一种保险丝片状熔体焊接机的制作方法
本技术涉及保险丝生产设备,特别是一种保险丝片状熔体焊接机。
背景技术:
1、目前市场上的片状熔体保险丝主要依靠传统的人工流水线生产方式,操作人员依靠半自动治具流水线作业,存在手工操作速度慢,操作人员易疲劳,焊接长度不一致,良品率不高,生产效率低等缺点,同时增加了人工劳动强度,生产成本等问题,无法满足现代化生产模式。
2、片状熔体的一端为小头,可穿入保险丝主体瓷管中,另一端为大头,需卡在瓷管入口端面上,因此片状熔体安装具有方向特性,采用现有技术熔体治具取料装置实现本方案比较繁琐,片状熔体需要人工整齐统一方向摆放在治具中,此熔体治具取料装置占地较大,设备外形尺寸将加大,无法实现全自动生产。
3、且鉴于公告号为cn214489150u,发明名称为一种smd保险丝中心点焊接机的专利,由于其所生产的保险丝与片状熔体的保险丝结构上存在区别,所以该设备无法应用于片状熔体的焊接生产,需要根据产品特性和技术要求,重新编排生产工艺和改进相应的模块,才能达到完成全自动保险丝片状熔体焊接机设备代替传统人工流水线生产模式。
技术实现思路
1、为解决上述问题,本实用新型的目的是提供一种保险丝片状熔体焊接机,实现片状熔体的自动话焊接生产。
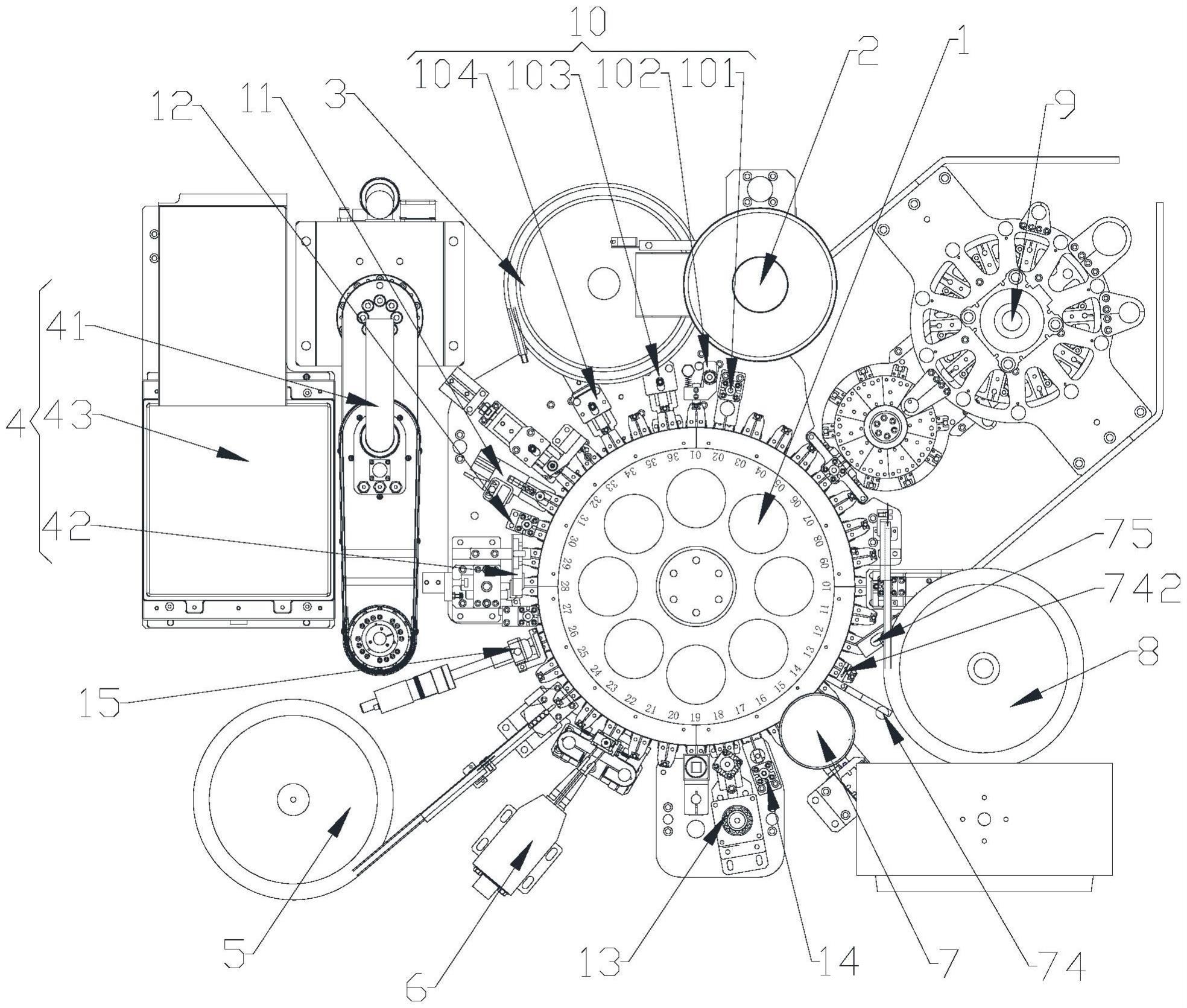
2、本实用新型采用以下方法来实现:一种保险丝片状熔体焊接机,包括安装在机架上的主转盘,所述主转盘的外周依次设置有瓷管上料装置、一帽上料装置、二帽上料装置、二端电流焊接装置和下料装置,其特征在于:所述主转盘的外周位于所述瓷管上料装置和一帽上料装置之间的位置上设置有片状熔体上料装置;用于将片状熔体上料至瓷管内;
3、所述主转盘的外周位于所述一帽上料装置和所述二帽上料装置之间的位置上依次设置有一端高频焊接装置和瓷管灌砂装置,所述一端高频焊接装置用于将所述瓷管下端的铜帽压紧并焊接,所述瓷管灌砂装置用于向瓷管内部灌入灭弧材料。
4、本实用新型一实施例中,所述片状熔体上料装置包括:多轴机械手、送丝装置、片状熔体定位装置和柔性振动盘,所述多轴机械手设置于靠近所述主转盘外周,且位于所述瓷管上料装置和一帽上料装置之间的位置上;所述多轴机械手下设置有柔性振动盘,所述柔性振动盘上方设置所述片状熔体定位装置,所述送丝装置安装在所述机架上,所述送丝装置内设置有导向滑道,所述导向滑道的出口设置在所述主转盘夹持的瓷管行经轨迹的正上方,所述多轴机械用于将柔性振动盘上的片状熔体夹取放置于所述送丝装置的导向滑道内,导向滑道用于将片状熔体导入其下的瓷管内。
5、本实用新型一实施例中,所述送丝装置还包括片丝导向固定座和片丝导向板,所述片丝导向固定座安装在所述机架上,所述导向固定座上安装所述片丝导向板,所述导向滑道开设在所述片丝导向板内,所述片丝导向板上位于所述导向滑道的两侧设置有吹气嘴,所述多轴机械手上设置有真空吸嘴用于吸取片状熔体,所述吹气嘴连接有气源所述导向固定座上部安装有送丝气缸,所述片丝导向板安装在所述导向固定座的头部,所述送丝气缸的推杆连接有第一齿条,所述第一齿条通过齿轮连接有第二齿条与所述第一齿条运动方向相反,所述第一齿条和和所述第二齿条的头端分别连接一个导向夹,所述第一齿条和所述第二齿条用于驱动两个所述导向夹闭合或开启,两个所述导向夹闭合后形成一锥形孔,位于所述导向滑道下端出口的正下方,所述导向滑道的下端出口和所述导向夹之间还设置有片丝导向柱;所述片丝导向固定座上的头端,且位于所述片丝导向板的一旁安装有抖丝固定块,所述抖丝固定块上安装有抖丝气缸,所述抖丝气缸的头端连接有抖丝头,所述抖丝头用于敲击夹持装片状熔体的瓷管的主转盘上的持料夹子。
6、本实用新型一实施例中,所述一端高频焊接装置包括高频焊接装置和一端铜帽焊接装置,所述高频焊接装置包括高频焊接头和高频焊接嘴,所述高频焊接头安装在所述机架上,所述高频焊接头的头端连接所述高频焊接嘴;所述一端铜帽焊接装置包括安装架、焊接下托板和下压焊接头,所述焊接下托板安装在所述安装架上,所述焊接下托板上设置有陶瓷棒,所述焊接嘴环绕套在所述陶瓷棒的外围;用于为瓷管下端的铜帽加热融化锡膏,所述下压焊接头安装在所述安装架上位于所述陶瓷棒的正上方,用于下压位于所述陶瓷棒和所述下压焊接头之间的瓷管。
7、本实用新型一实施例中,所述安装架包括立杆和一帽焊接底座,两根所述立杆分别安装在所述一帽焊接底座的两边,所述焊接下托板穿设安装在两根所述立杆之间,每根所述立杆上位于所述焊接下托板上方的位置上安装有一帽焊接过渡块,所述一帽焊接过渡块上设置有一帽焊接瓷棒块和一帽焊接吹气块,用于引导瓷管进出和降温;两根所述立杆的顶部安装有一端焊接加强板,所述一端焊接加强板上安装有加压气缸,所述加压气缸上设置所述下压焊接头;所述一帽焊接底座安装在所述机架上;所述加压气缸的侧面安装有槽型开关,所述下压焊接头的侧面安装有焊接检测片,用于检测下压焊接头的位置;所述高频焊接嘴由铜管折弯成型,所述高频焊接头串联冷却水箱,所述高频焊接头安装在可调整高度的第一调节底座上,所述第一调节底座安装在所述机架上。
8、本实用新型一实施例中,所述瓷管灌砂装置包括灌砂机构、补砂机构和灌砂座,所述灌砂座设置在所述转盘的一旁,所述灌砂座上安装所述灌砂机构和所述补砂机构;所述灌砂机构包括升降底座,所述升降底座安装于所述灌砂座上,所述升降底座由第一气缸驱动升降,所述升降底座上安装有灌砂斗,所述灌砂斗的出口设置有出口开关,所述出口开关由第二气缸驱动开闭,所述出口开关下设置有灌砂嘴,所述灌砂嘴位于所述转盘上夹持的需要灌砂瓷管轴心的正上方;所述补砂机构包括第三气缸,所述第三气缸安装在所述灌砂座上,且位于所述升降底座的一旁,所述第三气缸连接有水平移动板,所述水平移动板上安装有补砂嘴,所述补砂嘴下设置有堵嘴板,所述补砂嘴连接小砂斗;所述第三气缸用于将所述补砂嘴推出所述堵嘴板或者拉回所述堵嘴板上。
9、本实用新型一实施例中,所述瓷管灌砂装置还包括清砂机构,所述清砂机构安装于所述补砂机构的一旁,所述清砂机构包括第一支架和扫砂片,所述第一支架安装在所述机架上,所述扫砂片安装在所述支架上位于所述主转盘的夹持瓷管的持料夹子运动轨迹上,所述支架上位于扫砂片的一旁设置有吹砂管,对准所述主转盘上夹持瓷管的持料夹子,且避开所述持料夹子的夹持位,所述吹砂管连接有气源;所述瓷管灌砂装置还包括砂量检测机构,所述砂量检测机构通过第二支架安装在所述机架上位于所述主转盘的一旁,对准所述主转盘上夹持的瓷管。所述灌砂机构还包括敲砂气缸,所述敲砂气缸安装在所述升降底座上,所述敲砂气缸连接有敲砂头,用于对所述主转盘上挟持瓷管装砂的持料夹子进行敲击;所述清砂机构、所述灌砂机构和所述补砂机构下方设置有砂子回收斗;用于瓷管内部灌入等量的灭弧材料,用于保险丝短路灭弧作用。
10、本实用新型一实施例中,所述瓷管上料装置连接有瓷管预料装置,所述瓷管预料装置包括预料振动盘和光电检测传感器,预料振动盘连接有预料下料槽,所述预料下料槽连接所述瓷管上料装置的螺旋式振动上料盘,所述螺旋式振动上料盘内安装所述光电检测传感器;用于检测螺旋式振动上料盘内的瓷管数量。
11、本实用新型一实施例中,所述下料装置包括依次设置在所述主转盘外周的所述机架上的成品长度检测机构、成品通电测试机构、良品卸料机构和不良品卸料机构;且位于所述瓷管上料装置和所述二端电流焊接装置之间;所述成品通电测试机构包括通电座、通电摆杆和通电弹簧柱,所述通电座安装在所述机架上,所述通电座的一侧安装有通电垫柱,所述通电座的另一侧安装所述通电弹簧柱,所述通电垫柱的顶部和底部分别连接有一可转动的通电摆杆,每个所述通电摆杆的另一端通过弹簧连接所述通电弹簧柱,每个所述通电摆杆朝向所述主转盘的一面设置有通电电极,每个所述通电摆杆连接电源线。所述通电垫柱的一旁设置有通电定位柱,通电定位柱通过改变安装位置挤压通电摆杆转动,即可调节通电摆杆上安装的通电电极的初始位置。
12、本实用新型一实施例中,所述瓷管上料装置和片状熔体上料装置之间的主转盘外周上还设有真空测试装置;所述主转盘的外周且位于所述真空测试装置和所述片状熔体上料装置之间设置有瓷管定位装置;所述主转盘的外周位于所述片状熔体上料装置和所述一帽上料装置之间设置有一端瓷管检测装置,用于检测进入到此位置的瓷管内有无片状熔体;所述主转盘的外周且位于所述一端高频焊接装置和所述瓷管灌砂装置之间的位置上设置有熔体视觉校正装置,所述瓷管灌砂装置和所述熔体视觉校正装置之间,且位于所述主转盘外周的位置上设置有一端半成品长度检测装置。所述真空测试装置包括真空压力表、真空测试手指以及测真空座,所述测真空夹杆设于所述夹具上,所述测真空夹杆用于夹住瓷管上下两端,并使所述瓷管内部封闭,所述真空压力表设于所述测真空夹杆上;所述真空测试夹杆通过气缸驱动夹紧或松开所述瓷管,所述测真空夹杆的其中一端连接有气管接头,所述气管接头连接真空压力表。
13、本实用新型的有益效果在于:本实用新型提供一种保险丝片状熔体焊接机,相较于现有技术,本实用新型至少具有如下技术效果:1.通过片状熔体上料装置实现片状熔体自动装入瓷管内,通过一端高频焊接装置实现片状熔体和一端铜帽的焊接,通过瓷管灌砂装置及时对瓷罐内进行灌砂,以助于灭弧,配合其他部件实现保险丝片状熔体自动上料和焊接,大大提高了保险丝片状熔体的焊接生产的效率,减少人工成本;
14、2.在各道工序完成之处与下一道工序之间设置有相应的检测机构,便于及时发现该道工序的不良品筛出,有助于提高整个设备的生产效率;
15、3.设置成品通电测试机构采用接触式测试,通电电极采用弹簧柔性接触,在主转盘转转动的过程中即可完成瓷管上的铜帽和通电电极的连接和断开接触,结构简单接触可靠,用于检测焊接完成的产品内部的熔丝是否焊接牢靠,及时筛出不良品,保证整体的良率;
16、4.一端高频焊接装置采用高频焊接头连接高频焊接嘴加热陶瓷棒对瓷管下端铜帽进行加热,气缸带动下压焊接头下压瓷管的方式进行焊接,有助于提高焊接效率和质量;
17、5.采用多轴机械手联合片状熔体定位装置,确定片状熔体的位置,然后通过多轴机械手吸取片状熔体进行填装工作,减少人工的投入省时省力,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!