一种大容量电池的制作方法
本发明涉及电池领域,具体为一种大容量电池。
背景技术:
1、现有的大容量电池(也称为电池模组或电池组)通常是将多个单体电池进行并联或串联后制作而成,如中国专利cn106531913b公开一种方形电池模组,包括多个方形电池单体和模组架,模组架为上端敞口的壳体,多个方形电池单体按设计需求排布成任一串并联组合的电池模块后固定在模组架内。这种直接通过串并联方式制作出的大容量电池由于木桶效应的存在,往往会受到性能最差的一块单体电池影响,导致整个大容量电池的容量上限及循环次数极大受限。
技术实现思路
1、本发明的目的是提供一种大容量电池,克服现有大容量电池容量上限及循环次数受性能最差的一块单体电池限制的问题。
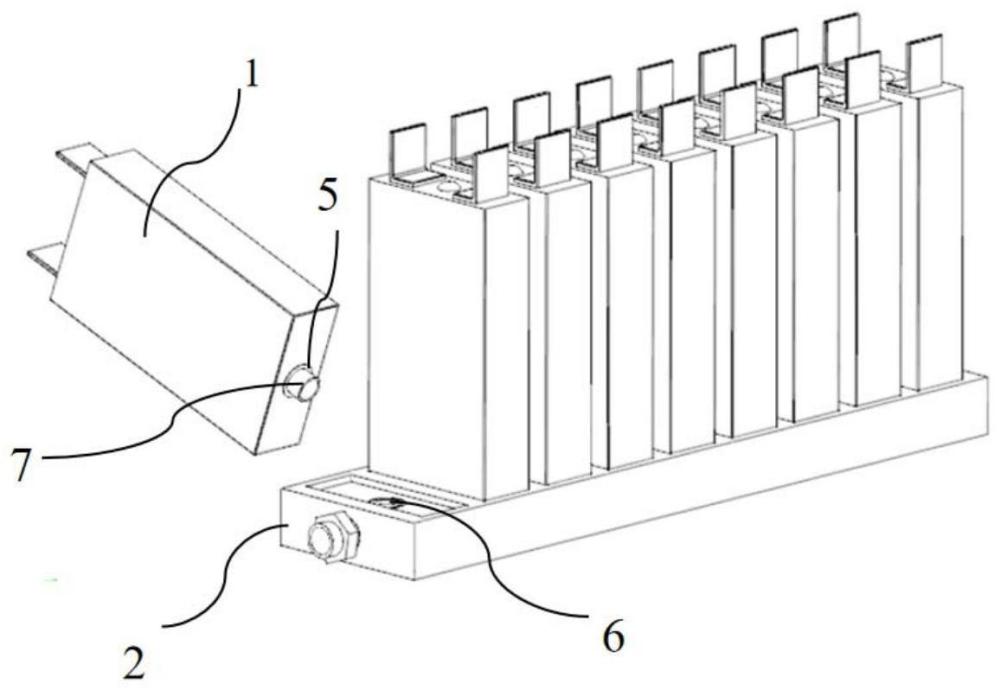
2、本发明的技术方案是提供一种大容量电池,其特殊之处在于:包括由多个单体电池并联而成的各个单体电池及第一中空构件;各个单体电池包括电解液区与气体区;
3、上述第一中空构件包括底部敞口的第一中空箱体以及用于覆盖敞口的第一盖板;上述第一中空构件沿多个单体电池的排布方向延伸,固定在各个单体电池的底部;上述各个单体电池的壳体底部设有第一通孔;上述第一中空构件开设有与各个单体电池第一通孔一一对应且贯通的第二通孔,上述第一通孔与第二通孔通过第三中空构件连通。
4、进一步地,为了能够实现批量化生产,上述第二通孔的口径大于第三中空构件与第二通孔连接端的口径,使得第三中空构件能够插入第二通孔;第一中空箱体与各个单体电池底部具体通过下述过程实现连接:
5、将各个第三中空构件分别焊接在各个单体电池的第一通孔处;
6、将第一中空箱体与各个单体电池底部定位,使得各个第三中空构件与各个第二通孔一一对应,且确保各个第三中空构件插入第二通孔;
7、将焊接头从第一中空箱体底部敞口端伸入第二通孔边沿部位,将各个第二通孔边沿与对应第三中空构件的外壁焊接实现密封;
8、将第一盖板密封焊接在第一中空箱体底部敞口端。
9、进一步地,上述第一中空构件的一端设有注液口;另一端设泄爆膜。爆膜用于在任意单体电池发生热失控时,热失控烟气冲破泄爆膜排出中空构件。
10、进一步地,为了提高定位精度,上述第一中空箱体的顶部开设若干定位槽,各个单体电池卡入对应定位槽实现第一中空箱体在各个单体电池底部的定位。
11、为了进一步缩小各个单体电池之间的差异性,上述大容量电池还包括第二中空构件;上述第二中空构件包括顶部敞口的第二中空箱体以及用于覆盖敞口的第二盖板;上述第二中空构件沿多个单体电池的排布方向延伸,通过第二中空箱体底部固定在各个单体电池的顶部,并与各个单体电池内腔贯通,各个单体电池的气体区通过第二中空构件连通。
12、进一步地,上述各个单体电池的壳体顶部设有一个第三通孔;上述第二中空构件开设有与各个单体电池第三通孔一一对应且贯通的第四通孔。
13、进一步地,为了实现批量化生产,上述第四通孔在各个单体电池顶部的正投影完全覆盖对应第三通孔;第二中空箱体与各个单体电池顶部具体通过下述过程实现焊接连接:
14、将第二中空箱体定位于各个单体电池顶部,使得各个第三通孔与各个第四通孔一一对应,且确保各个第四通孔在各个单体电池顶部的投影完全覆盖对应第三通孔;
15、将焊接头从第二中空箱体顶部敞口端伸入第四通孔边沿部位,将各个第四通孔边沿与相应单体电池的顶部密封焊接;使得各个单体电池的第三通孔与对应第四通孔贯通;
16、将第二盖板密封焊接在第二中空箱体顶部敞口端。
17、进一步地,上述第三通孔与第四通孔还可以通过第四中空构件连通。
18、进一步地,上述第四通孔的口径大于第四中空构件与第四通孔连接端的口径,使得第四中空构件能够插入第四通孔;第二中空构件与各个单体电池顶部具体通过下述过程实现焊接连接:
19、将各个第四中空构件分别焊接在各个单体电池的第三通孔处;
20、将第二中空箱体定位于各个单体电池顶部,使得各个第四中空构件与各个第四通孔一一对应,且确保各个第四中空构件插入第四通孔;
21、将焊接头从第二中空箱体顶部敞口端伸入第四通孔边沿部位,将各个第四通孔边沿与对应第四中空构件的外壁焊接实现密封;
22、将第二盖板密封焊接在第二中空箱体顶部敞口端。
23、进一步地,为了提高该大容量电池的安全性能,上述第二中空构件上设置有排气阀。可手动或自动开启,定期开启排气阀,各单体电池中气体区内的气体可经第二中空构件及排气阀后排出。
24、本发明的有益效果是:
25、1、本发明提供的大容量电池,通过增设第一中空构件,使得各单体电池电解液共享来保障各单体电池的一致性,即,将各单体电池的电解液腔连通,使所有单体电池的电解液处于同一体系下,减少了各单体电池电解液之间的差异,一定程度上提升了各单体电池之间的一致性,从而一定程度上提升了大容量电池的循环寿命。且通过将第一中空构件设置为分体结构,便于将其从中空箱体的敞口端固定在各个单体电池的底部,降低加工难度及加工成本,成品率较高;
26、且当因加工误差而导致各个单体电池在高度方向的尺寸存在差异,若各个单体电池的上盖板位于同一平面,必然导致各个单体电池的下盖板无法保持在同一平面时,本发明通过第三中空构件将第一通孔和第二通孔连通,第三中空构件在高度方向上可以补偿各个下盖板之间的高度差,所以本发明对各个下盖板即各个第一通孔的平面度要求较低,当各个单体电池下盖板存在一定的高度差时,通过第三中空构件也可确保第一通孔和第二通孔的密封连通。
27、2、本发明将第一中空构件设计为分体件,其中一部分为一端敞口的第一中空箱体,另一部分为覆盖中空箱体敞口的第一盖板,第二通孔开设在第一中空箱体相对于敞口端的底部上;在具体焊接时,焊接头从敞口端伸入,将第二通孔的边沿与第三中空构件焊接,实现第一通孔与第二通孔的贯通,同时完成第一中空构件与各个单体电池的连接,最后将第一盖板焊接在敞口端。本发明只需要使得第三中空构件与第二通孔配合的一端口径小于第二通孔,确保第三中空构件能够插入第二通孔即可,不要求插入后二者之间的密封性,通过焊接实现二者的密封,因此对第三中空构件和第二通孔的同心度要求不高,对加工及装配精度要求较低,弱化加工装配精度对产品成品率的影响;且焊接时,焊接头从敞口端伸入,没有遮挡,可以一次性完成第二通孔边沿与第三中空构件侧壁或端面的焊接,过程简单,且密封效果好,可实现批量化生产。
28、3、本发明还在第一中空构件上设置注液口和泄爆膜,通过注液口可实现注换液,进一步提高大容量电池性能;泄爆膜用于在任意单体电池发生热失控时,热失控烟气冲破泄爆膜排出中空构件,进一步提高该大容量电池的安全性能。
29、4、本发明提供的大容量电池,通过增设第二中空构件,使得各单体电池气路连通来提高各单体电池的一致性,即,将各单体电池的气体区连通,使所有单体电池的气体处于同一环境下,进一步减少了各单体电池之间的差异,提升了各单体电池之间的一致性,从进一步提升了大容量电池的循环寿命。同样,通过将第二中空构件设置为分体结构,便于将其从中空箱体的敞口端固定在各个单体电池的顶部,降低加工难度及加工成本,成品率较高。
30、5、本发明将第二中空构件设计为分体件,其中一部分为一端敞口的中空箱体,另一部分为覆盖中空箱体敞口的盖板,第四通孔开设在中空箱体相对于敞口端的底部上;在具体焊接时,焊接头从敞口端伸入,将第四通孔的边沿与各个单体电池顶部焊接,实现第三通孔与第四通孔的贯通,同时完成第二中空构件与各个单体电池的连接,最后将第二盖板焊接在敞口端。本发明只需要确保第四通孔在各个单体电池顶部的正投影覆盖对应第三通孔,各个第三通孔尽量位于同一平面,各个第四通孔尽量位于同一平面即可,无需考虑第三通孔和第四通孔的同心度、各个第三通孔及第四通孔的一致性,对加工装配精度要求较低,弱化加工装配精度对产品成品率的影响;且焊接时,焊接头从敞口端伸入,没有任何遮挡,可以一次性完成第四通孔边沿与各个单体电池顶部的焊接,过程简单,且密封效果好,可实现批量化生产。
31、6、本发明通过第四中空构件将第三通孔和第四通孔密封连通,也可采用焊接方式,具体焊接时,首先将第四中空构件焊接在第三通孔处,之后将第四中空构件插入第四通孔,再将焊接头从第二中空箱体敞口端伸入第四通孔边沿部位,将各个第四通孔边沿与对应第四中空构件的外壁焊接实现密封;此时只需要使得第四中空构件与第四通孔配合的一端口径小于第四通孔,确保第四中空构件能够插入第四通孔即可,不要求插入后二者之间的密封性,通过焊接实现二者的密封,因此对第四中空构件和第四通孔的同心度要求不高,对加工装配精度要求较低,弱化加工装配精度对产品成品率的影响;且焊接时,焊接头从敞口端伸入,没有遮挡,可以一次性完成第四通孔边沿与第四中空构件侧壁的焊接,过程简单,且密封效果好,可实现批量化生产。
32、7、本发明还在第二中空构件上设置排气阀,定期开启排气阀,各单体电池中气体区内的气体可经第二中空构件及排气阀后排出,进一步提高该大容量电池的安全性能。
- 还没有人留言评论。精彩留言会获得点赞!