一种PCB及其压合方法与流程
一种pcb及其压合方法
技术领域
1.本发明涉及印制电路板技术领域,尤其涉及一种pcb及其压合方法。
背景技术:
2.在印制电路板制造行业中,印制电路板按结构分类主要分为单面板、双面板及多层板。印制电路板多层板又分为四层板、六层板、八层板、十层板及更高层次产品;其中普通多层板大于等于六层板时,就由多张芯板叠加而成,因此层数大于等于六层板时,需要多张芯板叠加而成,其中部分产品压合结构设计要求内层芯板与内层芯板之间的介质层厚度要求大于0.9mm以上。目前印制电路板行业中,压合无法使用多张半固化片压制完成此厚度的介质层制作。如果压合使用多张半固化片来完成此厚度的介质层压制,会导致滑板层偏及白点等不良现象。
3.目前印制电路板行业中普通采取的方法是使用基板光板来替代厚介质层的一部分,再在光板的两边增加单张半固化片来与内层芯板进行铆合后压制。具体压制结构如附图1所示。此方法有如下缺点:第一,此方法的光板厚度由于大于0.4mm,在叠合时,热熔无法将光板热熔透,从而热熔无法将内层芯板、半固化片及光板熔合牢固;因此此类产品只能采用纯铆合的方法进行铆合,而铆合的生产效率又低于热熔效率,从而影响了生产效率。第二,此方法所使用光板为含铜基板经过开料,再进行蚀刻光板制作而成,而不能使用板材商直接提供的光板,板材商所提供的光板在生产过程中和运输过程污染严重,在压制后易出现爆板分层的风险;从而增加了流程及增加了铜污染。第三,此种方法在叠合过程中因只能使用铆合方法进行叠合,无法使用热熔叠合,而铆合的对位精度低于热熔的对位精度,从而增加了层偏的品质风险。从以上可以看出,目前行业内所采用的方法增加了额外流程,增加了生产成本,增加环境污染,影响生产效率及压合层偏等问题。
4.在鉴于此,有必要提出一种pcb及其压合方法以解决上述问题。
技术实现要素:
5.针对现有技术的不足,本发明提供了一种pcb及其压合方法,以解决现有pcb压合方式中介层偏差大、生产效率低、生产污染严重的技术问题。
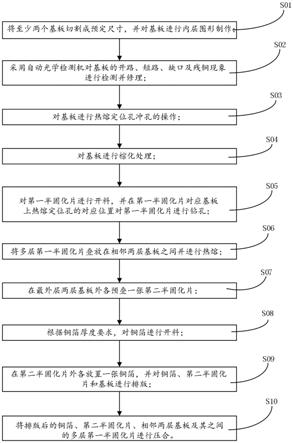
6.为了实现上述目的,本发明提供一种pcb的压合方法,包括以下步骤:
7.s01:将基板切割成预定尺寸,并对所述基板进行内层图形制作;
8.s02:采用自动光学检测机对所述基板的开路、短路、缺口及残铜现象进行检测并修理;
9.s03:对所述基板进行热熔定位孔冲孔的操作;
10.s04:对所述基板进行棕化处理;
11.s05:对第一半固化片进行开料,并在所述第一半固化片对应所述基板上热熔定位孔的对应位置对所述第一半固化片进行钻孔;
12.s06:将多层所述第一半固化片放置在相邻两层所述基板之间并进行热熔,相邻两
层所述基板与多层所述第一半固化片热熔之后相互粘黏且固化为一个整体;
13.s07:在相邻两层所述基板外各预叠一张第二半固化片;
14.s08:根据铜箔厚度要求,对铜箔进行开料;
15.s09:在所述第二半固化片外各放置一张所述铜箔,并对所述铜箔、所述第二半固化片和所述基板进行排版;
16.s10:将s09中排版后的所述铜箔、所述第二半固化片、所述基板将其之间的多层所述第一半固化片进行压合。
17.优选地,所述s02中包括以下步骤:
18.s21:使用ldi曝光机对内层图形转移制作,且将内层层偏控制在20微米以内。
19.优选地,所述s03中,使用ope冲孔机进行热熔定位孔冲孔,所述热熔定位孔数量为两个,且所述热熔定位孔开设于所述基板的两侧边缘处。
20.优选地,所述s05中对所述第一半固化片采用激光切割机进行开料。
21.优选地,所述s06中,热熔后使用x-ray检查机检查是否存在层偏现象,并检查热熔是否熔紧。
22.优选地,所述s09中,排版时需检验所述铜箔是否有褶皱、排版是否存在错位。
23.优选地,所述s10中,压机平整度公平差控制在
±
0.05毫米。
24.优选地,所述s10中,最大压力控制在17kg/cm2~21kg/cm2,升温数率控制在1.3℃/min~1.4℃/min。
25.优选地,所述相邻两层基板之间的所述第一半固化片的层数为6层至7层。
26.本发明还提供一种根据上述pcb的压合方法形成的pcb,,包括相邻两层的所述基板、设置于相邻两层所述基板之间的多层所述第一半固化片、设置于相邻两层所述基板外侧的所述第二半固化片以及设置于所述第二半固化片外侧的铜箔。
27.光板是使用厂商压合的基板,再经过厂内开料,蚀刻光板,人工检验及钻铆合孔,最后投入到生产中,此种方法所得的成本远高于厂内直接使用半固化片压合的成本。与现有技术相比,本发明具有如下有益效果:
28.1、本发明减少了光板制作的所有流程,优化了加工工艺,从而提高了生产效率,降低了生产成本;
29.2、本发明使用多张第一半固化片压合来替代光板,不仅优化了生产流程,同时从设计上也减少了原材料的成本;
30.3、本发明减少了光板制作的所有流程,避免了蚀刻光板的工序,从而减少了蚀刻铜废液的产生,降低了生产过程中的重金属污染;
31.4、本发明使用热熔替代了铆合流程,增加了压合对位精度,降低了压合层偏。
附图说明
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
33.图1为现有技术中制作具有厚介质pcb压合时的叠板示意图;
34.图2为本发明第一实施例中制作具有厚介质pcb压合时的叠板示意图;
35.图3为本发明第一实施例中的压合程式;
36.图4为本发明第二实施例中制作具有厚介质pcb压合时的叠板示意图;
37.图5为本发明第二实施例中的压合程式;
38.图6为本发明实施例的厚介质层pcb的压合方法步骤流程图。
39.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
40.附图标号说明:
41.100-铜箔、200-第二半固化片、300-基板、400-第一半固化片、500-光板。
具体实施方式
42.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
45.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
46.第一实施例
47.请参照附图2、附图3和附图6,本发明提供一种pcb及其压合方法,包括以下步骤:
48.s01:将两个基板300切割成预定尺寸,并对基板300进行内层图形制作。
49.s02:采用自动光学检测机对基板300的开路、短路、缺口及残铜现象进行检测并修理。
50.具体地,s02中包括以下步骤:
51.s21:使用ldi曝光机对内层图形转移制作,且将内层层偏控制在20微米以内。其中,图形转移是指将照相底版图形转移至敷铜箔基材上。此外,内层层偏控制可以通过设置ldi曝光机的层偏精度实现,内层其他流程按照多层板的管控方法进行加工。其中,层偏是指本来要求对位的pcb各层之间同心度差异。
52.s03:对基板300进行热熔定位孔冲孔的操作。
53.优选地,在s03中,使用ope冲孔机进行热熔定位孔冲孔,且热熔定位孔数量为两个,且热熔定位孔开设于基板的两侧边缘处。设置于基板两侧边缘处的热熔定位孔一方面由于热熔定位孔处于基板边缘处其周边的基板面积较小能够快速完成熔化,另一方面处于基板边缘的热熔定位孔热熔完成后可以防止基板与第一半固化片边缘开裂。
54.s04:对基板300进行棕化处理。在对基板300进行棕化处理是需根据产品的铜厚调整对应的棕化参数。
55.s05:对第一半固化片400进行开料,并在第一半固化片400对应基板300上的热熔定位孔的对应位置对第一半固化片400进行钻孔。
56.优选地,s05中对第一半固化片400采用激光切割机进行开料。
57.s06:将6层第一半固化片400放置在相邻两层基板300之间并进行热熔,相邻两层基板与6层第一半固化片400热熔之后固化为一个整体。熔合时需要根据半固化片的材料及型号调整相应的热熔参数。
58.具体地,在s06中,热熔后使用x-ray检查机检查是否存在层偏现象,并检查热熔是否熔紧。x-ray检查机是指在不损坏被检物品的前提下使用低能量x光,快速检测出被检物品的内部质量和其中的异物,并通过计算机显示被检物品图像的测试设备。
59.s07:在最外层两层基板300外各预叠一张第二半固化片200。此处最外层两层基板300是指在该基板300的上面或下面再无与之相邻的基板300,即其一端为多层第一半固化片400其另一端为第二固化片200。
60.s08:根据铜箔100厚度要求,对铜箔100进行开料。
61.s09:在第二半固化片200外各叠放一张铜箔100,并对铜箔100、第二半固化片200和基板300进行排版。具体地,在s09中,排版时需检验铜箔100是否有褶皱、排版是否存在错位。此处的排版是指将铜箔100、第二半固化片200和基板300依次按照铜箔100、第二半固化片200、基板300、第二半固化片200、铜箔300的顺序进行叠放并使之居中对齐。值得一提的是,此步骤的基板300为热熔之后的基板300其中每相邻的两基板300之间夹有多层第一半固化片400。
62.s10:将s09中排版后的铜箔100、第二半固化片200、基板300及其之间的多层第一半固化片400进行压合。
63.其中,s10中,压机平整度公平差控制在
±
0.05毫米,最大压力控制在17kg/cm2~21kg/cm2,升温数率控制在1.3℃/min~1.4℃/min。具体地,在本实施例中,升温数率控制为1.3℃/min,最大压力为20kg/cm2。值得一提的是,在压合过程中,压力处于由小增大而后再减小的变化过程,具体的压合程式请参照附图5。
64.值得一提的是,第一半固化片400的凝胶时间比第二半固化片200的凝胶时间少20s,而第二半固化片的凝胶时间为同型号的半固化片的正常凝胶时间。第一半固化片的凝胶时间比同型号的半固化片的凝胶时间少20秒,可以减少树脂的流动,从而提高均匀性、避免滑板等风险。具体地,在本实施例中,第二半固化片200型号为7682,其凝胶时间为130秒,则第一半固化片400的凝胶时间为110秒。此外,因不同型号的第二半固化片200的凝胶时间不同,第一半固化片400的凝胶时间亦随之改变。此外,在本实施例中,第一半固化片400的树脂含量为43%。
65.请继续参照附图2,本发明还提供一种根据上述pcb的压合方法所压合成的pcb,包括两层基板300、设置于两层基板300之间的6层第一半固化片400、设置于两层基板300外侧的第二半固化片200以及设置于第二半固化片200外侧的铜箔100。
66.第二实施例
67.请参照附图4、附图5和附图6,本发明提供一种pcb及其压合方法,包括以下步骤:
68.s01:将两个基板300切割成预定尺寸,并对基板300进行内层图形制作。
69.s02:采用自动光学检测机对基板300的开路、短路、缺口及残铜现象进行检测并修理。
70.具体地,s02中包括以下步骤:
71.s21:使用ldi曝光机对内层图形转移制作,且将内层层偏控制在20微米以内。此外,内层层偏控制可以通过设置ldi曝光机的层偏精度实现,内层其他流程按照多层板的管控方法进行加工。
72.s03:对基板300进行热熔定位孔冲孔的操作。
73.优选地,在s03中,使用ope冲孔机进行热熔定位孔冲孔,且热熔定位孔数量为两个,且热熔定位孔开设于基板的两侧边缘处。
74.s04:对基板300进行棕化处理。在对基板300进行棕化处理是需根据产品的铜厚调整对应的棕化参数。
75.s05:对第一半固化片400进行开料,并在第一半固化片400对应基板300上热熔定位孔的对应位置对第一半固化片400进行钻孔。
76.优选地,s05中对第一半固化片400采用激光切割机进行开料。
77.s06:将7层第一半固化片400叠放在相邻两层基板300之间并进行热熔,相邻两层基板与7层第一半固化片400热熔之后固化为一个整体。熔合时需要根据半固化片的材料及型号调整相应的热熔参数。
78.具体地,在s06中,热熔后使用x-ray检查机检查是否存在层偏现象,并检查热熔是否熔紧。
79.s07:在最外层两层基板300外各预叠一张第二半固化片200。
80.s08:根据铜箔100厚度要求,对铜箔100进行开料。
81.s09:在第二半固化片200外各放置一张铜箔100,并对铜箔100、第二半固化片200和基板300进行排版。
82.具体地,在s09中,排版时需检验铜箔100是否有褶皱、排版是否存在错位。
83.s10:将s09中排版后的铜箔100、第二半固化片200、基板300及其之间的多层第一半固化片400进行压合。
84.其中,s10中,压机平整度公平差控制在
±
0.05毫米,最大压力控制在17kg/cm2~21kg/cm2,升温数率控制在1.3℃/min~1.4℃/min。具体地,在本实施例中,升温数率控制为1.4℃/min,最大压力为21kg/cm2。具体的压合程式请参照附图5。
85.请继续参照附图4,本发明还提供一种根据上述pcb的压合方法所压合成的pcb,包括两层基板300、设置于相邻两层基板300之间的7层第一半固化片400、设置于两层基板300外侧的第二半固化片200以及设置于第二半固化片200外侧的铜箔100。
86.光板500是使用厂商压合的基板300,再经过厂内开料,蚀刻光板500,人工检验及钻铆合孔,最后投入到生产中,此种方法所得的成本远高于厂内直接使用半固化片压合的成本。与现有技术相比,本发明具有如下有益效果:
87.1、本发明减少了光板500制作的所有流程,优化了加工工艺,从而提高了生产效率,降低了生产成本;
88.2、本发明使用多张第一半固化片400压合来替代光板500,不仅优化了生产流程,
同时从设计上也减少了原材料的成本;
89.3、本发明减少了光板500制作的所有流程,避免了蚀刻光板500的工序,从而减少了蚀刻铜废液的产生,降低了生产过程中的重金属污染;
90.4、本发明使用热熔替代了铆合流程,增加了压合对位精度,降低了压合层偏。
91.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1