一种新型锂离子电池绝缘组件的制作方法
1.本实用新型涉及锂离子电池领域,尤其涉及一种新型锂离子电池绝缘组件。
背景技术:
2.动力锂离子电池是具有容量大、功率高的优点,主要应用于电动汽车、储能电站等。
3.方形动力锂离子电池由于使用在商用和民用领域,对电池的安全性能要求极高。因此,在电池生产装配时要尤为重视正、负极之间的绝缘问题,否则,很可能在使用过程中出现电池内部短路,甚至引起重大安全事故。
4.目前生产的方形锂离子电池的内部绝缘方式都是使用胶纸包覆绝缘,然而,胶纸在生产过程中容易出现翻折、破损的情况。而且,浸泡电解液后,胶纸也容易出现粘性下降、脱落,给方形锂离子电池的生产和使用留下了很大的安全隐患。
5.鉴于此,有必要提供一种新型锂离子电池绝缘组件,来改善以上缺陷。
技术实现要素:
6.有鉴于此,本实用新型提出了一种新型锂离子电池绝缘组件,绝缘性能更加持久。
7.本实用新型的技术方案是这样实现的:本实用新型提供了一种新型锂离子电池绝缘组件,其包括芯包和连接片,芯包上设置有极耳,极耳与连接片超声焊接并在连接片上形成第一焊印,所述第一焊印表面涂覆有绝缘胶水。
8.在以上技术方案的基础上,优选的,所述芯包设置有两个或两个以上,相互并排设置且极耳分别与连接片超声焊接。
9.在以上技术方案的基础上,优选的,还包括电池盖板和方形金属壳体,芯包和连接片设置于方形金属壳体内,且电池盖板盖在方形金属壳体顶部并封口,连接片与电池盖板激光焊接固定。
10.进一步优选的,所述连接片与电池盖板激光焊接处形成第二焊印,所述第二焊印表面涂覆有绝缘胶水。
11.进一步优选的,所述绝缘胶水采用白色有机硅灌封胶。
12.进一步优选的,所述第一焊印周围设置有一圈连续的第一凹槽,第一凹槽内填充有绝缘胶水。
13.进一步优选的,所述第一焊印周围向下凹陷,凹陷处填充有绝缘胶水。
14.进一步优选的,所述第二焊印周围设置有一圈连续的第二凹槽,第二凹槽内填充有绝缘胶水。
15.进一步优选的,所述第二焊印周围向下凹陷,凹陷处填充有绝缘胶水。
16.本实用新型的锂离子电池绝缘组件相对于现有技术具有以下有益效果:
17.(1)采用绝缘胶水代替胶纸包覆焊印,其粘接强度更高,且绝缘性能更加持久;
18.(2)在焊印周围设置凹槽,使得胶水在表面张力作用下快速填充到凹槽内,更加均
匀,并防止胶水四溢;
19.(3)在焊印周围设置向下凹陷,凹陷处填充绝缘胶水,便于胶水快速涂覆焊印表面,并防止胶水四溢。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为本实用新型的芯包和连接片的连接关系示意图;
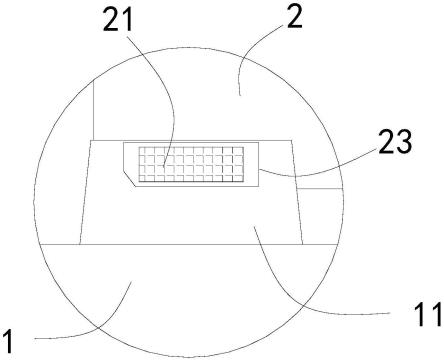
22.图2为图1中圆圈区域的放大图
23.图3为本实用新型的芯包、连接片和电池盖板的连接关系的示意图。
具体实施方式
24.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
25.如图1~3所示,本实用新型的新型锂离子电池绝缘组件,其包括芯包1、连接片2、电池盖板3和方形金属壳体。
26.芯包1,由正极片、隔离膜和负极片层叠后卷绕形成,芯包1上设置有极耳11,可采用现有技术。具体的,对于方形动力锂离子电池,其倍率性能要求较高,一个芯包1上往往设置有多个正极极耳11和多个负极极耳11。
27.具体的,芯包1和连接片2设置于方形金属壳体内,且电池盖板3盖在方形金属壳体顶部并封口,可采用现有技术。
28.具体的,所述芯包1设置有两个或两个以上,相互并排设置且极耳11分别与连接片2超声焊接。
29.连接片2,用于与极耳11和电池盖板3焊接固定,可采用现有技术。
30.具体的,极耳11与连接片2超声焊接并在连接片2上形成第一焊印21。
31.具体的,连接片2与电池盖板3激光焊接固定,所述连接片2与电池盖板3激光焊接处形成第二焊印22。
32.现有技术中,所述第一焊印21和第二焊印22处一般采用粘贴胶纸的方式起到绝缘作用,在本实用新型中,第一焊印21表面涂覆有绝缘胶水,所述第二焊印22表面涂覆有绝缘胶水。
33.具体的,所述绝缘胶水采用白色有机硅灌封胶,白色有机硅灌封胶是一种优良的金属及非金属材料的粘结剂、密封胶和绝缘胶,对使用场合的周围环境不会产生污染,具有优良的绝缘性能,及很强的抗拉伸、振动和冲击的能力,并且具有优异的耐热性、耐寒性(-60~260℃)和耐电解液腐蚀性能。
34.白色有机硅灌封胶具有一定的流动性,保证生产中的加工性能,能够精确控制点
胶量,同时具有光学凝固性能,即在一定波长的光线下能够快速凝固,并具有一定的硬度。绝缘胶水点在焊印上后,会逐渐扩散开,如果扩散范围过大,就容易导致焊印上的胶水厚度不够,绝缘效果不佳;反之,如果扩散范围过小,就有可能无法覆盖焊印。为了控制胶水扩散范围,本实用新型提供了两种方式:
35.一种是,所述第一焊印21周围设置有一圈连续的第一凹槽23,第一凹槽23内填充有绝缘胶水。在第一焊印21周围设置第一凹槽23,使得胶水在表面张力作用下快速填充到第一凹槽23内,更加均匀,且能防止胶水四溢。
36.基于同样的考虑,所述第二焊印22周围设置有一圈连续的第二凹槽24,第二凹槽24内填充有绝缘胶水。
37.第二种是,所述第一焊印21周围向下凹陷,凹陷处填充有绝缘胶水。在第一焊印21周围设置向下凹陷,凹陷处填充绝缘胶水,便于胶水快速涂覆第一焊印21表面,并防止胶水四溢
38.基于同样的考虑,所述第二焊印22周围向下凹陷,凹陷处填充有绝缘胶水。
39.以下介绍本实用新型的锂离子电池的制作工艺:
40.芯包1的正负极耳11分别与正负极连接片2进行连接,连接方式采用超声焊接的方式,并在连接片2上形成第一焊印21,第一焊印21具有一定凸起;
41.第一焊印21所在的位置采用点加绝缘胶水的新型绝缘方式进行绝缘,点胶后采用一定波长的光线进行照射,使胶水快速凝固;
42.正负极连接片2与电池盖板3采用激光焊接的方式进行连接,连接片(2)与电池盖板3激光焊接处形成第二焊印22,第二焊印22所在的位置用点加绝缘胶水的新型绝缘方式进行绝缘,点胶后采用一定波长的光线进行照射,使胶水快速凝固。
43.凝固后的胶水对电池焊接位置起到绝缘和加固的作用。
44.综上所述,此方式在起到绝缘效果的同时,增强了电池内部卷绕后芯包正负极耳11与连接片2的超声焊接位置,和连接片2与电池盖板3的激光焊接位置的机械强度和耐热性能。
45.采用此种新型绝缘方式,电池潜在内部短路的风险降低,电池更安全。而且点胶的方式比传统贴胶更加方便快捷。
46.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1