壳体盖的制作方法
1.本发明涉及一种用于固定在壳体上的壳体盖,其中,壳体盖设有多个紧固器件通孔和包括弹性体材料的密封凸起部,并且其中,密封凸起部布置在壳体的密封承载面上。
背景技术:
2.由ep 1 683 997 a2已知一种壳体盖,其中,由弹性体材料制成的密封凸起部布置在压印到壳体盖中的槽中。
3.由于在壳体盖中设置槽(其宽度必须在壳体盖的未受压的状态下大于密封凸起部的宽度)的需求,限制了在设计壳体盖时的设计自由度。
技术实现要素:
4.本发明的任务是,提供一种开头所述类型的壳体盖,其中,密封凸起部的走向能更自由地设计,并且尤其是能更靠近壳体的紧固器件通孔,并且壳体盖尤其是也能由相对薄的原材料制成。
5.在具有权利要求1的前序部分的特征的壳体盖的情况下,该任务根据本发明通过以下方式解决,即,壳体盖包括至少一个限制变形元件,限制变形元件沿密封凸起部相同的方向凸出超过密封承载面,并且限制密封凸起部在壳体盖的安装状态下的变形,其中,限制变形元件包括弯曲区域,在该弯曲区域中,限制变形元件的材料从基本上平行于密封承载面延伸的参考平面弯曲出至少30
°
的弯曲角度。
6.在根据本发明的壳体盖的情况下,当壳体盖的安装状态下(在其中,密封凸起部压在壳体盖和能借助壳体盖封闭的壳体之间),限制变形元件位于主力锁合中,而密封凸起部位于副力锁合中。由此避免密封凸起部的过度的变形。
7.原则上,至少一个限制变形元件可以例如通过压印过程或深冲过程在壳体盖的基体上产生。
8.由于在该区域中通过压印过程而导致的材料削弱,使得在具有例如1.5mm或更小的很小的材料厚的板材形的原材料上产生典型地具有例如1.0mm高度的限制变形元件是有问题的。
9.因此有利的是,根据本发明,代替压印过程或深冲过程地,使用弯曲过程来产生限制变形元件。
10.通过经由弯曲过程产生至少一个限制变形元件,能容易地在具有1.5mm或更小的材料厚的原材料上产生限制变形元件(其以大约1.0mm的高度h探出超过密封承载面),而不用在弯曲区域中削弱壳体盖的材料。
11.在本发明的特别的设计方案中设置的是,弯曲区域中的弯曲角度α基本上为90
°
。
12.在该情况下,弯曲区域的背离密封承载区域的端部区域基本上垂直于密封承载面地朝在壳体盖的安装状态下指向壳体的方向建立,而不用将壳体盖的一个区域折叠到壳体盖的另一区域上。
13.由此,限制变形元件可以以非常节省空间的方式构成。
14.限制变形元件的该实施方式尤其适用于在壳体盖的布置在壳体盖的两个紧固器件通孔之间的中间紧固器件通孔区域中产生限制变形元件。
15.弯曲区域优选终止于端面上,利用该端面能将壳体盖放置到壳体上。
16.在本发明的另外的设计方案中设置的是,弯曲角度α大于160
°
,特别优选大约为180
°
。
17.在此,限制变形元件优选包括折叠区域,折叠区域优选一体式地经由弯曲区域和贴靠区域与壳体盖的密封承载区域连接,在该密封承载区域上布置有密封凸起部,其中,折叠区域贴靠在壳体盖的其上使密封凸起部布置在密封承载区域上的同一侧面的贴靠区域上。
18.折叠区域优选面式地、特别优选全面地、或基本上全面地贴靠在壳体盖的贴靠区域上。
19.折叠区域的平均厚度可以与贴靠区域的平均厚度基本上一样大。
20.在此,折叠区域的厚度和贴靠区域的厚度可以相应于形成壳体盖的原材料的厚度。
21.该原材料优选为板材形的材料。
22.此外,原材料优选为金属材料。
23.例如,原材料可以包括铝(尤其是作为主要组成部分)。
24.原材料可以是铝合金。
25.此外可以设置的是,原材料是钢材料、优选不锈钢材料。
26.在本发明的特别的设计方案中设置的是,折叠区域的平均厚度小于贴靠区域的平均厚度。
27.折叠区域的厚度在此可以例如通过平整过程相对于贴靠区域的厚度减小。在此,优选在贴靠区域中不执行平整过程,或者执行具有比在折叠区域上执行的平整过程更小的变形程度的平整过程。
28.在该情况下,贴靠区域的厚度可以与密封承载区域的厚度一样大,或者可以小于密封承载区域的厚度。
29.在本发明的特别的设计方案中设置的是,折叠区域的厚度随着与弯曲区域的距离的增加而变化。
30.尤其可以设置的是,折叠区域的厚度随着与弯曲区域的距离增加而减小。
31.折叠部分的厚度可以依赖于与弯曲区域的距离连续地、优选线性地变化。
32.此外,在本发明的特别的设计方案中设置的是,贴靠区域的厚度随着与弯曲区域的距离的增加而变化。
33.优选设置的是,贴靠区域的厚度随着与弯曲区域的距离的增加而增大。
34.贴靠区域的厚度可以依赖于与弯曲区域的距离连续、优选线性变化。
35.在本发明的特别优选的设计方案中设置的是,折叠区域的局部厚度du和贴靠区域的局部厚度da的总和dg基本上与到弯曲区域的距离无关,并且因此优选基本上是恒定的。
36.在根据本发明的壳体盖的非常容易制造的实施方式中设置的是,折叠区域的厚度和贴靠区域的厚度与密封承载区域的厚度基本一样大,并且是优选与制造壳体盖的原材料
的厚度基本上一样大。
37.在该情况下,可以执行用于制造弯曲区域的弯曲过程,而不用预先执行平整过程以减小贴靠区域的厚度和/或减小折叠区域的厚度。
38.然而,在壳体盖的这种实施方式中,限制变形元件超过密封承载面的高度h通过原材料的厚度来预设。
39.因此,在壳体盖的特别的设计方案中设置的是,折叠区域的厚度和/或贴靠区域的厚度至少分区段地小于密封承载区域的厚度。
40.由此可能的是,如下这样地构造限制变形元件,即,使得限制变形元件超过密封承载面的厚度h小于原材料的厚度。
41.至少一个限制变形元件可以包括至少一个紧固器件通孔区段,其沿紧固器件通孔之一的周向方向围绕相关的紧固器件通孔在周向角β上延伸。
42.该周向角优选小于360
°
。
43.相对于各自的紧固器件通孔的纵向中心轴线确定的周向角β优选大于90
°
、尤其大于120
°
、特别优选大于160
°
。
44.此外,相对于各自的紧固器件通孔的纵向中心轴线确定的周向角β优选小于270
°
、特别优选小于200
°
。
45.此外可以设置的是,至少一个限制变形元件包括至少一个紧固器件通孔中间区段,其沿壳体盖的位于两个紧固器件通孔之间的边缘区段的周向方向延伸。
46.壳体盖的位于两个紧固器件通孔之间的边缘区段可以基本上直线地或拱曲地构造。
47.限制变形元件的紧固器件通孔中间区段优选延伸超过壳体盖的位于两个紧固器件通孔之间的边缘区段的长度的一半以上,尤其是超过该边缘区段的长度的四分之三,特别优选超过该边缘区段的长度的90%以上。
48.限制变形元件的紧固器件通孔中间区段可以具有至少一个排出开口和/或终止于至少一个排出开口。
49.这样的排出开口建立了从密封凸起部与限制变形元件的紧固器件通孔中间区段之间的中间区域到壳体盖的外部空间的流体连接,从而使得进入壳体盖的该中间区域的或在那里形成的湿气或液体可以通过至少一个排出开口流出到壳体盖的外部空间中,并且因此防止由于湿气或液体在壳体盖的中间区域中的这种积聚而引起的腐蚀。
50.尤其地,限制变形元件的紧固器件通孔中间区段可以在其端部区域之一或两个端部区域上分别与排出开口邻接,排出开口与紧固器件通孔中间区段对置地由限制变形元件的紧固器件通孔区段限界。
51.尤其地,这样的排出开口因此可以具有在限制变形元件的紧固器件通孔中间区段与限制变形元件的紧固器件通孔区段之间的间隙或空隙的形状。
52.限制变形元件的至少一个紧固器件通孔区段和/或至少一个紧固器件通孔中间区段可以包括多个部段,在壳体盖的初始状态下,在产生弯曲区域之前,至少一个空隙布置在这些部段之间。
53.在壳体盖的处理完成的状态中,在产生弯曲区域之后,限制变形元件、尤其是限制变形元件的折叠区域的多个部段之间的至少一个空隙可以被闭合。
54.此外可以设置的是,在壳体盖的工作就绪的状态中,限制变形元件的其中至少两个部段分别相互挤压。
55.通过这种挤压,尤其可以导致限制变形元件的分别至少其中两个部段的材料的汇合。
56.限制变形元件的由限制变形元件的部段形成的折叠区域可以在壳体盖的工作就绪的状态下一体式地构造。
57.其上能紧固根据本发明的壳体盖的壳体尤其可以是电气设备的、例如电气控制设备的壳体、逆变器的壳体或电驱动单元的、例如电动车辆的壳体。
58.根据本发明的壳体盖适用于用作结构组件的组成部分,该结构组件包括壳体和根据本发明的壳体盖。
59.通过将限制变形元件的折叠区域分为多个部段而可能的是,在壳体盖的直线的边缘区段上或也在壳体盖的拱曲的边缘区段上构造出具有这样的折叠区域的限制变形元件。
60.避免了壳体盖的构件削弱,这是因为折叠区域的部段位于壳体盖的构件轮廓之外,并且被折叠到壳体盖的位于构件轮廓内的贴靠区域上。
61.由此,可以在其原材料具有1.5mm或更小的材料厚的壳体盖上产生非常节省空间的且能灵活应用的限制变形元件,而不通过压印削弱壳体盖的材料。
62.限制变形元件(也被称为止动件)用于将密封凸起部、例如cip(“cured in place(就地固化)”)密封带挤压到限定的尺度,并且防止过度挤压密封件。
63.可以在壳体盖的外轮廓中设置舌板,这些舌板部分地分别围绕所配属的紧固器件通孔、例如螺钉孔安置。
64.在壳体盖的安装状态下上紧固器件、例如紧固螺钉所贴靠的安放面位于壳体盖的基本上平坦的、未折叠的侧面上,从而确保紧固器件、尤其是紧固螺钉的头部与壳体盖之间的全面的接触。
65.贴靠区域的、弯曲区域的和/或折叠区域的厚度可以在弯曲过程之前或之后通过变形过程,优选地通过平整过程相对于制造壳体盖的原材料的原材料厚减小。
66.平整过程在原材料上优选从板材材料内侧朝板材材料外侧的方向执行,从而在将折叠区域折叠到贴靠区域上期间不必消除高度差或棱边。
67.通过相对于原材料的材料厚减小贴靠区域和/或折叠区域的厚度可以实现的是,使得限制变形元件探出超过布置有密封凸起部的密封承载面的高度h小于原材料的材料厚或厚度。
68.这在不干预壳体盖的材料结构中的情况下实现,这是因为折叠区域从外向内被放置。
69.相对于原材料的厚度,折叠区域和/或贴靠区域的厚度优选减少至少10%,尤其是减少至少20%,特别优选减少至少30%。
70.贴靠区域的区域中和/或折叠区域的区域中的原材料的厚度减少的程度可以在贴靠区域内、折叠区域内和/或在贴靠区域与折叠区域之间变化。
71.例如可以通过使用楔形的平整工具实现变形程度的基本上线性的变化。
72.尤其可以设置的是,变形区域的平均厚度小于贴靠区域的平均厚度。由此,贴靠区域中的材料推挤被限制在最小量,并且高的变形程度被移动到折叠区域上。这提供以下优
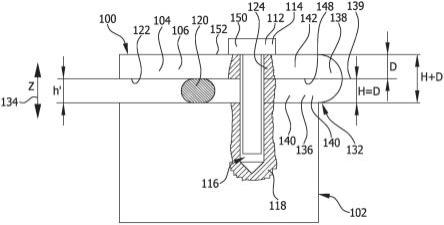
点,即,使得多余的材料仅在很小的尺度中朝密封凸起部的方向和/或紧固器件通孔的方向被推压。
73.尽管折叠区域中的材料推挤很大,但通过如下方式仍确保折叠区域的期望的轮廓,即,折叠区域只有在变形过程后,为了减小折叠区域的厚度,例如在平整过程之后才从原材料分离出,尤其是被切出或冲压出。
74.如果折叠区域在弯曲过程之前(通过该弯曲过程,将折叠区域折叠到贴靠区域上)单件式地构造,那么因此制成的限制变形元件被称为“折叠止动件”。
75.如果至少在弯曲过程之前将折叠区域分成多个单独的部段,那么因此制成的限制变形元件被称为“部段止动件”。
76.具有被分为多个部段的折叠区域的限制变形元件优选设置在壳体盖的外轮廓的拱曲的区段上。
77.可以设置的是,在折叠到贴靠区域上之后挤压部段,使得部段的材料汇合,并且形成处理完成的壳体盖的面式的折叠区域。
78.折叠区域的部段与单件式的折叠区域一样可以在其厚度方面减小,尤其是通过平整减小,以便调节限制变形元件超过密封承载面的期望的高度h。
79.单件式的折叠区域或被分为多个部段的折叠区域也可以在弯曲过程后(通过该弯曲过程,将折叠区域折叠到贴靠区域上)在其厚度方面减小,例如通过平整过程减小。
80.也可以在螺钉中间区域中,即在壳体盖的中间紧固器件通孔区域中设置限制变形元件。
81.在该区域中,限制变形元件可以用于保护密封凸起部免受外部影响,例如防止污物、腐蚀性介质和/或高压介质侵入密封凸起部的区域中。
82.此外,限制变形元件可以在壳体盖与壳体之间建立导电的、尤其是金属导电的接触,并且由此实现emv(elektromagnetische(电磁兼容性))保护的功能。
83.即使在壳体盖的中间紧固器件通孔区域中布置的情况下,限制变形元件的贴靠区域和/或折叠区域也可以例如通过平整过程在厚度方面被造型。
84.此外,即使在紧固器件通孔区域中布置限制变形元件的情况下,限制变形元件的折叠区域也可以被分为多个部段。
85.此外有利的是,限制变形元件超过密封承载面的高度h随着与最近的紧固器件通孔的距离的增加而增大。通过限制变形元件的如此设计的外形,使得表面压力(利用该表面压力,壳体盖借助穿过紧固器件通孔的紧固器件、尤其是紧固螺钉被夹紧)沿密封凸起部的纵向方向的变化(该变化基于与相应最近的紧固器件的距离的变化导致)至少部分被补偿,并且因此,在密封凸起部的每个部位上实现密封凸起部在待关闭的壳体上的均匀的贴靠。
86.限制变形元件的该外形可以在弯曲过程之前和/或之后产生。
87.如果限制变形元件不包括折叠区域,而是弯曲区域的弯曲角度仅为大约90
°
,从而在壳体盖的安装状态中,弯曲区域以端面贴靠在壳体上,那么这提供限制变形元件的特别节省空间的结构的优点。
88.这样的限制变形元件既可以布置在壳体盖的紧固器件通孔区域中,也可以布置在壳体盖的中间紧固器件通孔区域中。
89.这种限制变形元件为密封凸起部提供机械保护,以防止否则可能从密封圈的外部
空间到达密封凸起部的污物、侵蚀性介质和/或高压介质(例如以防高压水射束)的影响。
90.此外,由于在壳体盖的安装状态下的壳体盖与壳体之间的良好的导电接触,这种限制变形元件提供emv优化。
91.其弯曲区域具有大约90
°
的弯曲角度的限制变形元件不具有由于压印过程或弯折过程导致的材料削弱。
92.此外,在这样的限制变形元件中,不需要平整过程来调整限制变形元件超过密封承载面的期望的高度h。
93.尤其当壳体盖由材料厚为2.0mm或更小的原材料制成时,具有大约90
°
的弯曲角度的弯曲区域的限制变形元件是特别适合的。
94.尤其当壳体盖由材料厚为1.0mm至1.5mm的原材料制成时,使用具有如下弯曲区域的限制变形元件是特别合适的,该弯曲区域的弯曲角度约为180
°
并且该限制变形元件包括折叠区域,该折叠区域优选面式地贴靠在壳体盖的贴靠区域上。
附图说明
95.本发明的其他的特征和优点是以下的描述和实施例的附图的主题。在附图中:
96.图1示出了壳体盖的边缘区域的部分剖开的侧视图,该壳体盖借助延伸穿过壳体盖的紧固器件通孔的紧固器件固定在壳体上,其中,包括弹性体材料的密封凸起部布置在壳体盖的密封承载面上,并且壳体盖包括限制变形元件,该限制变形元件沿与密封凸起部相同的方向凸出超过该密封承载面,并且密封凸起部在壳体盖的安装状态下的变形受到限制,其中,限制变形元件包括弯曲区域(在该弯曲区域中,限制变形元件的材料从基本上平行于密封承载面延伸的参考平面弯出大约180
°
的弯曲角度)和折叠区域,该折叠区域经由弯曲区域和贴靠区域与壳体盖的密封承载区域(在该密封承载区域处布置有密封凸起部)连接,并且贴靠在壳体盖的同一侧面上的贴靠区域上,在该侧面上,密封凸起部布置在密封承载区域上;
97.图2利用朝壳体盖的在壳体盖安装状态中面对壳体的密封承载面的观察方向示出了图1的壳体盖的边缘区域的俯视图;
98.图3示出了壳体盖预成形件的边缘区域的俯视图,从该壳体盖预成形件通过弯曲过程产生根据图1和2的壳体盖;
99.图4示出了与图1相对应的、沿线图5中的线4-4穿过壳体盖的第二实施方式的边缘区域的截面,其中,折叠区域的厚度小于贴靠区域的厚度,并且小于密封承载区域的厚度;
100.图6利用朝壳体盖的密封承载面的观察方向示出了壳体盖的第二实施方式的壳体盖预成形件的边缘区域的俯视图;
101.图7示出了沿图6中的线7-7穿过图6的壳体盖预成形件的边缘区段的截面图,其中,折叠区域的厚度已经通过平整过程相对于贴靠区域的厚度和密封承载区域的厚度减小;
102.图8示出了在开始产生弯曲区域并且限制变形元件的材料从壳体盖的平行于密封承载面延伸的参考平面弯出锐角α之后,通过壳体盖预成形件的边缘区域的对应于图7的截面图;
103.图9示出了在用于产生弯曲区域的弯曲过程完成,限制变形元件的材料从平行于
密封承载面延伸的参考平面弯出180
°
的弯曲角度,并且折叠区域面式地贴靠在壳体盖的贴靠区域上之后,穿过壳体盖预成形件的边缘区域的对应于图7和8的截面;
104.图10示出了对应于图1的、沿图11中线10-10穿过壳体盖的第三实施方式的边缘区域的截面,其中,折叠区域的厚度与贴靠区域的厚度相同,并且折叠区域和贴靠区域的厚度小于密封承载区域的厚度;
105.图11利用朝密封承载面的观察方向示出了图10的壳体盖的边缘区域的俯视图;
106.图12利用朝密封承载面的观察方向示出了图10和11的壳体盖的第三实施方式的壳体盖预成形件的俯视图;
107.图13示出了沿图12中的线13-13穿过图12的壳体盖预成形件的边缘区域的截面,其中,折叠区域的厚度和贴靠区域的厚度通过平整过程相对于密封承载区域的厚度减小;
108.图14示出了在用于产生弯曲区域的弯曲过程已经开始,并且弯曲区域中的限制变形元件的材料从平行于密封承载面延伸的参考平面弯出锐角α之后,对应于图13的穿过壳体盖预成形件的边缘区域的截面;
109.图15示出了在用于产生弯曲区域的弯曲过程结束,并且弯曲区域中的限制变形元件的材料从平行于密封承载面延伸的参考平面弯出180
°
的弯曲角度,并且折叠区域面式地贴靠在壳体盖的贴靠区域上之后,对应于图13和图14的穿过壳体盖的第三实施方式的边缘区域的截面图;
110.图16示出了对应于图1的穿过壳体盖的第四实施方式的边缘区域的截面,其中,折叠区域的厚度随着与弯曲区域的距离的增加而减小,并且贴靠区域的厚度随着与弯曲区域的距离的增加而减小,从而折叠区域的局部的厚度和贴靠区域的局部的厚度的总和与至弯曲区域的距离无关地基本上是恒定的;
111.图17示出了穿过图16的壳体盖的第四实施方式的壳体盖预成形件的边缘区域的截面,其中,贴靠区域的厚度和折叠区域的厚度随着与密封承载区域的距离的增加而减小,优选基本上连续地、尤其是线性地减小;
112.图18示出了在开始用于产生弯曲区域的弯曲过程之后,对应于图17的穿过图17的壳体盖预成形件的边缘区域的截面,其中,在弯曲区域中,限制变形元件的材料从平行于密封承载面延伸的参考平面弯出锐角α;
113.图19示出了在用于产生弯曲区域的弯曲过程结束,弯曲区域中的限制变形元件的材料从平行于密封承载面延伸的参考平面弯出180
°
的弯曲角度,并且折叠区域面式地贴靠在贴靠区域上之后,对应于图17和图18的穿过壳体盖的第四实施方式的边缘区域的截面图;
114.图20利用朝壳体盖的密封承载面的观察方向示出了壳体盖的第五实施方式的边缘区段的俯视图,其中,限制变形元件包括紧固器件通孔区段,该紧固器件通孔区段沿其中一个紧固器件通孔的周向方向,在大约180
°
的周向角上,围绕相关的紧固器件通孔延伸,并且限制变形元件的紧固器件通孔区段包括多个、例如五个相互挤压的部段;
115.图21利用朝壳体盖预成形件的密封承载面的观察方向示出了对应于图20的、壳体盖预成形件的边缘区段的俯视图,壳体盖预成形件的折叠区域包括多个部段,这些部段沿紧固器件通孔的周向方向彼此跟随,并且分别通过位于它们之间空隙相互间隔开;
116.图22示出了壳体盖的第六实施方式的边缘区段的俯视图,其中,限制变形元件包
括紧固器件通孔区段,该紧固器件通孔区段沿紧固器件通孔的周向方向,在大约180
°
的周向角上,围绕相关的紧固器件通孔延伸,其中,紧固器件通孔区段包括两个部段,这些部段在密封件的处理完成的状态下彼此贴靠;
117.图23利用朝壳体盖预成形件的密封承载面的观察方向示出了图22的壳体盖的第六实施方式的壳体盖预成形件的边缘区段的对应于图22的俯视图,其中,壳体盖预成形件的折叠区域包括两个部段,这些部段沿紧固器件通孔的周向方向彼此跟随,并且分别通过位于它们之间空隙相互间隔开;
118.图24利用朝壳体盖的密封承载面的观察方向示出了壳体盖的第七实施方式的边缘区域的俯视图,其中,限制变形元件包括多个紧固器件通孔区段,这些紧固器件通孔区段分别沿其中一个紧固器件通孔的周向方向,在一个周向角上,围绕相关的紧固器件通孔延伸,并且其中,限制变形元件还包括紧固器件通孔中间区段,紧固器件通孔中间区段分别沿壳体盖的位于其中两个紧固器件通孔之间的边缘区段的周向方向延伸,其中,限制变形元件的紧固器件通孔中间区段分别单件式地构造;
119.图25示出了图24的壳体盖的第七实施方式的壳体盖预成形件的边缘区域的对应于图24的俯视图,其示出了在弯曲过程之前的限制变形元件的紧固器件通孔区段的和紧固器件通孔中间区段的折叠区域,通过该弯曲过程产生壳体盖的弯曲区域;
120.图26利用朝壳体盖的密封承载面的观察方向示出了壳体盖的第八实施方式的边缘区域的俯视图,其中,限制变形元件包括多个紧固器件通孔区段,这些紧固器件通孔区段分别沿其中一个紧固器件通孔的周向方向,在一个周向角上,围绕相关的紧固器件通孔延伸,并且限制变形元件包括多个紧固器件通孔中间区段,这些紧固器件通孔中间区段分别沿壳体盖的位于其中两个紧固器件通孔之间的边缘区段的周向方向延伸,其中,限制变形元件的紧固器件通孔区段单件式地构造,并且限制变形元件的至少一个紧固器件通孔中间区段包括多个部段,这些部段沿壳体盖的边缘区段的周向方向彼此跟随并且相互挤压;
121.图27利用朝壳体盖预成形件的密封承载面的观察方向示出了图26的壳体盖的第八实施方式的壳体盖预成形件的边缘区域的对应于图26的俯视图,其中,限制变形元件的至少其中一个紧固器件通孔中间区段的折叠区域包括多个部段,这些部段沿壳体盖预成形件的边缘区段的周向方向彼此跟随,其中,在各两个部段之间分别布置有空隙;
122.图28利用朝壳体盖的密封承载面的观察方向示出了壳体盖的第九实施方式的边缘区段的俯视图,其中,限制变形元件包括多个紧固器件通孔区段,这些紧固器件通孔区段分别沿其中一个紧固器件通孔的周向方向,在一个周向角上,围绕相应的紧固器件通孔延伸,并且限制变形元件还包括多个紧固器件通孔中间区段,这些紧固器件通孔中间区段分别沿壳体盖的位于其中两个紧固器件通孔之间的边缘区段的周向方向延伸,并且分别包括弯曲区域,在该弯曲区域中,限制变形元件的材料从平行于密封承载面延伸的参考平面弯出基本上90
°
的弯曲角度,并且终止于端面,壳体盖能利用该端面贴靠到壳体上;
123.图29示出了沿图28中的线29-29穿过图28的壳体盖的边缘区域的截面;
124.图30示出了穿过壳体盖的第十实施方式的边缘区域的截面,其中,限制变形元件包括在壳体盖的外边缘上延伸的弯曲区域(其具有基本上90
°
的弯曲角度)和在壳体盖的紧固器件通孔的边缘上延伸的弯曲区域(其具有基本上90
°
的弯曲角度);并且
125.图31利用朝壳体盖的密封承载面的观察方向示出了壳体盖的第十一实施方式的
边缘区段的对应于图28的俯视图,其中,限制变形元件包括多个紧固器件通孔区段,这些紧固器件通孔区段分别沿其中一个紧固器件通孔的周向方向,在一个周向角上,围绕相应的紧固器件通孔延伸,并且限制变形元件还包括多个紧固器件通孔中间区段,这些紧固器件通孔中间区段分别沿壳体盖的位于其中两个紧固器件通孔之间的边缘区段的周向方向延伸,并且分别包括弯曲区域,在该弯曲区域中,限制变形元件的材料从平行于密封承载面延伸的参考平面弯出基本上90
°
的弯曲角度,并且终止于端面,壳体盖能利用该端面贴靠到壳体上,其中,在各限制变形元件的紧固器件通孔中间区段与限制变形元件的相邻的紧固器件通孔区段之间分别构造有排出开口,湿气或液体可以通过排出开口从密封凸起部与限制变形元件的紧固器件通孔中间区段之间的中间区域排出到壳体盖的外部空间中。
126.在所有附图中,相同或功能等效的元件利用相同的附图标记表示。
具体实施方式
127.在图1和2中片段地示出的、整体利用100表示的壳体盖被设置成用于封闭壳体102上的、例如控制设备或逆变器、尤其是电动车辆的驱动设备的逆变器的壳体上的壳体开口。
128.在附图中示例性示出的壳体盖100包括金属基板104,该金属基板具有优选基本上平坦的密封承载区域106。
129.沿壳体盖100的密封承载区域106的外周边,壳体盖100设有多个紧固器件通孔108,这些紧固器件通孔沿壳体盖100的周边彼此相距一定距离。
130.在将壳体盖100安装在要封闭的壳体102上时,这些紧固器件通孔108用于容纳优选呈紧固螺钉114的形式的紧固器件112的杆部110(参见图1,该图示出了处于借助紧固器件112安装在壳体102上的状态中的壳体盖100),杆部延伸穿过紧固器件通孔108,并且利用其外螺纹拧入到要封闭的壳体102的紧固器件安装区域118中的螺纹孔116的相对应的内螺纹中。
131.紧固器件通孔108中的一个或多个优选至少部分分别布置在壳体盖100的紧固器件通孔区域124中,紧固器件通孔区域布置在壳体盖100的两个中间紧固器件通孔区域126之间,并且紧固器件通孔区域向外凸出超过相邻的中间紧固器件通孔区域126的外边缘128。紧固器件通孔区域124的外边缘130优选基本上沿各自的紧固器件通孔108的周向方向延伸。
132.为了对壳体盖100与待封闭的壳体102之间进行流体密闭,设置有密封凸起部120,密封凸起部布置在壳体盖100的在壳体盖100的安装状态下面对待封闭的壳体102的内部空间的内侧上,该内侧形成壳体盖100的密封承载面122。
133.密封凸起部120沿壳体盖100的边缘延伸,并且优选环形闭合地构造。
134.密封凸起部120由弹性体材料形成,例如由硅酮材料形成,并且可以例如通过借助分配器的施加(在所谓的cip(“cured-in-place(就地固化)”)方法中)或通过丝网印刷方法在密封承载面122上形成。
135.在借助紧固器件112将壳体盖100安装在壳体102上时,通过将紧固器件112拧紧在壳体102的紧固器件安装区域118的螺纹孔116中来挤压密封凸起部120,其中,密封凸起部120的高度,即其垂直于密封承载面122的延伸范围从在未负载的状态下的高度h减小为在已安装的状态下的值h’。
136.弹性体的密封凸起部120的弹性的复位力然后产生密闭力,密封凸起部120以该密闭力密闭地贴靠在壳体102上。
137.为了避免密封凸起部120的过度的变形,壳体盖100包括一个或多个限制变形元件132,其沿与密封凸起部120相同的方向、即沿垂直于密封承载件122取向的z方向134凸出超过密封承载面122,并且限制密封凸起部120在壳体盖100的已安装的状态下的变形。
138.限制变形元件132比密封凸起部120更硬地构造,优选基本上刚性地构造,从而使得密封凸起部120在其被挤压的状态下的高度h’向下通过限制变形元件132高于密封承载面122的高度h来限制。
139.限制变形元件132中的至少一个包括紧固器件通孔区段136,其沿分别配属的紧固器件通孔108的周向方向,在周向角β上,围绕相关的紧固器件通孔108延伸。
140.周向角β优选大于90
°
,尤其大于120
°
,特别优选大于160
°
。
141.此外,周向角β优选小于270
°
,尤其是小于200
°
。
142.从图1可以最佳看出的那样,限制变形元件132包括弯曲区域138,在弯曲区域中,限制变形元件132的材料从平行于密封承载面122延伸的参考平面139弯出大约180
°
的弯曲角度α。
143.限制变形元件132还包括折叠区域140,其优选一体式地经由弯曲区域138和壳体盖100的贴靠区域142与壳体盖100的密封承载区域106连接,在该密封承载区域上布置有密封凸起部120。
144.折叠区域140在壳体盖100的与在壳体盖100上也布置有密封凸起部120相同的侧面上贴靠在贴靠区域142上。
145.折叠区域140优选面式地,特别优选基本上全面地贴靠在贴靠区域142上。
146.壳体盖100由具有优选小于1.5mm的材料厚或厚度d的原材料、尤其金属板材材料形成。
147.壳体盖100的原材料的厚度d尤其是小于1.4mm,特别优选小于1.2mm,例如大约1.0mm。
148.包括限制变形元件132在内的壳体盖100由该原材料如下地制造:
149.从金属原材料分离出在图3中片段地示出的壳体盖预成形件144。
150.分离例如可以通过例如借助激光的切出或通过冲压来进行。
151.壳体盖预成形件144包括舌板146,舌板包括限制变形元件132的折叠区域140和稍后的弯曲区域138的一部分(在图3中以阴影线表示)。
152.通过实施弯曲过程,使得折叠区域140和弯曲区域138的一部分从原材料的平面升高,并且然后,将折叠区域140折叠到贴靠区域142的面对折叠区域的贴靠面148上。
153.折叠到贴靠区域142上的折叠区域140与贴靠区域142挤压。
154.在壳体盖100的完成的状态中,折叠区域140基本上面式地贴靠在贴靠区域142的贴靠面148上,并且弯曲区域138的弯曲角度α基本上为180
°
。
155.原则上可以设置的是,折叠区域140完全包围紧固器件通孔108。
156.然而,在附图所示的实施方式中设置的是,折叠区域140不完全包围紧固器件通孔108,而是分别相对于紧固器件通孔108的纵向中心轴线仅在小于360
°
、优选小于270
°
的周向角β上进行围边。
157.由此实现的是,折叠区域140的任何部分都不布置在一方面紧固器件通孔108与另一方面密封凸起部120之间,从而使得密封凸起部120可以非常接近地从紧固器件通孔108旁引导经过,因此使得尽可能高的挤压力可以从紧固器件112的头部150经由壳体盖100的密封承载面106传输到密封凸起部120上。
158.紧固器件112的头部150优选基本上全面地贴靠在壳体盖102的远离密封承载面122的紧固器件贴靠面152上,紧固器件贴靠面优选基本上平坦地构造。
159.从图1可以最佳地看出,在壳体盖100的该实施方式中,壳体盖100的折叠区域140、贴靠区域142和密封承载区域106分别具有厚度d,该厚度相应于金属原材料的厚度或材料厚。
160.在该实施方式中,限制变形元件132超过密封承载面122的高度h与原材料的厚度d一样大,并且因此与贴靠区域142的厚度和壳体盖100的密封承载区域106的厚度一样大。
161.在壳体盖100安装在壳体102上时,通过限制变形元件132(也称为止动件),将密封凸起部120挤压到限定的尺度h’,该限定的尺度相应于限制变形元件132超过密封承载面122的高度h。
162.由此防止密封凸起部120的过度挤压。
163.制造壳体盖100的金属原材料尤其可以包括铝或铝合金。
164.对此替选地也可以设置的是,形成壳体盖100的原材料是不锈钢材料。
165.然而原则上,也考虑到任何其他的板材形的、尤其金属的原材料来制造壳体盖100。
166.壳体盖100的图4至图9中所示的第二实施方式与上述的在图1至图3中示出的实施方式的不同之处在于,限制变形元件132的折叠区域140的厚度d’进而是限制变形元件132超过密封承载面122的高度h小于贴靠区域142和密封承载区域106的厚度d,该厚度与原材料的厚度d相一致。
167.这通过以下方式实现,即,在从原材料分离出壳体盖预成形件144之前,将原材料的在图6中位于在那里示出的方框154内的区域进行平整。
168.在此,通过对原材料的平整,将折叠区域140的厚度从初始值d减小到值d’,其优选相应于至多0.9d,尤其是至多0.8d,特别优选至多0.7d。
169.在此,平整过程从以板形状存在的原材料的板内侧朝板外侧的方向进行,从而在随后的弯曲过程中,不必消除高度差或棱边。
170.以该方式,可以产生节约空间的具有小于原材料的厚度d的高度h的限制变形元件132,而不用干预壳体盖100的材料的材料结构,这是因为从外向内进行板材折叠。
171.然而,在该实施方式中,折叠区域140中的变形程度是相对高的。
172.在制造壳体盖的第二实施方式中进行如下:
173.首先,在通过图6中的方框154标记的区域中平整原材料,以便减小折叠区域140中的材料厚。在平整过程后,从原材料分离出壳体盖预成形件144(参见图7)。
174.例如,在平整过程中,折叠区域140中的原材料的厚度可以从1.5mm减小到1.0mm。
175.在随后的弯曲过程中,弯曲区域138的材料的一部分和折叠区域140从平行于密封承载面122延伸的参考平面139弯出(参见图8,具有弯曲角度α,其在弯曲过程期间从0
°
提高到180
°
)。
176.在弯曲过程结束并且折叠区域140面式地、优选基本上全面地贴靠在贴靠区域142的贴靠面148上之后,折叠区域140和贴靠区域142相互挤压(参见图9)。
177.因此完成限制变形元件132的制造。
178.现在,在壳体盖102的密封承载区域106上产生密封凸起部120。
179.在其他方面,壳体盖100的图4至图9所示的第二实施方式在结构、功能和制造方法方面与图1至图3所示的第一实施方式相一致,在这方面参考第一实施方式的上面的描述。
180.壳体盖100的图10至15所示的第三实施方式与图1至3所示的第一实施方式的不同之处在于,限制变形元件132的折叠区域140的厚度d’和贴靠区域142的厚度d’都小于密封承载区域106的厚度d,该厚度相应于壳体盖100的原材料的厚度d。
181.在该实施方式中,折叠区域140的厚度d’和贴靠区域142的厚度d’是基本一样大的。
182.这通过以下方式实现,即,在该实施方式中,在通过图12中的方框154限定的区域内的原材料的厚度d通过平整来减小,该区域包括限制变形元件132的折叠区域140、弯曲区域138和贴靠区域142。
183.平整在该区域内部优选以恒定的变形程度进行。
184.在此,原材料的通过平整减小厚度的区域的减小的厚度d’优选是最高0.9d和/或优选至少0.8d,其中,d是原材料的未减小的厚度。
185.通过相对于密封承载区域106的厚度d减小贴靠区域142的厚度d’,使得在壳体盖100的该实施方式中,限制变形元件132的高度h和进而密封凸起部120在将壳体盖100安装在壳体102上时被挤压到的高度h’小于原材料的材料厚d,并且小于折叠区域140的厚度d’。
186.例如,如果具有厚度d=1.5mm的原材料在折叠区域140中和在贴靠区域142中被平整到例如1.25mm,那么就得到了限制变形元件132超过密封承载面122的1.0mm的高度h。
187.在制造壳体盖100的第三实施方式中进行如下:
188.具有材料厚d的原材料在通过图12中的方框154标记的区域中通过平整过程减小到更小的厚度d’。在平整过程之后,从原材料分离出壳体盖预成形件144(参见图13)。
189.弯曲区域138的一部分和折叠区域140从平行于密封承载面122延伸的参考平面139弯出并且升高(参见图14,具有在弯曲过程期间从0
°
增加到180
°
的弯曲角度α)。
190.在达到180
°
的弯曲角度α并且折叠区域140基本上面式地贴靠在贴靠区域142的贴靠面148上之后,折叠区域140和贴靠区域142相互挤压(参见图15)。
191.在其他方面,壳体盖100的图10至图15所示的第三实施方式在结构、功能和制造方法方面与图4至图9所示的第二实施方式相一致,在这方面参考第二实施方式的上面的描述。
192.壳体盖100的图16至图19所示的第四实施方式与上述的在图10至15中示出的第三实施方式的不同之处在于,贴靠区域142的厚度da在贴靠区域142中不是恒定的,而是随着距弯曲区域138的距离的增大而变化。
193.尤其设置的是,贴靠区域142的厚度da随着与弯曲区域138的距离的增大而增大到值d,该值相应于原材料的厚度和壳体盖100的密封承载区域106的厚度。
194.此外,在该实施方式中设置的是,折叠区域140的厚度du在折叠区域104中不是恒定的,而是随着与弯曲区域138的距离的增大而变化。
195.尤其设置的是,折叠区域140的厚度du随着与弯曲区域138的距离的增大而减小。
196.如从图16可以最好看出的那样,在此优选地,折叠区域140的局部厚度du和贴靠区域142的局部厚度da的总和dg优选基本上与距弯曲区域138的距离无关。
197.在此实施方式中,限制变形元件132超过密封承载面122的高度h相应于一方面折叠区域140和贴靠区域142的总厚度dg与另一方面密封承载区域106的厚度d(其相应于原材料的厚度d)的差。
198.这通过以下方式实现,即在原材料被平整时,变形如下这样地分布在贴靠区域142、随后的弯曲区域138和折叠区域140上,即,使得变形程度从贴靠区域142的面对密封承载区域106的边缘到折叠区域140的远离弯曲区域138的外边缘优选基本上连续地、特别优选基本上线性地增大。
199.这可以例如通过使用楔形的平整工具来实现,该平整工具将贴靠区域142中的材料推挤限制到最小,并且将高的变形程度移动到折叠区域140上。
200.这提供以下优点,即,多余的原材料仅在很小的程度中朝密封凸起部120的方向和/或朝紧固器件通孔108的方向被推压。
201.尽管在平整过程中存在高的材料推挤,但以如下方式仍得到折叠区域140的期望的外轮廓,即,在平整过程之后将壳体盖预成形件144从原材料分离出。
202.在制造壳体盖100的第四实施方式中进行如下:
203.在厚度为d的原材料中,将贴靠区域142、随后的弯曲区域138和折叠区域140平整成楔形,更确切地说从贴靠区域142的面对密封承载区域106的边缘经由随后的弯曲区域138直到折叠区域140的远离密封承载区域106的边缘进行平整,即从内向外进行平整。在平整过程后,将壳体盖预成形件144从原材料分离出(参见图17)。
204.在弯曲过程中,折叠区域和弯曲区域138的一部分从平行于密封承载面122延伸的参考平面139弯出(参见图18,具有在弯曲过程期间从0
°
增加到180
°
的弯曲角度α)。
205.当弯曲过程结束并且折叠区域140面式地、优选基本上全面地贴靠在贴靠区域142的贴靠面148上时,折叠区域140和贴靠区域142相互挤压(参见图19)。
206.在其他方面,壳体盖100的图16至图19所示的第四实施方式在结构、功能和制造方法方面与图10至图15所示的第三实施方式相一致,在这方面参考第三实施方式的上面的描述。
207.壳体盖100的图20和图21所示的第五实施方式与上述的图1至图19所示的四个实施方式的不同之处在于,限制变形元件132在其折叠区域140中的紧固器件通孔区段136由多个部段156组成,这些部段通过挤压和部段156的材料的由此产生的汇合形成限制变形元件132的连续的折叠区域140。
208.在图21所示的壳体盖预成形件144中,稍后形成折叠区域140的部段156的部段预成形件158沿紧固器件通孔108的周向方向彼此跟随,其中,在各两个沿周向方向彼此跟随的部段预成形件158之间分别布置有空隙160。
209.部段预成形件158的数量以及因此部段156的数量优选为两个或更多,尤其是三个或更多,特别优选为四个或更多,例如五个或更多。
210.在所示的实施例中,在完成制造的折叠区域140中存在五个部段预成形件158并且因此也存在五个部段156。
211.部段预成形件158优选在所配属的紧固器件通孔108的大致径向的方向上从壳体盖100的贴靠区域142向外突出。
212.在制造壳体盖100的第五实施方式中进行如下:
213.如果限制变形元件132超过密封承载面122的高度h应小于原材料的厚度d,那么贴靠区域142、稍后的弯曲区域138和折叠区域140的部段预成形件158如上文结合壳体盖100的第二、第三或第四实施方式描述的那样被平整。
214.从原材料分离出图21所示的壳体盖预成形件144。
215.部段预成形件158从平行于密封承载面122的参考平面139弯出、升高并且折叠到贴靠区域142的贴靠面148上,直到部段预成形件158面式地、优选基本上全面地贴靠在贴靠区域142的贴靠面148上。
216.然后,贴靠区域142和折叠区域140的部段预成形件158相互挤压,并且优选被平整,以便必要时产生具有与原材料的材料厚d相比减小的高度h的限制变形元件132。
217.通过挤压过程和必要时进行的平整过程,使得折叠区域140的部段156相互交融并且形成一体式的折叠区域140,该折叠区域具有沿紧固器件通孔108的周向方向基本上恒定的高度。
218.在例如1.5mm的原材料的材料厚中,折叠区域140的高度例如可以是1.0mm。
219.在其他方面,壳体盖100的图20和图21所示的第五实施方式在设计、功能和制造方法方面与图1至图3所示的第一实施方式相一致,在这方面参考第一实施方式的上面的描述。
220.壳体盖100的图22和23所示的第六实施方式与上述的图20和21所示的第五实施方式的不同之处在于,限制变形元件132的紧固器件通孔区段136的折叠区域140包括仅两个例如翼形的部段156,而不是五个大约呈圆扇形的部段156。
221.从图22可以看出,折叠区域140的部段156在其端侧161处接触。
222.两个部段156在(相对于紧固器件通孔108的纵向中心轴线)彼此在直径上对置的边缘区段162上与壳体盖100的贴靠区域142邻接。
223.在其他方面,壳体盖100的图22和23所示的第六实施方式在结构、功能和制造方法方面与图20和21所示的第五实施方式相一致,在这方面参考第五实施方式的上面的描述。
224.壳体盖100的图24和图25所示的第七实施方式与图1至图3所示的第一实施方式的不同之处在于,壳体盖100的限制变形元件132不仅包括紧固器件通孔区段136(其分别沿紧固器件通孔108之一的周向方向延伸),而且也包括一个或多个紧固器件通孔中间区段164,其分别沿壳体盖100的位于其中两个紧固器件通孔108之间的边缘区段166的周向方向延伸。
225.在这些紧固器件通孔中间区段164中,限制变形元件132分别也包括贴靠区域142、弯曲区域138和折叠区域140,折叠区域面式地、优选基本上全面地贴靠在贴靠区域142的贴靠面148上,并且优选与贴靠区域142挤压。
226.这样的限制变形元件132的紧固器件通孔中间区段164不仅用于在将壳体盖100安装在壳体102上时限制密封凸起部120的变形,而且还可以用于保护密封凸起部120不受外部影响,例如防止污物或腐蚀性介质或处于压力下的介质、例如高压水射束的流体的侵入,这是因为这种紧固器件通孔中间区段164的折叠区域140面式地、优选基本上全面地贴靠在
壳体102上,并且因此防止在壳体盖100与壳体102之间形成污物或腐蚀性介质和/或处于压力下的介质可能经其到达密封凸起部120的间隙。
227.此外,这种限制变形元件132的紧固器件通孔中间区段164的折叠区域140可以确保壳体盖100与壳体102之间的能导电的接触,从而使由壳体盖100和壳体102构成的单元具有emv保护,其防止来自壳体102的外部空间的电场、磁场或电磁场对壳体102的内部空间中的电气设备的影响。
228.在其他方面,壳体盖100的图24和图25所示的第七实施方式在结构、功能和制造方法方面与图1至图3所示的第一实施方式相一致,在这方面参考第一实施方式的上面的描述。
229.即使在壳体盖的第七实施方式中,贴靠区域142和/或折叠区域140也可以在限制变形元件132的其中每个紧固器件通孔中间区段164和/或其中每个紧固器件通孔区段136中以相同的方式被平整,如之前结合壳体盖100的第二实施方式、第三实施方式或第四实施方式描述的那样。
230.壳体盖100的图26和27所示的第八实施方式与前述的、图24和25所示的第七实施方式的不同于之处在于,限制变形元件132的紧固器件通孔中间区段164的折叠区域140并非单件式地构造,而是由多个部段168组成,这些部段沿壳体盖100的边缘区段166的周向方向彼此跟随,并且优选通过与贴靠区域142的挤压而汇合。
231.在壳体盖100的该实施方式的图27所示的壳体盖预成形件144中,在各两个沿壳体盖100的边缘区段166的周向方向彼此跟随的部段预成形件170之间分别布置有空隙172。
232.部段预成形件170和进而由此产生的部段168全部可以具有相同的长度,或者就其长度而言(沿壳体盖100的边缘区段166的周向方向来看)彼此不同。
233.在其他方面,壳体盖100的图26和27所示的第八实施方式在设计、功能和制造方法方面与图24和图25所示的第七实施方式相一致,在这方面参考第七实施方式的上面的描述。
234.尤其地,在第八实施方式中,部段156和/或贴靠区域142也可以通过平整过程在其高度方面相对于原材料的高度d减小。
235.壳体盖100的图28和29所示的第九实施方式与图24和图25所示的第七实施方式的不同之处在于,在限制变形元件132的紧固器件通孔中间区段164中,弯曲区域138没有以180的弯曲角度α从平行于密封承载面122延伸的参考平面139弯出,而是弯曲角度α是基本上90
°
,并且弯曲区域138终止于端面174,壳体盖100利用该端面在安装在壳体102上的状态下贴靠在壳体102上(参见图29)。
236.在该情况下,限制变形元件132的折叠区域140因此被省略。
237.在壳体盖100的该实施方式中,弯曲区域138的从参考平面139弯出90
°
的并且突出超过壳体盖100的密封承载面122的高度h的区段限制了在壳体盖100安装在壳体102上时密封凸起部120的变形。
238.在平行于密封承载面122并且垂直于壳体盖100的外边缘延伸的方向上,限制变形元件132的该实施方式仅具有非常小的延伸范围,其基本上相应于壳体盖100的原材料的厚度d或仅略大于。尤其可以设置的是,限制变形元件132平行于密封承载面122并且垂直于壳体盖100的边缘的延伸范围小于壳体盖100的原材料的厚度d的或壳体盖100的密封承载区
域106的厚度d的两倍。
239.由此,在壳体盖100的总归非常狭窄的中间紧固器件通孔区域126中通过如下方式节省了大量空间,即,限制变形元件132的弯曲区域138不弯出超过180
°
的弯曲角度α,而是仅90
°
的弯曲角度α,并且垂直于密封承载面122。
240.在其他方面,壳体盖100的图28和图29所示的第九实施方式在设计、功能和制造方法方面与壳体盖100的图24和图25所示的第七实施方式相一致,在这方面参考第七实施方式的上面的描述。
241.壳体盖100的图30所示的第十实施方式与图28和图29所示的第九实施方式的不同之处在于,限制变形元件132不仅在紧固器件通孔中间区段164中,而且补充地或替选地也在限制变形元件132的紧固器件通孔区段136中,通过具有基本上90
°
的弯曲角度的弯曲区域138形成。尤其地,在该实施方式中,限制变形元件132可以具有附加的弯曲区域138’,该附加的弯曲区域对紧固器件通孔108(具有直径d;参见图30)围边,并且以其端面174在壳体盖100的安装在壳体102上的状态中贴靠在壳体102上。
242.该弯曲区域138’也具有基本上90
°
的弯曲角度。
243.折叠到壳体盖100的贴靠区域142上的折叠区域140也没有与该弯曲区域138’联接。
244.在其他方面,壳体盖100的图30所示的第十实施方式在结构、功能和制造方法方面与图28和图29所示的第九实施方式相一致,在这方面参考第九实施方式的上面的描述。
245.壳体盖100的图31所示的第十一实施方式与图28和29所示的第九实施方式的不同之处在于,壳体盖100包括一个或多个排出开口176,其分别布置在限制变形元件132的紧固器件通孔中间区段164的端部区域与限制变形元件132的紧固器件通孔区段136之间。
246.这些排出开口176分别表示从密封凸起部120与限制变形元件132的紧固器件通孔中间区段164之间的中间区域到壳体盖100的外部空间的流体连接部,经由这些流体连接部,使得在中间区域中形成和/或积聚的湿气或液体可以流出到壳体盖100的外部空间中,由此防止在该中间区域中对壳体盖的腐蚀损坏。
247.在该实施方式中,每个排出开口176因此具有在限制变形元件132的紧固器件通孔中间区段164的端部区域与限制变形元件132的紧固器件通孔区段136之间的空隙或间隙的形状。
248.在其他方面,壳体盖100的图31所示的第十一实施方式在结构、功能和制造方法方面与图28和图29所示的第九实施方式相一致,在这方面参考第九实施方式的上面的描述。
249.在壳体盖100的第十一实施方式的替选的设计方案中可以设置的是,限制变形元件132的紧固器件通孔中间区段164如在壳体盖100的图24和图25所示的第七实施方式中那样构造。
250.在该情况下,紧固器件通孔中间区段164中的限制变形元件因此分别包括贴靠区域142、弯曲区域138和折叠区域140,折叠区域优选面式地、优选基本上全面地贴靠在贴靠区域142的贴靠面148上,并且优选与贴靠区域142挤压。
251.在壳体盖100的第十一实施方式的另外的替选的设计方案中,限制变形元件132的紧固器件通孔中间区段164可以如壳体盖100的图26和图27所示的第八实施方式那样构造。
252.在该情况下,限制变形元件132的紧固器件通孔中间区段164的折叠区域140没有
单件式地构造,而是由多个部段168组成,部段沿壳体盖100的边缘区段166的周向方向彼此跟随,并且优选通过与贴靠区域142的挤压而汇合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1