一种全自动PCB退PIN割胶分板设备的制作方法
本技术涉及pcb回收设备的,具体涉及一种全自动pcb退pin割胶分板设备。
背景技术:
1、割胶和退pin作为电路板生产工艺中的重要工序,为了实现自动化割胶和退pin,人们研发了自动化的割胶退pln装置,如实用新型专利cn 214675893u公开的一种pcb板割胶退pln自动化生产线。但是目前的割胶退pln装置上料机构只有一个,而上料机构需要根据工序每次上升一个pcb板的厚度,因此上料机构中的pcb板用完后,需要等待上料机构下降回原工位,并再次放置pcb板后再重新工作,导致无法连续对pcb板进行割胶退pln工序。为解决这一问题,人们发明了专利号:cn202222090239.5,其公开了一种全自动pcb退pin割胶分板机,采用双工位上料,从而使得pcb可以不间断的上料,提高了pcb板退pin和割胶工作的连续性;设置翻转退pin机构,通过机器视觉系统,识别pin针是否朝下设置,并且根据需要反转pcb板180°,保证了退pin工作的正常和连续进行防止出现pcb板放置方向不正确导致的无法退pin情况。
2、但该全自动pcb退pin割胶分板机还存在以下问题:1.其翻转退pin机构包括处于pcb板传送机构两侧的第一竖向伸缩装置,该翻转退pin机构需要翻转并下降后才能将物料输送至下个工序,然后复位进行下个物料的翻面操作,步骤繁琐,连贯性差,影响后续加工的效率;2.其翻转退pin机构无调整功能,只能用于单一位置上的pin进行压退处理,适用性低;3.其通过采用一次加热割胶,该方式的温度通常处于高温状态,当常温状态下的物料进行高温处理时可能导致铝片的变形损坏,影响后续的回收质量。
技术实现思路
1、本项实用新型是针对现在的技术不足,提供一种全自动pcb退pin割胶分板设备,旨在解决现有技术中的各工序衔接性差、回收效率慢及导致回收产品损坏的技术问题。
2、本实用新型为实现上述目的所采用的技术方案是:
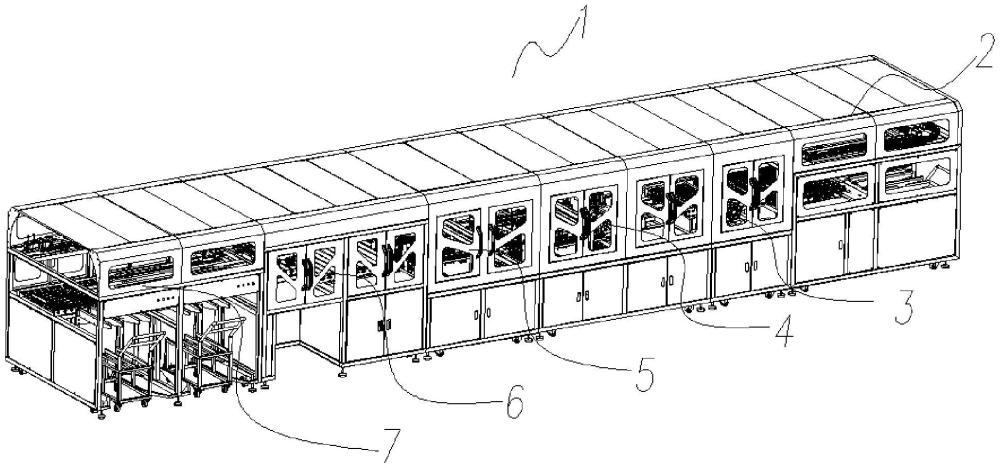
3、一种全自动pcb退pin割胶分板设备包括物料整合装置、翻面装置、退pin装置、割胶装置,铝片分离装置及垫板回收装置;所述物料整合装置设有多个物料暂放工位及搬运机械手;所述退pin装置设有退pin机构、旋转机构、割胶机构及检测组件;所述退pin机构的底部设有调整组件;所述割胶装置设有限位调节机构、第一旋转机构及第一割胶机构;所述旋转机构及第一旋转机构的下方均设有升降机构;所述垫板回收装置设有第一搬运机械手及多个下料暂放工位。
4、作进一步改进,所述物料整合装置包括第一框架,所述第一框架的顶部设有支架,所述搬运机械手设置在所述支架上,多个所述物料暂放工位以阵列的方式设置在所述框架的端部;所述暂放工位均设有第一升降机构;所述第一升降机构均包括第一电机、第一丝杠组件及托架组件;所述搬运机械手包括第一线性模组机构、第一竖向线性机构、第一滑轨组件、第一旋转机构及第一夹具;所述第一框架设有第一输送带,所述第一输送带与所述翻面装置连接。
5、作进一步改进,所述翻面装置包括第二框架及翻面机构,所述第一框架设有翻面工位,所述翻面机构设置在所述翻面工位上;所述翻面机构包括第二输送带、第二驱动电机及两转轴组件,两所述转轴组件以镜像相对的方式设置在所述翻面工作的两端,所述第二输送带设置在两转轴组件之间,且所述第二输送带可沿着两转轴组件的中心轴线做旋转翻面动作;其中一所述转轴组件与所述第二驱动电机连接,且所述转轴组件与所述第二驱动电机之间设有同步论皮带组件连接联动;另一所述转轴组件设有减速机组件;所述第二输送带设有两滚轮输送带部件,所述第二输送带的顶部及底部均设有安装板,所述安装板均设有多个第二气缸,所述第二气缸均设有压块。
6、作进一步改进,所述退pin装置及割胶装置均包括第三工作台、第三输送带组件及夹合机构,所述第三输送带组件架设在所述第三工作台上,所述夹合机构包括两夹合组件,两所述夹合组件以镜像相对的方式设置在所述第三输送带组件的两侧,两所述夹合组件均设有伸缩组件;所述割胶机构及第一割胶机构包括两个第一割胶组件,两个所述第一割胶组件分别设置在所述夹合组件上;
7、所述伸缩组件均包括伺服电机及两线性模组,所述伺服电机与其中一所述线性模组连接,所述线性模组与线性模组之间设有联动杆;所述线性模组设置均设有滑块,两所述滑块之间设有安装座,所述夹合组件设置在所述安装座上;
8、两所述夹合组件均包括两支座、整合组件、第一夹合组件及第二夹合组件,所述整合组件均包括一个或以上的整合气缸,所述整合气缸设有夹块;两所述支座均设有第二滑轨组件,所述第二滑轨组件均设有两个第二滑块,所述第一夹合组件设置在两所述支座之间的上方,所述第二夹合设置在两所述支座之间的下方;所述第一夹合组件及第二夹合组件均包括两个第一气缸及压杆,所述压杆设置在两个所述第一气缸的驱动杆上;
9、所述割胶机构及第一割胶机构均包括两个割胶组件,两所述割胶组件均包括激光发生器、聚焦管组件及第一线性模组;所述第一线性模组均设有第一安装座,所述聚焦管组件设置在所述第一安装座上;所述激光发生器设置在所述第三工作台的底部;所述聚焦管组件与所述激光发生器连接。
10、作进一步改进,所述第三工作台均设有支架及平台;所述升降机构设置在所述平台上,所述升降机构包括升降气缸、多个导杆组件及安装平台;所述旋转机构及第一旋转机构均包括旋转驱动件、旋转平台及下压组件;所述旋转驱动件设置在所述安装平台上,所述旋转平台设置在所述旋转驱动件上,所述下压组件设置在所述支架上,所述下压组件均包括下压气缸及旋转压盘;
11、所述旋转驱动件可为电机或旋转气缸;所述旋转平台设有多个吸盘组件。
12、作进一步改进,所述退pin装置的第三工作台的前端设有衔接输送带,所述检测组件设置在所述衔接输送带的底部;所述检测组件包括摄像头及光源模组;
13、所述退pin机构设置在所述检测组件的后方;所述调整组件包括第三伺服电机、第三滑轨组件及第三安装座,所述第三安装座设有第三支架;所述退pin机构包括托顶支架、回收组件及压退组件;所述托顶支架设置在所述第三安装座上,所述托顶支架设有退钉板,所述退钉板设有导向口及退钉口,所述导向口的前端倒有斜面;所述回收组件设置在所述退钉口的下方,所述回收组件包括漏斗及回收管道,所述回收管道设有回收仓;所述压退组件设置在所述第三支架上,所述压退组件包括压板组件及退针组件,所述压板组件包括多个第三气缸、第三导杆组件及第三压板,所述第三压板设有定位穿过孔;所述退针组件包括第三退针气缸,所述退针气缸设有夹头,所述夹头设有压针。
14、作进一步改进,所述限位调节机构设置在所述割胶装置的第三工作台的后端;所述限位调节机构包括第四伺服电机、第四升降气缸组件、第四丝杠组件及第四滑轨组件,所述第四升降气缸组件设有第四安装块,所述第四丝杠组件及第四滑轨组件设置在所述第四安装块上,所述第四伺服电机与所述第四丝杠组件连接;所述第四丝杠组件设有连接块,所述连接块设有挡板,且所述挡板设置在所述第四滑轨组件上,所述挡板可沿着第四滑轨方向做线性反复移动。
15、作进一步改进,所述铝片分离装置包括第五工作台、第五输送带组件及第五搬运机械手,所述第五工作台设有铝片下料区域,所述铝片下料区域设有第五入口;所述铝片下料区域的后方设有第二衔接输送带;所述第五搬运机械手设置在所述第二衔接输送带的上方,所述第五搬运机械手包括第五伺服电机、第五线性模组、第五竖向伸缩气缸组件及第五夹具组件,所述第五伺服电机与所述第五线性模组连接,所述第五竖向伸缩气缸组件设置在所述第五线性模组上,所述第五夹具组件设置在所述第五竖向伸缩气缸组件上;
16、所述第五夹具组件包括第五平台、第五滚珠丝杠组件、第五伺服驱动电机、第五导杆组件、夹具组件一及夹具组件二,所述第五导杆组件与第五夹具组件上设有第五安装块,所述夹具组件一设置在所述第五安装块上,所述第五平台的一端设有第五支座,所述夹具组件二设置在所述第五支座上;
17、所述第二衔接输送带的底部设有第五夹紧组件及第五限位组件,所述第五限位组件包括第五气缸及第五挡板;所述第五夹紧组件包括伺服电机五、同步轮联动组件五及导杆组件五,所述导杆组件五设有夹块五。
18、作进一步改进,所述垫板回收装置包括第六工作台,所述第六工作台设有第六输送带组件,多个所述下料暂放工位均设置在所述第六输送带组件的前方;多个所述多个下料暂放工位均设有暂放组件,所述暂放组件均包括第六电机、第六蜗杆组件及第六托架;
19、所述第一搬运机械手包括x轴线性模组、y轴线性模组、z轴线性模组及第七夹具组件,所述x轴线性模组、y轴线性模组均设有第七伺服电机,所述z轴线性模组设有第七驱动气缸;所述第七夹具组件设置在所述z轴线性模组上,所述第七夹具组件包括第七平台、第七滚珠丝杠组件、第七伺服驱动电机、第七导杆组件、夹具组件三及夹具组件四,所述第七导杆组件与第七夹具组件上设有第七安装块,所述夹具组件三设置在所述第七安装块上,所述第七平台的一端设有第七支座,所述夹具组件四设置在所述第七支座上;
20、所述第六输送带组件设有多个第六限位组件,所述第六限位组件均包括第六气缸及第六挡块。
21、作进一步改进,所述夹具组件一、夹具组件二、夹具组件三及夹具组件四均包括铝型材及多个第七吸盘组件,铝型材均设有下顶气缸。
22、与现有技术相比,本实用新型实施例提供的全自动pcb退pin割胶分板设备中的上述一个或多个技术方案至少具有如下技术效果之一:
23、1.本实用新型通过设置物料整合装置、翻面装置、退pin装置、割胶装置,铝片分离装置及垫板回收装置实现对pcb物料进行整合、翻面工序、退pin工序、割胶工序、铝片分离工序及垫板回收工序的全自动生产,提高生产效率。
24、2.通过设置翻面装置用于对物料进行翻面动作,物料直接输送至翻面装置的第二输送带,减少工序的同时,保证物料的朝向的一致,且所述翻面装置设有两进料通道,实现快速翻面动作,保证翻面动作的连贯性,从而提高后续的加工效率。
25、3.通过设置调整组件用于调整退pin机构位置的作用,配合检测组件的检测定位,可对物料的多个不同位置的pin针进行压退操作,提高适用性及效率。
26、4.通过设置所述第一割胶机构及割胶机构用于实现二次加热割胶的动作,实现多阶段加热割胶,从而防止一次高温加热造成物料损坏的情况出现,保证效率的同时,提高割胶的质量;且结合旋转机构及旋转机构一实现物料的旋转,从而使得割胶位置受热的均匀性,提高后续的割胶分离效率及质量。
- 还没有人留言评论。精彩留言会获得点赞!