用于等离子割炬的电极、包括其的布置结构、包括其的等离子割炬以及用于等离子切割的方法与流程
本发明涉及一种用于特别是液冷的等离子割炬的电极、一种包括其的特别是液冷的布置结构、一种包括其的等离子割炬以及一种用于等离子切割的方法。
背景技术:
1、等离子割炬被用于金属的等离子切割。其通常基本上由焰炬主体、电极、喷嘴和用于其的支撑架组成。现代等离子焰炬和等离子割炬还具有安置在喷嘴上方的喷嘴保护盖。往往借助于喷嘴盖固定喷嘴。
2、由于因电弧造成的高热负荷而通过等离子割炬的运行受到磨损的构件根据等离子割炬的类型特别地有电极、喷嘴、喷嘴盖、喷嘴保护盖、喷嘴保护盖支撑架和等离子气体导向件及次级气体导向件。这些构件可以由操作人员轻松更换并且由此被称为磨损件。
3、等离子割炬通过导线连接至电源和气体供应装置,其对等离子割炬进行供应。此外,等离子割炬可以连接至用于冷却介质(例如冷却液)的冷却装置。
4、在等离子割炬中会出现高热负荷。其原因在于等离子射流穿过喷嘴孔时的剧烈收缩。在此使用小开孔,以便在喷嘴孔中产生50到150a/mm2的高电流密度,约2×106w/cm2的高能量密度和高达30000k的高温。此外,在等离子割炬中使用更高的气压,通常高达12bar。流经喷嘴孔的等离子气体的高温和高动能的组合引起工件的熔融和熔体的排出。产生切缝并且分离工件。
5、在等离子切割过程中,往往使用氮气或含氮气的气体混合物作为等离子气体,以便切割高合金钢、不锈钢、有色金属或者有色金属合金,诸如铝或者铝镁合金。然而,还有可能用氮气或者含氮气的气体混合物切割低合金的金属和非合金的金属,即所谓的结构钢。
6、等离子气体在电极和喷嘴之间流动。等离子气体由气体导向件(等离子气体导向件)引导。由此,可以有针对性地定向等离子气体。通常,通过等离子气体导向件中开口的径向和/或轴向偏移,使其围绕电极旋转。等离子气体导向件由电绝缘的材料制成,因为电极和喷嘴必须相互电绝缘。这是必要的,因为在等离子割炬的运行过程中,电极和喷嘴具有不同的电势。为了运行等离子割炬,在电极和喷嘴和/或工件之间产生使等离子气体电离化的电弧。为了电弧的点火,可以在电极和喷嘴之间施加高压,其确保电极与喷嘴之间的路段的预电离并且由此确保形成电弧。在电极和喷嘴之间亮起的电弧也被称为导引电弧。
7、导引电弧通过喷嘴孔逸出并且到达工件,并使通向工件的路段电离化。由此,可以在电极和工件之间形成电弧。该电弧也被称为主电弧。在主电弧期间,可以关断导引电弧。然而,也可以继续运行导引电弧。在等离子切割过程中,往往将其关断,以便不会额外地对喷嘴造成负荷。
8、特别是电极和喷嘴在热学上被施加高负荷并且必须进行冷却。与此同时,其还必须传导形成电弧必需的电流。因此,为此使用导热良好和导电良好的材料,通常为金属,例如铜、银、铝、锡、锌、铁或者包含至少一种上述金属的合金。
9、电极往往由电极座和发射嵌件构成,而发射嵌件由具有高熔融温度(>3000℃)的材料制成。在使用诸如氩气、氢气、氮气、氦气及其混合物等非氧化等离子气体时,使用钨作为用于发射嵌件的材料。高温材料可以被例如形状配合和/或力配合地压入到由导热良好和导电良好的材料制成的电极座中。
10、电极和喷嘴的冷却可以通过气体实现,例如等离子气体或者沿着喷嘴的外侧流动的次级气体然而,更有效的是用诸如水等液体进行冷却。在这种情况下,往往直接用液体冷却电极和/或喷嘴,即液体与电极和/或喷嘴直接接触。为了围绕喷嘴引导冷却液,有喷嘴盖位于喷嘴周围,其内表面与喷嘴的外表面形成冷却剂空间,而冷却剂在该冷却剂空间内流动。
11、在现代等离子割炬中,在喷嘴和/或喷嘴盖外还额外地有喷嘴保护盖。喷嘴保护盖的内表面和喷嘴或者喷嘴盖的外表面形成次级气体或者保护气体流动经过的空间。次级气体或者保护气体从喷嘴保护盖的开孔中逸出并且环绕等离子射流,并且确保围绕其的定义气氛。额外地,次级气体保护喷嘴和喷嘴保护盖,以防可能在其与工件之间形成的电弧。这被称为双重电弧并且会导致喷嘴损坏。特别是在被插入到工件中的情况下,喷嘴和喷嘴保护盖由于材料的热上喷而受到强烈的负荷。在插入时,次级气体的体积流量可以相对于切割时的数值有所提高,次级并且使喷嘴和喷嘴保护盖避开向上喷的材料并且由此对其进行保护,以防损坏。
12、喷嘴保护盖同样在热学上被施加高负荷并且必须对其进行冷却。因此,为此使用导热良好和导电良好的材料,通常为金属,例如铜、银、铝、锡、锌、铁或者包含至少一种上述金属的合金。
13、还可以间接地冷却电极和喷嘴。在这种情况下,其通过贴合而与由导热良好和导电良好的材料制成的构件接触,该原料通常为金属,例如铜、银、铝、锡、锌、铁或者包含至少一种上述金属的合金。该构件又被直接冷却,即其与大部分流经的冷却剂直接接触。这些构件可以同时用作用于电极、喷嘴、喷嘴盖或者喷嘴保护盖的支撑架或者容纳部,并且排放热量并供应电流。
14、还存在只有电极或者只有喷嘴用液体冷却的可能性。
15、大多只通过次级气体冷却喷嘴保护盖。还已知直接或者间接地通过冷却液来冷却次级气体盖的布置结构。
16、在等离子焰炬中并且特别地在等离子割炬中,由于高能量密度和高温,出现磨损件的高负荷。这特别地还涉及电极。
17、迄今为止已知的将电极、由诸如钨等高熔点材料制成的发射嵌件装入诸如铜或银等导热良好的材料中的解决方案常常不能在使用寿命和/或切削质量方面达到充分的结果。
18、特别是在使用氮气或者含氮气的气体混合物作为等离子气体时,使用寿命往往过短。而且,常常会产生使用寿命的大波动。
19、在切割高合金钢、不锈钢、有色金属或者有色金属合金时,通过使用所谓的尖端电极,达到高切削质量和高切割速度。在此,发射嵌件突出于电极座并且被实施为向前削尖。在这种情况下,在用氩氢混合物进行切割的过程中,还实现了良好的使用寿命并且在6mm起的工件厚度下实现良好的切削质量。
20、在工件厚度更小的情况下,出现更大的根据din iso 9013的垂直度公差和倾斜度公差。此外,在工件下边缘处毛刺形成得更旺。
21、通过使用氮气、氩氮混合物、氮氢混合物或者氩氢氮混合物,可以改善切削质量。然而,在对于等离子切割而言相对小的低于100a的电流下,电极本身的使用寿命显著降低。
22、在运行过程中,即电弧或者等离子射流亮起的情况下,发射嵌件会磨损。其逐渐回烧并且突出于电极座的部分缩短。随着回烧的增强,切削质量显著恶化。特别是在切割高合金钢、不锈钢、有色金属或者有色金属合金时,这又导致更大的根据din iso 9013的垂直度公差和倾斜度公差,导致在待切割的材料的下侧上形成附着毛刺并且导致切削面粗糙度更大。
23、如果其回烧多于1mm,则切削质量大多无法再接受。如果其仍旧继续回烧,例如超过2mm,则电弧会从发射嵌件转移到电极座并且出现整个电极的突然失灵。在这种情况下,还会出现喷嘴的损坏。甚至会损坏整个焰炬。
24、已知用稀土元素氧化物掺杂钨电极,以提高其使用寿命并改善电弧的点火性能。这例如是氧化镧、氧化钍或者氧化铈。这对于使用氩气作为气体的应用是已知的。如果将这些电极与氮气一同使用,则使用寿命急剧降低。
25、还已知使用所谓的扁平电极,其中发射嵌件不突出于电极座。在此,实现使用寿命的改善。但是,在切割高合金钢、不锈钢、有色金属或者有色金属合金时,切割速度和切削质量显著降低。通过更好地冷却发射嵌件,实现更长的使用寿命,因为它被插入到电极座中,直至电弧附着点,即其前端。切削质量更差的原因可能在于所谓的扁平电极结合喷嘴产生的不一样的甚至更差的等离子气体流动比。
技术实现思路
1、本发明的目的是在等离子切割时实现高切割速度、高切削质量和至少电极的长使用寿命。
2、根据本发明,根据第一方面,该目的通过一种用于等离子割炬的电极得以实现,其包括力配合、形状配合和/或材料配合地相互连接的电极座和发射嵌件,其特征在于,发射嵌件由至少由钨和至少一种下列的元素或者化合物构成的合金制成:锆和/或铪和/或氧化锆和/或氧化铪。
3、另外,根据第二方面,该目的通过一种用于等离子割炬的电极得以实现,其中电极具有前端和后端,沿着纵向轴线延伸,并且具有位于前端上的至少一个发射嵌件以及电极座,特别地,其中发射嵌件的至少一部分在电极前端的方向上伸出于或者突出于电极座,特别地,其中伸出于或者突出于电极座的发射嵌件具有在前端方向上优选锥形地逐渐变细的部段。
4、此外,根据第三方面,该目的通过一种由根据权利要求1至23中任一项所述的电极和喷嘴构成的布置结构得以实现。
5、进一步地,根据第四方面,该目的通过一种等离子割炬得以实现,其包括根据权利要求1至23中任一项所述的电极、喷嘴和/或喷嘴保护盖和/或等离子气体导向件。
6、另外,根据第五方面,该目的通过一种用于通过使用根据权利要求27至29中任一项所述的等离子割炬进行等离子切割的方法得以实现,其中使用氮气或者包括氮气的气体混合物作为等离子气体来运行等离子割炬(1)。
7、有益地,对于根据第一和第二方面的电极,锆和/或铪和/或氧化锆和/或氧化铪的比例占发射嵌件的合金的体积或者质量的最小0.1%,更佳地最小0.3%。
8、有益地,锆和/或铪和/或氧化锆和/或氧化铪的比例占发射嵌件的合金的体积或者质量的最大5%,更佳地最大2%。
9、有利地,钨的比例占发射嵌件的合金的体积或者质量的至少95%,更佳地最小98%,最佳地占其99%。
10、此外,可以预设,发射嵌件的合金的相对于100%的体积或者质量所剩余的比例中至少20%,更佳地最小25%,还更佳地最小30%由铜和/或银形成。
11、在一种特别的实施方案中,电极具有前端和后端,沿着纵向轴线l延伸,并且发射嵌件位于前端上。
12、进一步地,发射嵌件的一部分可以在电极前端的方向上伸出于或者突出于电极座。
13、特别地,在此可以预设,伸出于或者突出于电极座的发射嵌件具有在前端方向上优选锥形地逐渐变细的部段。
14、有益地,优选锥形地逐渐变细的部段的朝向前端、沿着纵向轴线l延伸的外表面在外表面与纵向轴线l之间形成15°到30°,优选20°到25°的角度(β)。
15、朝向前端,电极座可以具有逐渐变细的部段,优选锥形地逐渐变细的部段。
16、适宜地,优选锥形地逐渐变细的部段的朝向前端、沿着纵向轴线l延伸的外表面在外表面与纵向轴线l之间形成15°到30°,优选20°到25°的角度α。
17、有益地,角度α和β具有最大10°,更佳地最大5°的差异,并且最佳地一样大。
18、有益地,发射嵌件在电极的前端上具有圆形面,其具有最大1.5mm,更佳地最大1.0mm,最佳地最大0.6mm的直径d3。
19、有利地,发射嵌件在电极的前端上具有圆形面,其具有最小0.2mm,更佳地最小0.4mm的直径d3。
20、然而,电极前端上的面也可以不同于圆形。无论其是否是圆形的,其面积有利地为最大1.8mm2,更佳地最大0.8mm2,最佳地最大0.3mm2,和/或为最小0.05mm2,更佳地最小0.1mm2。
21、在一种特别的实施方案中,发射嵌件具有最大外径d2,并且电极座具有最小外径d1,其中d1和d2之间的差值处于0.2mm到1mm之间。
22、对于根据第二方面的电极,优选锥形地逐渐变细的部段的朝向前端、沿着纵向轴线l延伸的外表面可以在外表面与纵向轴线l之间形成15°到30°,优选20°到25°的角度β。
23、朝向前端,电极座可以具有优选锥形地逐渐变细的部段。
24、有利地,优选锥形地逐渐变细的部段的朝向前端、沿着纵向轴线l延伸的外表面在外表面与纵向轴线l之间形成15°到30°,优选20°到25°的角度α。
25、角度α和β可以具有最大10°,更佳地最大5°的差异,并且最佳地可以一样大。
26、发射嵌件可以在电极的前端上具有圆形面,其具有最大1.5mm,更佳地最大1.0mm,最佳地最大0.6mm的直径d3。
27、发射嵌件可以在电极的前端上具有圆形面,其具有最小0.2mm,更佳地最小0.4mm的直径d3。
28、然而,电极前端上的面也可以不同于圆形。无论其是否是圆形的,其面积有利地为最大1.8mm2,更佳地最大0.8mm2,最佳地最大0.3mm2,和/或为最小0.05mm2,更佳地最小0.1mm2。
29、发射嵌件可以具有最大外径d2,并且电极座可以具有最小外径d1,其中d1和d2之间的差值处于0.2mm到1mm之间。
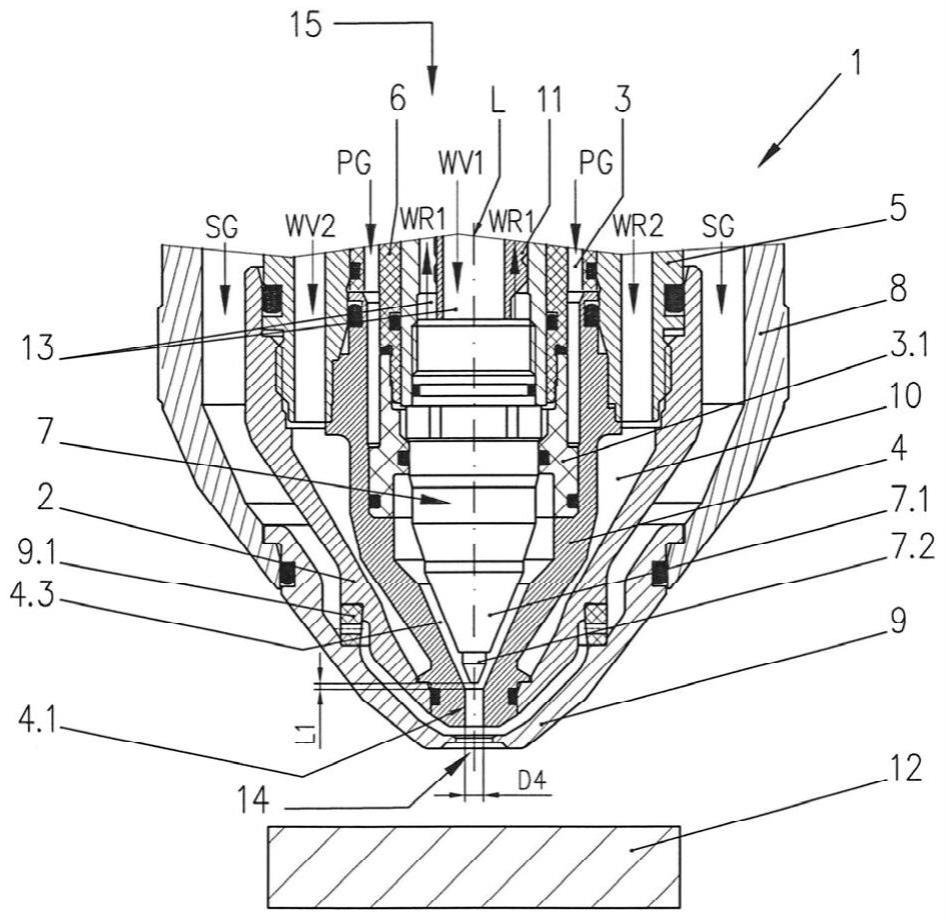
30、对于根据第三方面的布置结构,可以预设,电极(7)的锥形部段(7.1.1)的外表面(7.1.3)与纵向轴线(l)之间的角度以及喷嘴(4)的与外表面相对的内表面与纵向轴线(l)之间的角度具有最大10°,更佳地最大5°的差异,还更佳地,两个角度一样大。
31、根据一种特别的实施方案,对于电极的前端(14)与喷嘴(4)的喷嘴通道(4.1)的后端之间的间距l1适用以下内容:l1≤1.5mm,更佳地,l1≤1mm和/或l1≤1.5*d4,更佳地,l1≤1.0*d4,其中d4是喷嘴通道的最小直径。
32、对于根据第四方面的等离子割炬,可以预设,电极的锥形部段的外表面与纵向轴线l之间的角度以及喷嘴的与外表面相对的内表面与纵向轴线l之间的角度具有最大10°,更佳地最大5°的差异,还更佳地,两个角度一样大。
33、对于等离子割炬,可以预设,对于电极的前端与喷嘴通道的后端之间的间距l1适用以下内容:l1≤1.5mm,更佳地,l1≤1mm和/或l1≤1.5*d4,更佳地,l1≤1.0*d4,其中d4是喷嘴通道的最小直径。
34、对于根据第五方面的方法,等离子气体混合物可以由氮气和氩气构成,或者由氮气和氢气构成,或者由氮气和氩气和氢气构成。
35、有利地,使用氮气或者包括氮气的气体混合物或者使用空气或者包括空气的气体混合物作为次级气体来运行等离子割炬。
36、有益地,次级气体混合物由氮气和氩气构成,或者由氮气和氢气构成,或者由氮气和氩气和氢气构成,或者由空气和氩气构成,或者由空气和氮气构成。
37、有利地,等离子气体和/或次级气体的体积的至少30%,更佳地50%并且最佳地75%由氮气或者空气构成。
38、有益地,至少电极和/或喷嘴和/或喷嘴保护盖由液态介质来冷却。
39、待切割的工件可以由高合金钢、不锈钢或者有色金属或者有色金属合金制成。
40、有色金属可以至少部分地由铝、铜、钛、锌或锡构成。
41、本发明的基础在于以下令人惊讶的认识,即通过所使用的材料和/或电极的结构性设计方案,特别地在切割高合金钢、不锈钢或者有色金属/有色金属合金时,如果在等离子焰炬中使用含氮气的等离子气体或者等离子气体混合物,甚至在长时间段内实现长使用寿命和高切削质量。
- 还没有人留言评论。精彩留言会获得点赞!