一种应用于小龙虾的自动视觉分拣装备的制作方法
1.本发明涉及应用于水产品的食品加工装备技术领域,具体而言为一种应用于小龙虾的自动视觉分拣装备。
背景技术:
2.随着经济的发展,小龙虾由于其营养价值丰富,越来越获得人民的喜爱,但在小龙虾分类、包装、运输等环节还需要大量的人工去操作,尤其在小龙虾的分拣环节,人们需要凭借经验、仪器进行人工分拣,极大的浪费劳动力,且自动化程度设备较低;虽然市场上存在一些自动程度较高的小龙虾分拣装备,其可只能对产品的重量进行分类,但对产品的颜色、种类、大小均无法识别,从而还需要人工进行二次分拣,造成整个流水线工艺的繁琐性。基于高像素工业面阵相机和算法系统,利用计算机视觉技术对小龙虾不仅进行重量的分拣,还可以对颜色、种类、大小进行识别,并在不损坏产品品质的提前下,按照需求自动分选各个产品,显著提高了生产效率,提高了整个生产线的生产效率。
技术实现要素:
3.技术问题
4.本发明目的在于提出一种应用于小龙虾的自动视觉分拣装备,基于高像素工业面阵相机和算法系统双重技术,利用计算机视觉技术对小龙虾不仅进行重量的分拣,还可以对颜色、种类、大小进行识别,并在不损坏产品品质的提前下,按照需求自动分选各个产品,显著提高了生产效率,提高了整个生产线的生产效率。
5.技术方案
6.发明提供一种应用于小龙虾的自动视觉分拣装备,发明包括了一个上料装置、自动称重装置、自动识别装置、产品分选装置、总控制装置。
7.其中:
8.1.上述上料装置,主要由上料底架装置、上料传输装置和上料台组成,整个上料底架装置采用铝合金进行搭建,保证了上料传输装置的平稳性;上料传输装置采用步进电机带动链轮作为传输动力,传输带采用食品级的尼龙传送带进行产品传输运动,整个皮带速度在2-20m/min内可调;上料台主要用于放置产品,便于上料。
9.2.上述自动称重装置,该装置主要由称重底架装置、总称重装置和上托装置组成,同样称重底架装置采用铝合金进行搭建;总称重装置由四个高精度称重单元组成,四个高精度称重单元分别称重底架装置上平面四角,从而承接称重底架装置和上托装置的连接,总称重装置称重精度在
±
0.2g;上托装置设计与上料传输装置类似,采用步进电机带动链轮作为传输动力,当产品从上料装置运输至上托装置时,产品一旦进入自动称重装置,其重量则会发生变化,从而总称重装置记录当前的重量参数,从而反馈至总控制装置中。
10.3.上述自动识别装置,其主要由铝合金底架、两组600万像素工业面阵相机、两组照明装置和产品挂丝装置组成。其铝合金底架配合其他装置进行配置,保证整个装置的平
整度。当产品经自动称重装置经自动识别装置时,产品在产品丝挂丝装置中传输时,其上下两侧分别固定高像素工业面阵相机进行产品的拍照工序,同时左右两侧照明装置辅助工业面阵相机进行拍照,获取产品的照片信息,从而将获取产品照片信息反馈至总控制装置中,总控制根据内部算法将照片信息进行提取,识别产品中如大小等参数信息。
11.4.上述产品分选装置,整个分选装置采用拨杆的形式进行产品分选,分选产品的类别、重量、颜色等参数,其参数从总控制装置中获取,其分选速度达110次/min;整个装置主要由传输装置、气动拨杆装置和分料箱组成,传输装置同样采用步进电机带动链轮作为传输动力;气动拨杆装置采用气体作为源件,整个产品分选装置主要由四组气动拨杆装置,其与分料箱相对应,四组气动拨杆装置均有阀岛进行控制,四组气动拨杆装置分别位于传输装置皮带两侧,当产品在传输装置传输时,满足需求的产品经过时,气动拨杆装置动作,从而将产品分选至分料箱中。
12.5.上述总控制装置,总控制装置主要集成上料装置、自动称重装置、自动识别装置、产品分选装置四种装置中的参数信息,并根据其内部算法对产品进行识别计算,从而保证在不损坏产品品质的提前下,按照需求自动分选各个产品,显著提高了生产效率,提高了整个生产线的生产效率。
13.有益效果
14.由以上本发明的技术方案可知,本发明所提出的应用于小龙虾自动视觉分拣装备,与现有技术相比,其显著效果在于:
15.1、相对于传统技术设备,该设备自动化程度高、一键启动,全程无人干扰;
16.2、设备不仅能识别产品重量,还对其颜色、大小、大小等参数识别分拣;
17.3、设备可适用范围更广,能识别小龙虾众多,精准化程度更高;
18.4、首次使用计算机视觉技术应用于小龙虾分拣装置中;
附图说明:
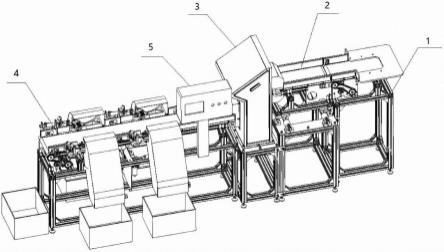
19.图1是应用于小龙虾自动视觉分拣装备。
20.图中:1-上料装置 2-自动称重装置 3-自动识别装置 4-产品分选装置 5-总控制装置
21.图2是产品分选装置。
22.图中:1-传输装置 2-气动拨杆装置 3-分料箱
具体实施方式:
23.为了更了解本发明的技术内容,特举具体实施例并配合所附图式说明如下。
24.如图1所示,
25.本实施例中,图1中1为上料装置,主要由上料底架装置、上料传输装置和上料台组成,整个上料底架装置采用铝合金进行搭建,保证了上料传输装置的平稳性;上料传输装置采用步进电机带动链轮作为传输动力,传输带采用食品级的尼龙传送带进行产品传输运动,整个皮带速度在2-20m/min内可调;上料台主要用于放置产品,便于上料。2为自动称重装置,该装置主要由称重底架装置、总称重装置和上托装置组成,总称重装置承接称重底架装置和上托装置的连接,总称重装置称重精度在
±
0.2g;当产品从上料装置运输至上托装
置时,产品一旦进入自动称重装置,其重量则会发生变化,从而总称重装置记录当前的重量参数,从而反馈至总控制装置中。3为自动识别装置,其主要由铝合金底架、两组600万像素工业面阵相机、两组照明装置和产品挂丝装置组成。当产品经自动称重装置经自动识别装置时,产品在产品丝挂丝装置中传输时,照明装置辅助工业面阵相机进行拍照,从而将获取产品照片信息反馈至总控制装置中。 4为产品分选装置,整个分选装置采用拨杆的形式进行产品分选,分选产品的类别、重量、颜色等参数,其参数从总控制装置中获取,其分选速度达110次/min;整个装置主要由传输装置、气动拨杆装置和分料箱组成,当产品在传输装置传输时,满足需求的产品经过时,气动拨杆装置动作,从而将产品分选至分料箱中。5为总控制装置,总控制装置主要集成上料装置、自动称重装置、自动识别装置、产品分选装置四种装置中的参数信息,并根据其内部算法对产品进行识别计算,从而保证在不损坏产品品质的提前下,按照需求自动分选各个产品,显著提高了生产效率,提高了整个生产线的生产效率。
26.如图2所示,
27.本实施例中,图2中1为传输装置,传输装置同样采用步进电机带动链轮作为传输动力,传输带采用食品级的尼龙传送带进行产品传输运动,整个皮带速度在2-20m/min 内可调;2为气动拨杆装置,气动拨杆装置采用气体作为源件,整个产品分选装置主要由四组气动拨杆装置,其与分料箱相对应,四组气动拨杆装置均有阀岛进行控制,四组气动拨杆装置分别位于传输装置皮带两侧,当产品在传输装置传输时,满足需求的产品经过时,气动拨杆装置动作,从而将产品分选至分料箱中。3为分料箱,整个分料箱主要用于贮存产品,气动拨杆装置将符合条件产品分别分选至相应的分料箱。整个分选装置采用拨杆的形式进行产品分选,分选产品的类别、重量、颜色等参数,其参数从总控制装置中获取,其分选速度达110次/min;
28.虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明。本发明所属技术领域中具有通常知识者,在不脱离本发明的精神和范围内,当可作各种的更动与润饰。因此,本发明的保护范围当视权利要求书所界定者为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1