移载设备处于最低工位时与上层输送设备3.1处于同一水平高度并衔接,放电设备内设有多对探针,每个探针上连接有一组用于与放电柜连接的电缆,每组电缆中包括一根用于信号采集的电缆和一根用于放电的电缆。
7.所述放电设备优选包括机架和多套上下分层且同向安装在所述机架上的放电机构,所述放电机构包括框架、直线移动驱动装置、探针组件以及安装在框架上的放电机构输送机、支撑架、顶升定位组件和直线移动导向装置;支撑架和直线移动导向装置水平安装在框架的顶部,直线移动驱动装置安装在支撑架上,成对的探针组件以直线移动导向装置为导向、在直线移动驱动装置的带动下前后反向平移,探针组件上设有左右间隔分布的多个探针,成对的探针组件上的探针数量相等且一一对应组成探针对;顶升定位组件位于探针
组件的正下方,顶升定位组件的可动部相对其固定部上下滑移;输送机包括位于顶升定位组件左右旁侧的两个辊轮组,输送机的输送方向为前后方向,辊轮组中各辊轮轮面的最高点不低于顶升定位组件处于低位时的顶面高度,所有放电机构的前侧面或后侧面构成为所述放电设备的进出口。
8.所述自动检测抓取设备可以包括用于将待放电电池逐个移送并放入电池托盘的抓取装置、用于检测待放电电池的电学参数和正负极以及将待放电电池移送至所述抓取装置的检测装置和用于将所述电池托盘送进送出抓取装置的托盘输送装置,检测装置和抓取装置前后并排设置,托盘输送装置左右延伸铺设并贯穿所述抓取装置的内部空间,托盘输送装置的左右两端分别与相应处的所述输送设备衔接,检测装置设有用于运送待放电电池的检测装置输送机,所述检测装置输送机前后延伸铺设且其一端插入抓取装置的内部空间。
9.所述抓取装置可以包括通过抓放待放电电池将待放电电池放入电池托盘的伺服抓取机构、作为安装基础结构件的底架和安装在底架上的用于移动伺服抓取机构的三轴龙门机构、用于举升并固定所述电池托盘的顶升定位组件、用于调整电池托盘上电池装夹位的横向空间尺寸的横向伺服调整机构和用于调整电池托盘上电池装夹位的纵向空间尺寸的纵向伺服调整机构;所述检测装置还包括作为安装基础结构件的机座和相对机座固定安装的用于夹持检测装置输送机上的待放电电池的夹持机构、用于临时截停检测装置输送机上的待放电电池的阻挡机构、通过夹持摆正检测装置输送机上的待放电电池的方位的夹正机构、用于对检测装置输送机上正在进入抓取装置的待放电电池进行导向的导流机构和用于对待放电电池的电学参数及正负极进行自动检测的检测机构,检测装置输送机安装在机座上,所述检测装置输送机包括电池上线输送机,电池上线输送机的沿线按照电池上线输送机的输送方向依次设有夹持机构、阻挡机构、夹正机构、阻挡机构、导流机构和夹正机构,其中的导流机构和后一个夹正机构位于抓取装置的内部空间,检测机构设置在电池上线输送机旁侧且靠近前一个夹正机构设置,机座与底架固定连接。
10.所述升降移载设备包括用于接送电池托盘出入放电设备的顶升移载组件、用于与左右两侧的输送设备衔接进行电池托盘移载的输送移载组件、用于改变输送移载组件高度的升降输送组件和用于安装上述各组件的升降机架;输送移载组件上设有前后两组辊轮,顶升移载组件的顶部是若干左右延伸、前后并排排列的滚轴,这些滚轴位于前后两组辊轮之间,顶升移载组件处于竖直行程的低位时滚轴的最高点低于辊轮的最高点。
11.所述电池下线抓取设备包括用于将电池托盘抬离输送设备并定位的顶升定位组件、用于抓放电池的电池抓取机构、用于带动电池抓取机构做升降运动的垂直运动机构、用于带动垂直运动机构进行水平移动的龙门移动机构和用于安装上述各机构和顶升定位组件的基础框架,上层输送设备左右贯穿所述电池下线抓取设备。
12.第一、第二提升回流设备包括用于搭载电池托盘的提升输送机、用于带动提升输送机升降的顶升组件、用于带动顶升组件升高的顶升气缸、用于在升降时导向的导向组件和用于安装上述各组件和顶升气缸的提升机架,提升输送机的主体是输送方向为左右方向的输送滚道;顶升组件采用链轮链条结构,链轮安装在顶升气缸的气缸杆上,链条从上方绕过链轮,链条的一端固定在提升输送机上,另一端固定在提升机架上;第一、第二提升回流设备均有高、低两个工位,高工位和低工位分别与上层输送设备和下层输送设备处于同一
水平高度并对接。
13.所述检测装置输送机还优选包括电池缓存输送机,电池缓存输送机的沿线按照缓存输送机的输送方向依次设有导流机构和夹正机构,且该导流机构和夹正机构也位于抓取装置的内部空间。
14.一种新型电池放电工艺,采用所述新型电池放电装置实施以下步骤:
15.s1.待放电电池通过人工或机械被送至自动检测抓取设备的电池入口,空的电池托盘由第一提升回流设备和上层输送设备送至自动检测抓取设备的电池托盘入口;
16.s2.自动检测抓取设备检测待放电电池的极柱方向和电学参数后,将待放电电池码放到电池托盘中;
17.s3.输送设备将盛装有电池的电池托盘从自动检测抓取设备送至升降移载设备;
18.s4.升降移载设备将盛装有电池的电池托盘送入放电设备的空闲的放电工位;
19.s5.放电柜对电池托盘中的待放电电池进行放电;
20.s6.盛装有电池的电池托盘先由升降移载设备从放电设备移送至输送设备,再由输送设备移送至电池下线抓取设备;
21.s7.电池下线抓取设备从电池托盘中取出待放电电池,并将其放到电池下线输送机上;空的电池托盘经第二提升回流设备和输送设备返回自动检测抓取设备。
22.进一步地,步骤s2中自动检测抓取设备在执行相应操作前将对相关结构进行调整,包括根据电池正负极柱间距自动调整探针间距,根据电池的厚度自动调整导流机构的导流板间距以及夹正机构的定位位置,根据电池的宽度自动调整阻挡机构的阻挡距离,根据电池的宽度和厚度通过横向伺服调整机构和纵向伺服调整机构自动调整电池托盘上电池装夹位的横向和纵向空间尺寸;
23.更进一步地,在步骤s1之前先进行步骤s0,步骤s0的内容是设置系统参数,包括输入待放电电池的宽度、厚度和高度以及极柱间距。
24.本发明的有益效果是:
25.采用本发明对废旧电池进行放电处理,没有污水排放,因此减少了对环境的污染,也因此降低了运营成本,而且电池放电彻底,不反弹。
26.采用本发明对废旧电池进行放电处理,整个过程自动完成,自动输送、自动放电、放电完成后自动停止并自动输出,不需人工参与,安全性更好,且效率高。
27.本发明的电池兼容范围大,基本满足市面上铝壳和钢壳锂电池。
28.通过组合使用放电设备和放电柜,本发明可以把废旧电池放出的电并入工厂内部电网进行二次利用,实现了残余电量的回收利用。
附图说明
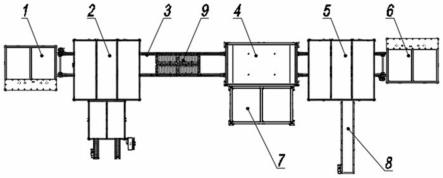
29.图1a为本发明的新型电池放电装备的一个实施例的设备布局图;
30.图1b为图1a的俯视图;
31.图2为所述放电设备的一个实施例的结构示意图;
32.图3为图2中的放电机构的结构示意图;
33.图4为图3中的所述探针组件的结构示意图;
34.图5为图3的所述顶升定位组件的结构示意图;
35.图6a为本发明的自动检测抓取设备的一个实施例的结构示意图(除去上罩);
36.图6b为图6a的俯视图(带有上罩);
37.图7a为图6a中的抓取装置的结构示意图(除去上罩);
38.图7b为图7a的俯视图(除去上罩);
39.图8a为图6a中的检测装置的结构示意图(除去上罩);
40.图8b为图8a的俯视图(除去上罩);
41.图9为所述升降移载设备的一个实施例的结构示意图;
42.图10为所述电池下线抓取设备的一个实施例的结构示意图;
43.图11为所述第一提升回流设备的一个实施例的结构示意图。
44.附图标记:
45.1、第一提升回流设备;1.1提升机架;1.2顶升组件;1.3导向组件;1.4顶升气缸;1.5提升输送机;
46.2、自动检测抓取设备;2.1抓取装置;2.1.1三轴龙门机构;2.1.2纵向伺服调整机构;2.1.3顶升定位组件;2.1.4底架;2.1.5伺服抓取机构;2.1.6横向伺服调整机构;2.2检测装置;2.2.1检测机构;2.2.2机座;2.2.3电池缓存输送机;2.2.4电池上线输送机;2.2.5夹持机构;2.2.6阻挡机构;2.2.7夹正机构;2.2.8导流机构;2.3.托盘输送装置;
47.3、输送设备;3.1上层输送设备;3.2下层输送设备;
48.4、升降移载设备;4.1升降机架;4.2顶升移载组件;4.3输送移载组件;4.4升降输送组件;
49.5、电池下线抓取设备;5.2垂直运动机构;5.3龙门移动机构;5.4电池抓取机构;5.5顶升定位组件;5.6基础框架;
50.6、第二提升回流设备;
51.7、放电设备;7.1.机架;7.2.放电机构;7.2.1框架;7.2.2放电机构输送机;7.2.3支撑架;7.2.4支撑板;7.2.5正向滚珠丝杠;7.2.6螺母座;7.2.7正向滚珠螺母;7.2.8伺服减速电机;7.2.9探针组件;7.2.9.1安装杆;7.2.9.2探针座;7.2.9.3探针;7.2.10滑块导轨组件;7.2.11l形连接座;7.2.12反向滚珠丝杠;7.2.13反向滚珠螺母;7.2.14顶升定位组件;7.2.14.1同步升降器;7.2.14.2顶升定位板;7.2.14.3伺服电机;7.2.14.4电机座;
52.8、电池下线输送机;9、电池托盘;10、待放电电池。
具体实施方式
53.如图1-8b所示,本发明公开了一种新型电池放电装备,包括输送设备3,其中输送设备3包括上层输送设备3.1和下层输送设备3.2,还包括用于码放待放电电池10的电池托盘9、用于对待放电电池进行放电的放电柜(图中未示出)、用于摆放待放电电池并使待放电电池与放电柜组成放电回路的放电设备7以及依次布置且两两间通过上层输送设备3.1衔接的用于向自动检测抓取设备提供并输送电池托盘的第一提升回流设备1、用于自动检测待放电电池极柱方向以及自动码放待放电电池的自动检测抓取设备2、用于将盛装待放电电池的电池托盘送进送出放电设备的升降移载设备4、用于从电池托盘中取出待放电电池的电池下线抓取设备5和用于将电池托盘运离电池下线抓取设备的第二提升回流设备6。下层输送设备3.2贯穿自动检测抓取设备、升降移载设备和电池下线抓取设备。
54.所述电池下线抓取设备设有电池出口和电池托盘出口,电池出口处设有电池下线输送机8,用于将放电后的电池运离电池下线抓取设备。第二提升回流设备6与电池托盘出口通过输送设备3衔接。所述自动检测抓取设备设有电池入口和电池托盘入口,第一提升回流设备1与电池托盘入口通过输送设备3衔接。升降移载设备4设置在放电设备的进出口处,且升降移载设备处于最低工位时与上层输送设备3.1处于同一水平高度并衔接。
55.放电设备内设有多对探针,每个探针上连接有一组用于与放电柜连接的电缆,每组电缆中包括一根用于信号采集的电缆和一根用于放电的电缆。每对探针用于与一个待放电电池的正负极柱接触形成闭合的放电回路。
56.所述新型电池放电装备设有主控制系统,主控制系统可接收并执行操作指令(例如启停指令)、接收电池参数(例如待放电电池的宽度、高度、厚度和极柱间距等),接收传感器反馈信号(例如电池托盘举升到位信号等),执行自动控制程序实现上述各设备的机械动作和相互间的动作协调,所述主控制系统可以采用现有技术手段实现。主控制系统可以控制和协调各设备的分控制系统对相应设备执行控制作业。
57.通过自动检测抓取设备可以自动对待放电电池逐个进行放电前的必要检测,再将待放电电池整齐码放到电池托盘中,通过放电设备和放电柜对整个电池托盘中的待放电电池进行同时集中放电处理,再通过电池下线抓取设备自动将放电后的电池与电池托盘进行分离,通过提升回流设备、输送设备和升降移载设备进行上述设备间电池和/或电池托盘的自动流转,整个过程自动完成,并且没有废水产生。
58.所述放电设备7包括机架7.1和多套上下分层且同向安装在所述机架上的放电机构7.2。所述放电机构包括框架7.2.1、直线移动驱动装置、探针组件7.2.9以及安装在框架上的放电机构输送机7.2.2、支撑架7.2.3、顶升定位组件7.2.14和直线移动导向装置。支撑架和直线移动导向装置水平安装在框架的顶部,直线移动驱动装置安装在支撑架上,直线移动驱动装置的驱动方向为前后水平方向。成对的探针组件以直线移动导向装置为导向、在直线移动驱动装置的带动下前后反向平移,以便调节成对探针的间距,进而适应不同待放电电池的不同极柱间距。探针组件上设有左右间隔分布的多个探针7.2.9.3。成对的探针组件上的探针数量相等且一一对应组成探针对,每个探针对用于连接一个待放电电池的正负极柱。顶升定位组件位于探针组件的正下方,顶升定位组件的可动部相对其固定部上下滑移。顶升定位组件用于向上托举待放电电池使电池的电极与探针接触。
59.放电机构输送机包括位于顶升定位组件左右旁侧的两个辊轮组,输送机的输送方向为前后方向,辊轮组中各辊轮轮面的最高点不低于顶升定位组件处于低位时的顶面高度。放电机构输送机用于运送电池托盘进出所述放电设备,运送状态下电池托盘的左右边缘搭在左右两个辊轮组的辊轮轮面上。所有放电机构的前侧面或后侧面构成为所述放电设备的进出口。
60.附图所示实施例中,所述直线移动驱动装置包括正向滚珠丝杠螺母组件、反向滚珠丝杠螺母组件、同步带轮组件和伺服减速电机7.2.8。伺服减速电机安装在支撑架上,伺服减速电机输出轴前后延伸。正向滚珠丝杠螺母组件的正向滚珠丝杠7.2.5和反向滚珠丝杠螺母组件的反向滚珠丝杠7.2.12前后水平延伸且左右间隔布置。正向滚珠丝杠和反向滚珠丝杠的旋向相反,正向滚珠丝杠和反向滚珠丝杠的两端均安装在支撑架上。同步带轮组件包括三个带轮和绕在三个带轮上的皮带,三个带轮分别安装在正向滚珠丝杠和反向滚珠
丝杠的一端以及伺服减速电机的输出轴上。伺服减速电机转动,带动其上安装的带轮转动,再通过皮带带动另外两个带轮同步转动,相应带动正向滚珠丝杠螺母组件的正向滚珠螺母7.2.7和反向滚珠丝杠螺母组件的反向滚珠螺母7.2.13沿各自的滚珠丝杠前后移动。由于正向滚珠丝杠和反向滚珠丝杠的旋向相反,正向滚珠螺母和反向滚珠螺母的移动方向也相反。成对的两个探针组件分别与正向滚珠螺母和反向滚珠螺母固定连接,因此正、反向滚珠螺母带动成对的两个探针组件反向移动。
61.正向滚珠丝杠和反向滚珠丝杠的两端均可以通过支撑板7.2.4安装在支撑架上。伺服减速电机通过减速机固定板安装在支撑架上。
62.所述直线移动导向装置可以采用两组滑块导轨组件7.2.10,两组滑块导轨组件中的导轨均呈前后水平延伸并分别安装在框架顶部的左右边框上,每组滑块导轨组件中有多个滑块。
63.单个探针组件除了包括多个用于与待放电电池的电极接触的探针,还包括一根左右延伸的安装杆7.2.9.1和多个探针座7.2.9.2,探针座和探针一一对应,探针通过相应探针座安装在所述安装杆上并间隔布置,安装杆左右延伸。所述安装杆的左右两端分别固定连接在左右两组滑块导轨组件中的对应滑块上。由于探针组件成对设置,因此每组滑块导轨组件中的滑块至少有一前一后两个,以便与两根安装杆的端部连接。成对的探针组件的两根所述安装杆的中部分别与正向滚珠螺母和反向滚珠螺母固定连接。正向滚珠螺母和反向滚珠螺母前后移动时带动相应的安装杆一起前后移动。
64.待放电电池的两个电极与相应探针接触形成闭合导电回路后进行放电。单个探针组件上探针的数量即为成对探针组件可连接待放电电池的数量。所述放电设备与放电柜组合使用还可以把废旧电池放出的电并入工厂内部电网进行二次利用,实现了残余电量的回收利用。
65.所述正向滚珠螺母和反向滚珠螺母各自可以有多个,其个数优选与所述探针组件的对数相等。附图所示实施例中正向滚珠螺母和反向滚珠螺母各有两个,分别与两对探针组件相对应。这样滚珠丝杠旋转时,两对探针组件同步进行前后开合运动,比一对探针组件时所支持同时放电的电池数增加一倍。相应地,每组滑块导轨组件中有四个滑块,以便与四根安装杆的端部固定连接。
66.附图所示实施例中所述安装杆的两端可以通过l形连接座7.2.11与相应滑块固定连接。
67.所述直线移动驱动装置还可以包括螺母座7.2.6,正向滚珠螺母和反向滚珠螺母分别通过一个所述螺母座与成对的探针组件的两根安装杆固定连接。
68.所述顶升定位组件可以包括同步升降器7.2.14.1、顶升定位板7.2.14.2、伺服电机7.2.14.3和电机座7.2.14.4,顶升定位板水平固定安装在同步升降器的顶部,所述同步升降器的底部法兰固定在框架上。所述伺服电机可以通过所述电机座安装在框架上,伺服电机的输出轴与同步升降器的动力输入轴同轴固定连接,附图所示实施例中伺服电机的输出轴与同步升降器的动力输入轴通过联轴器连接。
69.所述电池托盘设有多个纵横排列的电池装夹位,且电池装夹位的纵向和横向空间尺寸可调,以适应不同尺寸的待放电电池。
70.所述自动检测抓取设备包括用于将待放电电池逐个移送并放入电池托盘的抓取
装置2.1、用于检测待放电电池的电学参数(包括电压、电量、内阻等)和正负极以及将待放电电池移送至所述抓取装置的检测装置2.2和用于将所述电池托盘送进送出抓取装置的托盘输送装置2.3。检测装置和抓取装置前后并排设置,托盘输送装置左右延伸铺设并贯穿所述抓取装置的内部空间。托盘输送装置的左右两端分别与相应处的所述输送设备3衔接。检测装置2.2的内部空间设有用于运送待放电电池的检测装置输送机,所述检测装置输送机前后延伸铺设且其一端插入抓取装置的内部空间。
71.所述抓取装置包括通过抓放待放电电池将待放电电池放入电池托盘的伺服抓取机构2.1.5、作为安装基础结构件的底架2.1.4和安装在底架上的用于移动伺服抓取机构的三轴龙门机构2.1.1、用于举升并固定所述电池托盘的顶升定位组件2.1.3、用于调整电池托盘上电池装夹位的横向空间尺寸的横向伺服调整机构2.1.6和用于调整电池托盘上电池装夹位的纵向空间尺寸的纵向伺服调整机构2.1.2。所述待放电电池从检测装置进入抓取装置后,三轴龙门机构会带动伺服抓取机构抓取待放电电池再送至某个空着的电池装夹位上。待放电电池被送入电池装夹位之前,顶升定位组件先将电池托盘抬离托盘输送装置2.3并固定,然后横向伺服调整机构和纵向伺服调整机构动作将电池装夹位的空间尺寸调整成与待放电电池的大小相适应的程度,为放入待放电电池做准备。
72.除所述检测装置输送机外,所述检测装置还包括作为安装基础结构件的机座2.2.2和相对机座固定安装的用于夹持检测装置输送机上的待放电电池的夹持机构2.2.5、用于临时截停检测装置输送机上的待放电电池的阻挡机构2.2.6、通过夹持摆正检测装置输送机上的待放电电池的方位的夹正机构2.2.7、用于对检测装置输送机上正在进入抓取装置的待放电电池进行导向的导流机构2.2.8和用于对待放电电池的电学参数及正负极进行自动检测的检测机构2.2.1。检测装置输送机安装在机座上。所述检测装置输送机包括电池上线输送机2.2.4,电池上线输送机的沿线按照电池上线输送机的输送方向依次设有夹持机构2.2.5、阻挡机构2.2.6、夹正机构2.2.7、阻挡机构2.2.6、导流机构2.2.8和夹正机构2.2.7,其中的导流机构和后一个夹正机构位于抓取装置的内部空间。检测机构也设置在电池上线输送机旁侧且靠近前一个夹正机构设置,夹正机构自动夹正电池可以方便检测机构的检测。机座与底架固定连接。
73.导流机构同时吊挂在机座和底架上,后一个夹正机构2.2.7固定在底架上。当待放电电池被后一个阻挡机构截停后,用该阻挡机构前方的夹正机构即前一个夹正机构定位并夹持待回收电池使该电池的极柱可以与检测机构的探针在电池厚度方向上对齐,然后检测机构对该待放电电池执行自动检测。经过自动检测的待放电电池通过导流机构进入抓取装置的内部空间,直到由后一个夹正机构定位并夹持到一个正确的位置上,等待伺服抓取机构2.1.5。
74.所述升降移载设备4包括用于接送电池托盘出入放电设备的顶升移载组件4.2、用于与左右两侧的输送设备3衔接进行电池托盘移载的输送移载组件4.3、用于改变输送移载组件高度的升降输送组件4.4和用于安装上述各组件的升降机架4.1。输送移载组件4.3上设有前后两组辊轮,用于左右方向输送电池托盘。顶升移载组件4.2的顶部是若干左右延伸、前后并排排列的滚轴,这些滚轴位于前后两组辊轮之间,没有移载任务时顶升移载组件处于竖直行程的低位,此时滚轴的最高点低于辊轮的最高点,电池托盘的前后两边缘搭在两组辊轮上由输送移载组件进行左右方向输送;当顶升移载组件处于竖直行程的高位时,
滚轴的最高点高于辊轮的最高点,电池托盘落在滚轴上由顶升移载组件进行前后方向输送。输送移载组件4.3处于最低工位时与上层输送设备3.1处于同一水平高度并对接。
75.电池托盘进入放电设备的过程是:电池托盘输送到升降移载设备4内的输送移载组件4.3上,当放电设备7内的某一放电机构7.2为空闲时,系统自动控制升降移载设备4的升降输送组件4.4带动输送移载组件4.3竖向移动,并把输送移载组件4.3提升到相应放电机构7.2的出入口处。顶升移载组件4.2把电池托盘顶起并通过滚轴转动把电池托盘输送到放电机构7.2的放电机构输送机7.2.2上。
76.电池托盘离开放电设备的过程是:当放电设备7内的某一放电机构7.2放电完成后,系统自动控制升降移载设备4的升降输送组件4.4把输送移载组件4.3提升到相应放电机构7.2出入口处,顶升移载组件4.2顶起,放电机构输送机7.2.2把电池托盘输送到顶升移载组件4.2上,顶升移载组件4.2下降,并把托盘放在输送移载组件4.3上;然后升降输送组件4.4把输送移载组件4.3带到底位;然后电池托盘在输送移载组件4.3的辊轮的带动下移出至输送设备3上。
77.所述电池下线抓取设备包括用于将电池托盘抬离输送设备并定位的顶升定位组件5.5、用于抓放电池的电池抓取机构5.4、用于带动电池抓取机构做升降运动的垂直运动机构5.2、用于带动垂直运动机构进行水平移动的龙门移动机构5.3和用于安装上述各机构和顶升定位组件5.5的基础框架5.6。上层输送设备左右贯穿所述电池下线抓取设备。
78.电池托盘被输送到电池下线抓取设备5内部后,顶升定位组件5.5启动将电池托盘抬离上层输送设备后定位,龙门移动机构5.3带动垂直运动机构5.2和电池抓取机构5.4移动到要抓取的电池处,垂直运动机构5.2下降到位后,电池抓取机构5.4抓取电池,然后垂直运动机构5.2上升到位后,龙门移动机构5.3启动并运动到电池下线输送机8处。垂直运动机构5.2下降到位后,电池抓取机构5.4松开电池,将电池放到电池下线输送机8上。然后垂直运动机构5.2上升到位,龙门移动机构5.3带动垂直运动机构5.2和电池抓取机构5.4移动到下一块要抓取的电池处。如此重复,直到电池抓取完成。
79.第一、第二提升回流设备(可简称为提升回流设备)相同,包括用于搭载电池托盘的提升输送机1.5、用于带动提升输送机1.5升降的顶升组件1.2、用于带动顶升组件1.2升高的顶升气缸1.4、用于在升降时导向的导向组件1.3和用于安装上述各组件和顶升气缸的提升机架1.1。提升输送机1.5的主体是输送方向为左右方向的输送滚道。顶升组件采用链轮链条结构,链轮安装在顶升气缸1.4的气缸杆上,链条从上方绕过链轮,链条的一端固定在提升输送机1.5上,另一端固定在提升机架1.1上。顶升气缸向上顶升时带动链轮向上运动,相应带动提升输送机1.5上移,顶升气缸1.4的气缸杆回缩时,提升输送机1.5靠自重下移,由此获得提升回流设备有高、低两个工位,即高工位与低工位。高工位与上层输送设备3.1处于同一水平高度并对接,低工位与下层输送设备3.2处于同一水平高度并对接。
80.在第二提升回流设备6处,当上层输送设备上的空的电池托盘需要移载到下层输送设备上时,顶升气缸1.4顶升,使提升输送机1.5与上层输送设备3.1处于同一水平高度上,上层输送设备把电池托盘输送到提升输送机1.5上,然后顶升气缸1.4回落,使提升输送机1.5与下层输送设备处于同一水平高度,提升输送机1.5把电池托盘输送到下层输送设备3.2上。
81.空的电池托盘经下层输送设备回流到第一提升回流设备1处时,需要从下层输送
设备移载到上层输送设备,此时顶升气缸1.4回落,使提升输送机1.5与下层输送设备处于同一水平高度,下层输送设备把电池托盘输送到提升输送机1.5上,顶升气缸1.4顶升,使提升输送机1.5与上层输送设备3.1处于同一水平高度上,然后提升输送机1.5把电池托盘输送出到上层输送设备上,准备再一次进入自动检测抓取设备。
82.所述检测装置输送机还优选包括电池缓存输送机2.2.3,电池缓存输送机通常与电池输送机平行设置,电池缓存输送机的沿线按照缓存输送机的输送方向依次设有导流机构2.2.8和夹正机构2.2.7,且该导流机构和夹正机构也位于抓取装置的内部空间。所述电池缓存输送机固定在机座2.2.2上。缓存输送机用于暂时存放不同规格的待放电电池。当更换待放电电池的规格时,前一规格的待放电电池还有剩余但不能装满一个电池托盘时,系统将自动把电池上线输送机上的待放电电池转移存放到电池缓存输送机上,然后继续等待与前一规格相同的电池。这些被转移的电池都是已经经过检测机构检测的电池,转移动作由抓取装置完成。
83.本发明还公开了一种新型电池放电工艺,该工艺采用所述新型电池放电装置实施以下步骤:
84.s1.待放电电池通过人工或机械被送至自动检测抓取设备的电池入口,空的电池托盘由第一提升回流设备和上层输送设备送至自动检测抓取设备的电池托盘入口;
85.s2.自动检测抓取设备2自动检测待放电电池的极柱方向和电学参数后,自动将待放电电池码放到电池托盘中。其中所述电池托盘来自第一提升回流设备和输送设备,待放电电池可通过人工或自动机械被放到电池入口,由电池入口进入自动检测抓取设备。
86.s3.输送设备3将盛装有电池的电池托盘从自动检测抓取设备送至升降移载设备4。
87.s4.升降移载设备将盛装有电池的电池托盘送入放电设备7的空闲的放电工位。放电设备中成对的探针组件根据待放电电池的极柱间距调整好距离,顶升定位组件启动向上托举电池托盘,使待放电电池的电极与探针接触并压紧,电池与放电柜建立电连接。
88.s5.放电柜对电池托盘中的待放电电池进行放电。
89.s6.盛装有电池的电池托盘先由升降移载设备从放电设备移送至输送设备,再由输送设备移送至电池下线抓取设备。
90.s7.电池下线抓取设备从电池托盘中取出待放电电池,并将其放到电池下线输送机上,通过人工或自动机械将放电后的电池运离所述新型电池放电装备。空的电池托盘经第二提升回流设备、下层输送设备3.2和第一提升回流设备返回自动检测抓取设备。
91.进一步地,步骤s2中,自动检测抓取设备在执行相应操作前将对相关结构进行调整,以匹配不同的待放电电池。例如根据电池正负极柱间距自动调整探针间距,根据电池的厚度自动调整导流机构的导流板间距以及夹正机构的定位位置,根据电池的宽度自动调整阻挡机构的阻挡距离,根据电池的宽度和厚度通过横向伺服调整机构和纵向伺服调整机构自动调整电池托盘上电池装夹位的横向和纵向空间尺寸等。
92.更进一步地,通常在步骤s1之前还进行步骤s0设置系统参数,系统参数包括待放电电池的宽度、高度、厚度和极柱间距等。所述系统参数由主控制系统接收,再统一提供给各个设备,以便各设备针对待放电电池的不同规格等进行适应性调整。例如自动检测抓取设备调整电池托盘中电池装夹位的横向纵向尺寸、探针间距、导流机构的导流板间距、夹正
机构的定位位置,放电设备将依据电池极柱间距自动调整探针距离;自动检测抓取设备和电池下线抓取设备根据电池的不同高度判断抓取时相关机构在竖直方向的运动距离;放电设备根据电池的不同高度判断顶升定位组件7.2.14的顶升高度。
93.其中步骤s4中,放电设备的工作过程是:所述放电设备的控制系统控制伺服减速电机7.2.8转动,根据电池参数自动调整两探针组件7.2.9间的距离以匹配所要放电电池正负极柱间距;电池托盘到达放电设备的出入口处,触发设在出入口处的传感器;放电机构输送机7.2.2启动,放电机构输送机的电机正转并输送电池托盘到设备内部,当触发托盘位置传感器时,放电机构输送机7.2.2停止;顶升定位组件7.2.14启动,顶升定位板7.2.14.2上升,当触发到高位传感器时,顶升停止,此时电池极柱与放电探针接触并压紧;系统开始放电;电池放电完成的信号反馈给控制系统;控制系统控制顶升定位组件7.2.14启动,顶升定位板7.2.14.2下降,此时电池极柱与放电探针脱离,当触发到低位传感器时,顶升定位组件7.2.14停止动作;放电机构输送机7.2.2启动,放电机构输送机的电机反转并输送电池托盘离开所述放电设备。
94.步骤s2中自动检测抓取设备的工作过程为:电池托盘被送进所述抓取装置内部,并触发传感器,顶升定位组件2.1.3工作,对电池托盘进行固定及定位。自动检测抓取设备的控制系统依据电池参数(主要指电池宽度和厚度)通过纵向伺服调整机构和横向伺服调整机构自动调整电池托盘上电池安装位的纵向和横向空间尺寸,以适应待回收电池在电池托盘上的装夹;阻挡机构依据控制系统的电池宽度参数自动调整阻挡距离,以适合要检测的电池;检测机构依据控制系统参数自动调整极柱探针的距离,以适合要检测的电池。待放电电池被依次放在电池输送机上。第一块电池输送到检测机构2.2.1处,触发传感器,电池上线输送机沿线的后一个阻挡机构动作将该电池截停,电池上线输送机沿线的前一个夹正机构2.2.7动作并夹正该电池;所述检测机构下压,使探针与电池正负极柱接触并压紧,开始实施检测,检测内容包括待回收电池的电压、内阻和正负极方向。当第一块电池正在检测时,第二块电池被电池输送机沿线的前一个阻挡机构截停,第三块电池则被夹持机构所夹持;第一块电池检测完成,检测机构上升,使探针与电池极柱脱离,夹正机构动作并松开待电池,电池上线输送机沿线的后一个阻挡机构放行第一块电池;第一块电池输送到电池上线输送机的尾部即电池抓取位时,触发传感器,电池上线输送机沿线的后一个夹正机构动作并夹正第一块电池;并传信号给控制系统;同时电池上线输送机沿线的前一个阻挡机构放行第二块电池,第二块电池输送到检测机构处,触发传感器,电池上线输送机沿线的后一个阻挡机构动作,电池上线输送机沿线的前一个夹正机构动作并夹正第二块电池;然后开始第二块电池的检测;当第二块电池输送到检测机构处时,电池上线输送机沿线的前一个阻挡机构动作,起阻挡作用,夹持机构动作放开第三块电池,第三块电池向前输送,并被电池上线输送机沿线的前一个阻挡机构阻挡;同时第四块电池被夹持机构所夹持,如此循环。控制系统接收到第一块电池到达电池抓取位的信号后,抓取装置开始动作。三轴龙门机构的x、z向运动机构同时运动并按照最短距离,并以最快速度水平移动到电池抓取位的上方;三轴龙门机构的y向运动机构向下运动,带动伺服抓取机构下降到达电池抓取位后停止运动,然后伺服抓取机构抓取电池;电池抓取完成后,三轴龙门机构的y向运动机构向上运动,达到最高点后停止运动;三轴龙门机构的x、z向运动机构同时运动并按照最短距离,并以最快速度水平移动到电池存放位的上方;三轴龙门机构的x、z向运动机构运动的同时,伺服抓
取机构依据控制系统反馈的电池正负极位置信息,自动旋转调整电池正负极位置,以满足放电柜的放电要求;三轴龙门机构的y向运动机构向下运动,带动伺服抓取机构下降到达电池存放位后停止运动,伺服抓取机构放开电池,电池码放完成;三轴龙门机构的y向运动机构向上运动归位,准备抓取移送下一块电池。
95.本发明自动化程度高,能够自动输送电池和电池托盘、自动进行多电池批量放电、放电完成后自动停止并自动输出电池和电池托盘,过程中不需要人工参与,生产效率高,并且环保。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1