晶圆裂片贴膜机构的制作方法
1.本实用新型涉及碳化硅晶圆裂片技术领域,特别是涉及一种晶圆裂片贴膜机构。
背景技术:
2.碳化硅晶圆经过激光隐切加工,激光束聚焦在晶圆内部,对焦点位置晶圆形成瞬间高温,在晶圆内部形成一系列纵横交错的破坏层,碳化硅晶圆硬度较高无法通过扩膜方式使晶圆裂开,需要适合设备沿晶圆切割道一条一条破开,芯片表面对碎屑敏感,裂片过程中在晶圆表面贴一层pe膜,防止裂片机构的劈刀和晶圆表面直接接触,也防止劈裂过程中产生的碎屑溅污染芯片。
3.目前在贴膜时,通过手工贴膜,对工人的操作能力要求高,劳动强度大,而且在需要将pe膜裁出一定长度并修剪成需要的形状,然后需要将切割后的pe膜贴在晶圆上,用手工贴的话,会导致pe膜出现褶皱。
技术实现要素:
4.为解决上述技术问题,本实用新型提供一种能够将切割后的pe膜精准、平整的贴在晶圆表面的晶圆裂片贴膜机构。
5.具体方案如下:
6.晶圆裂片贴膜机构,包括:安装在机架上的移动伺服模组、移动吸附底座和移动吸附装置,移动吸附底座安装在移动伺服模组上下移动的组件中,移动吸附装置安装在移动吸附底座上,移动吸附装置包括移动吸附直线轴承、移动吸附负压源和移动吸附固定位吸盘,移动吸附直线轴承包括移动吸附直线轴承套和移动吸附直线轴承轴,移动吸附直线轴承套固定在移动吸附底座上,移动吸附直线轴承轴穿过移动吸附直线轴承套,移动吸附直线轴承轴顶部设置有移动吸附限位块,底部连接有移动吸附固定位吸盘,移动吸附负压源通过移动吸附气道与移动吸附固定位吸盘连接。
7.移动吸附底座上设有辊压机构,辊压机构包括辊压气缸、辊压浮动板、辊压直线轴承、滚轴门型座和滚轴,辊压气缸固定在移动吸附底座上,辊压浮动板连接在辊压气缸活塞杆的末端;辊压直线轴承包括辊压直线轴承套和辊压直线轴承轴,辊压直线轴承套固定在辊压浮动板顶部,辊压直线轴承轴穿过辊压直线轴承套,辊压直线轴承轴顶部设有辊压限位块,底部与滚轴座连接,滚轴转动连接在滚轴门型座内;辊压气缸控制辊压浮动板上下移动,通过辊压直线轴承轴的辊压限位块带动整个滚轴门型座与滚轴上下移动,滚轴对pe膜的压力为滚轴门型固定座和滚轴的重力。
8.固定位吸盘的面积大于整个晶圆的面积。
9.移动伺服模组包括移动垂直伺服模组和移动水平伺服模组,移动水平伺服模组安装在机架上,移动垂直伺服模组滑动连接在移动水平伺服模组上,移动吸附底座滑动连接在移动垂直伺服模组上。
10.本实用新型提供的贴膜机构,通过移动伺服模组能够精准的定位取料位,并且能
够精准的进行贴膜,移动吸附固定位吸盘与pe膜接触后,经负压源产生负压后,将pe膜完整地吸附在移动吸附固定位吸盘底部,通过移动伺服模组进行贴膜,贴膜完成后,滚轴和滚轴门型座能够依靠自身的重力,对贴在晶圆表面pe膜施加压力,能够使pe膜粘贴的更加牢固。
附图说明
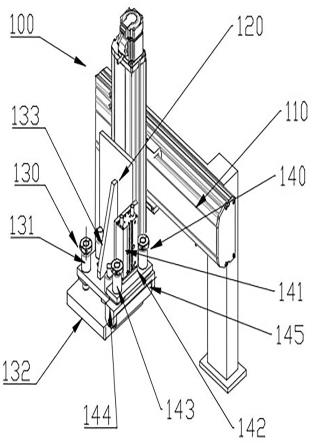
11.图1是本实用新型的机构示意图。
12.100、贴膜机构,110、移动伺服模组,120、移动吸附底座,130、移动吸附装置,131、移动吸附直线轴承,132、移动吸附固定位吸盘,133、移动吸附限位块,140、辊压机构,141、辊压气缸,142、辊压浮动板,143、辊压直线轴承,144、滚轴门型座,145、滚轴。
具体实施方式
13.下面将结合本实用新型中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施,而不是全部的实施,基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
14.本实用新型提供的一种贴膜机构100包括:安装在机架上的移动伺服模组110、移动吸附底座120和移动吸附装置130,移动吸附底座120安装在移动伺服模组110上下移动的组件中,移动吸附装置130安装在移动吸附底座120上,移动吸附装置130包括移动吸附直线轴承131、移动吸附负压源和移动吸附固定位吸盘132,移动吸附直线轴承131包括移动吸附直线轴承套和移动吸附直线轴承轴,移动吸附直线轴承套固定在移动吸附底座120上,移动吸附直线轴承轴穿过移动吸附直线轴承套,移动吸附直线轴承轴顶部设置有移动吸附限位块133,底部连接有移动吸附固定位吸盘132,移动吸附负压源通过移动吸附气道与移动吸附固定位吸盘132连接。移动吸附固定位吸盘132在对取料位422的pe膜进行吸附时,能够将pe膜完整的脱离下移动机构,随着将移动伺服模组110移动至气浮载台上,随后进行贴膜。整个过程,pe膜被完整的吸附在移动吸附固定位吸盘132下方,不会出现褶皱、卷边这种现象。
15.移动伺服模组110包括移动垂直伺服模组和移动水平伺服模组,移动水平伺服模组安装在机架上,移动垂直伺服模组滑动连接在移动水平伺服模组上,移动吸附底座120滑动连接在移动垂直伺服模组上。通过控制移动水平伺服模组将贴膜机构100移动至取料位,然后控制移动垂直伺服模组将切割完成的pe膜吸附,通过移动伺服模组110将pe膜移动至晶圆盘上方。
16.移动吸附底座120上设有辊压机构140,辊压机构140包括辊压气缸141、辊压浮动板142、辊压直线轴承143、滚轴门型座144和滚轴145,辊压气缸141固定在移动吸附底座120上,辊压浮动板142连接在辊压气缸141活塞杆的末端;辊压直线轴承143包括辊压直线轴承套和辊压直线轴承轴,辊压直线轴承套固定在辊压浮动板142顶部,辊压直线轴承轴穿过辊压直线轴承套,辊压直线轴承轴顶部设有辊压限位块,底部与滚轴门型座144连接,滚轴145转动连接在滚轴门型座144内;辊压气缸141控制辊压浮动板142上下移动,通过辊压直线轴承轴的辊压限位块带动整个滚轴门型座144与滚轴141上下移动,滚轴145对pe膜的压力为滚轴门型座144和滚轴145的重力。贴膜机构100在复位时,滚轴145能够依靠自身的重力,对
贴在晶圆表面pe膜施加压力,能够使pe膜粘贴的更加牢固。防止脱离。
17.工作过程:首先通过控制移动水平伺服模组120将贴膜机构100移动至取料位,然后控制移动垂直伺服模组将切割完成的pe膜吸附,通过移动伺服模组110将pe膜移动至晶圆盘上方,控制移动垂直伺服模组将pe膜向晶圆靠近,并且对晶圆进行贴膜,随后贴膜机构100进行复位,随后辊压气缸141控制辊压浮动板142下移,使得滚轴145与贴在晶圆表面的pe膜接触,滚轴145和滚轴门型座144能够依靠自身的重力,对贴在晶圆表面pe膜施加压力,能够使pe膜粘贴的更加牢固。
18.本实用新型提供的贴膜机构100,通过移动伺服模组120能够精准的定位取料位,并且能够精准的进行贴膜,移动吸附固定位吸盘132与pe膜接触后,经负压源产生负压后,将pe膜完整地吸附在移动吸附固定位吸盘132底部,通过移动伺服模组120进行贴膜,贴膜完成后,滚轴145和滚轴门型座144能够依靠自身的重力,对贴在晶圆表面pe膜施加压力,能够使pe膜粘贴的更加牢固。
19.本实用新型方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1