一种石材表面高质量加工流水线及加工方法与流程
[0001]
本发明涉及石材加工技术领域,具体涉及一种石材表面高质量加工流水线及加工方法。
背景技术:
[0002]
在现有石材加工中,每个工序都要搬运石材,石材是先竖着切没有直接切到底,然后再通过另一个切刀切边,在切边的同时会再去对另个石材进行竖切,从而这样来来回回的进行切割,且工序繁琐。
[0003]
鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
[0004]
本发明的其一目的在于提供一种沿着一条输送线直接对石材进行一整套加工处理的石材表面高质量加工流水线。
[0005]
本发明的其二目的在于提供一种提供一种一次完成多项步骤的石材表面高质量加工方法。
[0006]
为了达到上述目的,本发明采用这样的技术方案:
[0007]
一种石材表面高质量加工流水线,包括对石材进行切割的切割装置,和设于切割装置下方固定石材有序进行切割的夹紧装置,以及驱动切割装置移动的移动装置;还包括安装在移动装置上并对切割完成后石材进行打磨的打磨装置,所述打磨装置包括多个对石材进行打磨的打磨片,和与贯穿连接多个打磨片的第一转动杆,以及驱动第一转动杆转动的第一驱动电机;所述移动装置包括对上述个装置进行降温的降温装置。
[0008]
多个所述打磨片沿着第一转杆的长度方向等距排列设置。
[0009]
所述打磨刀片的外周边设有弧面。
[0010]
所述打磨片所在平面与切割装置的切割片所在平面处于同一平面内。
[0011]
所述第一转杆的轴心线与输送装置的输送方向垂直设置。
[0012]
还包括安装在移动装置上并对打磨后的石材进行加工的抛光装置。
[0013]
所述抛光装置包括多个对石材进行抛光的抛光刀片,和与贯穿连接多个抛光刀片轴心设置的第二转杆,以及驱动第二转杆转动的第二驱动电机。
[0014]
多个所述抛光刀片沿着第二转杆长度方向等距排列设置。
[0015]
所述抛光刀片所在平面与切割装置的切割片所在平面处于同一平面内。
[0016]
所述切割装置多个同时对石材进行切割的切割刀,和贯穿连接多个切割刀轴心设置的第三转杆,和驱动第三转杆转动的第三驱动电机。
[0017]
多个所述切割刀沿着第三转杆的长度方向等距设置。
[0018]
所述第三转杆的轴心线与输送装置的输送方向垂直设置。
[0019]
所述移动装置还包括用于固定切割装置、打磨装置、抛光装置和降温装置的固定架,供驱动架移动的输送轨道,和驱动固定架沿着输送轨道移动的驱动轮组件。
[0020]
所述固定架包括两用于安装切割装置、打磨装置和抛光装置的侧壁,以及固定在两侧壁上并用于安装降温装置的顶板。
[0021]
所述降温装置包括多个分别朝向切割装置、打磨装置和抛光装置设置的喷射件,以及用于存水且对喷射件提供水的储水箱。
[0022]
两所述侧壁设有多个分别与切割装置、打磨装置和抛光装置相连接的升降装置。
[0023]
所述升降装置包括用于与各装置固定连接的固定板,和驱动固定板升降的驱动气缸。
[0024]
所述驱动轮组件包括与输送轨道相配合的滚轮,和驱动滚轮转动的转动电机。
[0025]
所述移动装置还包括对切割和打磨后石材巩固稳定的稳定装置。
[0026]
所述稳定装置包括两个置于切割装置与打磨装置之间,打磨装置与抛光装置之间的第一稳定组件和第二稳定组件。
[0027]
所述第一稳定组件包括第一固定架,和转动设置在第一固定架上并且延伸至切割完后相邻石材之间隙内的第一抵顶柱轮;所述第二稳定组件包括第二固定架,和转动设置在第二固定架上并且延伸至打磨完后相邻石材之间隙内的第二抵顶柱轮。
[0028]
所述第一抵顶柱轮包括与第一固定架转动连接的第一转轴杆,和环绕第一转轴杆外表面设置的第一弹性套;所述第二抵顶柱轮包括与第二固定架转动连接的第二转轴杆,和环绕第二转轴杆外表面设置的第二弹性套。
[0029]
所述夹紧装置包括固定的支撑底座,和多个安装在支撑底座上并沿着与移动装置输送方向的垂直方向排列设置的夹紧组件。
[0030]
每一夹紧组件均包括两个单独的夹紧件,两个夹紧件对称设置。
[0031]
所述支撑底座包括固定在地面上底座,和多条与底座固定连接并与夹紧组一一对应的支撑板。
[0032]
多条所述支撑板沿着与移动装置输送方向的垂直方向等距排列设置,相邻的支撑板之间具有供切割装置切割片转动切割的活动间隙。
[0033]
一种石材表面高质量加工流水线的加工工艺,包括如下步骤:
[0034]
a、选取石材放置在移动装置上;
[0035]
b、固定好石材启动装置;
[0036]
c、装置运作对石材进行加工处理;
[0037]
d、在步骤c进行的同时,对其加工工具进行降温;
[0038]
e、取出加工完成后的石材。
[0039]
步骤b中,将石材置于两夹紧件之间,通过夹紧件夹紧固定石材。
[0040]
步骤c中,先通过切割装置进行切割成一块板材,再移动至打磨装置进行打磨,最后移动至抛光装置处进行抛光处理。
[0041]
在步骤d中,通过降温装置对其各设备洒水,起到降温的作用,并且减少粉尘的产生。
[0042]
采用上述技术方案后,本发明的石材表面高质量加工流水线,沿着移动装置的输送方向依次安装有切割装置和打磨装置,直接在一条输送线上对石材的进行所有的加工处理,一次性解决多个工序,增加生产效率,且设有降温装置在设备运行的时候时刻给装置进行降温,并且有效的减少灰尘,减少空气污染。
[0043]
本发明的石材表面高质量加工方法,一次完成多项加工步骤,增加生产效率。
附图说明
[0044]
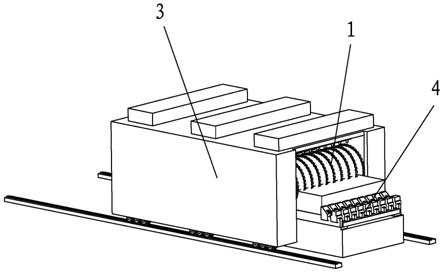
图1为本发明路流水线的结构示意图;
[0045]
图2为本发明流水线的爆炸结构示意图;
[0046]
图3为本发明驱动架的结构示意图;
[0047]
图4为本发明切割装置的结构示意图;
[0048]
图5为本发明打磨装置的结构示意图;
[0049]
图6为本发明抛光装置的结构示意图;
[0050]
图7为本发明夹紧装置的结构示意图。
[0051]
图中:
[0052]
1-切割装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11-切割刀
[0053]
12-第三转杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13-第三驱动电机
[0054]
2-打磨装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21-打磨片
[0055]
22-第一转杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23-第一驱动电机
[0056]
3-抛光装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31-抛光刀片
[0057]
32-第二转杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33-第二驱动电机
[0058]
4-夹紧装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41-夹紧件
[0059]
42-支撑底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43-支撑板
[0060]
5-移动装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51-输送轨道
[0061]
52-升降装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53-驱动架
[0062]
54-降温装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
541-喷射件
[0063]
542-储水箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55-驱动轮组件
[0064]
6-稳定装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61-第一稳定组件
[0065]
62-第二稳定组件。
具体实施方式
[0066]
为了进一步解释本发明的技术方案,下面通过具体实施例进行详细阐述。
[0067]
本发明的一种石材表面高质量加工流水线,如图1-图7所示,包括对石材进行切割的切割装置1,和设于切割装置1下方固定石材有序进行切割的夹紧装置4,以及驱动切割装置1移动的移动装置5;还包括安装在移动装置5上并对切割完成后石材进行打磨的打磨装置3,打磨装置3包括多个对石材进行打磨的打磨片21,和与贯穿连接多个打磨片21的第一转动杆,以及驱动第一转动杆转动的第一驱动电机23;移动装置5包括对上述个装置进行降温的降温装置54。沿着移动装置5的输送方向依次安装有切割装置1和打磨装置3,直接在一条输送线上对石材的进行所有的加工处理,一次性解决多个工序,增加生产效率,且设有降温装置54在设备运行的时候时刻给装置进行降温,并且有效的减少灰尘,减少空气污染。
[0068]
优选地,多个打磨片21沿着第一转杆22的长度方向等距排列设置。使得打磨的每个石材都是相同的。
[0069]
优选地,打磨刀片的外周边设有弧面。方便进入相邻石材之间的间隙。
[0070]
优选地,打磨片21所在平面与切割装置1的切割片所在平面处于同一平面内。使得打磨片21能够沿着切割装置1的切割缝隙进行打磨。
[0071]
优选地,第一转杆22的轴心线与输送装置的输送方向垂直设置。使得打磨装置3能够正对着石材进行打磨。
[0072]
优选地,打磨刀片包括两个打磨面,和用于固定粘黏打磨面转动的钢盘。通过转动钢盘带动打磨面转动打磨,且钢盘具有较高的硬度使得不会打磨变形。
[0073]
优选地,打磨面为金刚石颗粒材质组成。能够更好的打磨石材。
[0074]
优选地,还包括安装在移动装置5上并对打磨后的石材进行加工的抛光装置3。从而石材打磨完成后直接进行抛光。
[0075]
优选地,抛光装置3包括多个对石材进行抛光的抛光刀片31,和与贯穿连接多个抛光刀片31轴心设置的第二转杆32,以及驱动第二转杆32转动的第二驱动电机33。通过第二驱动电机33带动第二转杆32,从而使得多个抛光刀片31同时转动。
[0076]
优选地,多个抛光刀片31沿着第二转杆32长度方向等距排列设置。使得抛光装置3能够正对着石材进行抛光。
[0077]
优选地,抛光刀片31所在平面与切割装置1的切割片所在平面处于同一平面内。使得抛光刀片31能够沿着切割装置1的切割缝隙进行抛光。
[0078]
优选地,切割装置1多个同时对石材进行切割的切割刀11,和贯穿连接多个切割刀11轴心设置的第三转杆12,和驱动第三转杆12转动的第三驱动电机13。通过第三驱动电机13驱动第三转杆12转动,从而第三转杆12带动多个切割刀11同时转动对石材进行切割。
[0079]
优选地,多个切割刀11沿着第三转杆12的长度方向等距设置。保证切割完后的石材间距是一致的,方便后面加工处理。
[0080]
优选地,第三转杆12的轴心线与输送装置的输送方向垂直设置。使得切割装置1能够正对着石材进行切割。
[0081]
优选地,移动装置5还包括用于固定切割装置1、打磨装置3、抛光装置3和降温装置54的固定架53,供驱动架移动的输送轨道51,和驱动固定架53沿着输送轨道51移动的驱动轮组件55。通过驱动组件驱动固定架53沿着输送轨道51移动。
[0082]
优选地,固定架53包括两用于安装切割装置1、打磨装置3和抛光装置3的侧壁,以及固定在两侧壁上并用于安装降温装置54的顶板。降温装置54设置安装在顶部,从而可直接通过重力向下喷洒对各装置进行降温。
[0083]
优选地,降温装置54包括多个分别朝向切割装置1、打磨装置3和抛光装置3设置的喷射件541,以及用于存水且对喷射件541提供水的储水箱542。通过喷射件541从储水箱542抽水对各设备进行喷水降温且除尘。
[0084]
优选地,两侧壁设有多个分别与切割装置1、打磨装置3和抛光装置3相连接的升降装置52。通过升降装置52根据石材的高度,来调节切割装置1、打磨装置3和抛光装置3的位置。
[0085]
优选地,升降装置52包括用于与各装置固定连接的固定板,和驱动固定板升降的驱动气缸。通过驱动气缸驱动固定板从而带动各装置升降。
[0086]
优选地,驱动轮组件55包括与输送轨道51相配合的滚轮,和驱动滚轮转动的转动电机。通过转动电机驱动滚轮沿着输送轨道51移动。
[0087]
优选地,移动装置5还包括对切割和打磨后石材巩固稳定的稳定装置6。从而在石材打磨和抛光时对石材进一步固定,防止石材产生偏移或者震动导致不必要的麻烦。
[0088]
优选地,稳定装置6包括两个置于切割装置1与打磨装置3之间,打磨装置3与抛光装置3之间的第一稳定组件61和第二稳定组件62。通过第一第二稳定组件62固定不同的位置的石材。
[0089]
优选地,第一稳定组件61包括第一固定架53,和转动设置在第一固定架53上并且延伸至切割完后相邻石材之间隙内的第一抵顶柱轮;第二稳定组件62包括第二固定架53,和转动设置在第二固定架53上并且延伸至打磨完后相邻石材之间隙内的第二抵顶柱轮。通过第一第二抵顶柱轮置于相邻石材的间隙之间,从而防止石材晃动。
[0090]
优选地,第一抵顶柱轮包括与第一固定架53转动连接的第一转轴杆,和环绕第一转轴杆外表面设置的第一弹性套;第二抵顶柱轮包括与第二固定架53转动连接的第二转轴杆,和环绕第二转轴杆外表面设置的第二弹性套。第一第二弹性套为橡胶材质制成具有弹力,能够有效的吸收打磨和抛光时产生的震动力。
[0091]
优选地,第一稳定组件61包括多根沿着相邻石材之间间隙长度设置的第一抵顶柱轮;第二稳定组件62包括多根沿着相邻石材之间间隙长度设置的第二抵顶柱轮。从而时刻动能抵顶到石材。
[0092]
优选地,所述夹紧装置4包括固定的支撑底座42,和多个安装在支撑底座42上并沿着与移动装置5输送方向的垂直方向排列设置的夹紧组件。通过夹紧组件对石材进行固定。
[0093]
优选地,每一夹紧组件均包括两个单独的夹紧件41,两个夹紧件41对称设置。通过两个夹紧件41相互配合从而固定石材。
[0094]
优选地,夹紧件41包括固定底座,和通过螺栓与固定底座固定连接的抵顶块。通过转动螺栓使得抵顶块紧贴着石材。
[0095]
优选地,所述支撑底座42包括固定在地面上底座,和多条与底座固定连接并与夹紧组一一对应的支撑板23。每一支撑板23上均安装有对应的夹紧组件,从而能够单独的对切割完后的石材进行固定。
[0096]
优选地,多条所述支撑板23沿着与移动装置5输送方向的垂直方向等距排列设置,相邻的支撑板23之间具有供切割装置1、打磨装置2和抛光装置3驱动片移动的活动间隙。该活动间隙的设置时,在各装置进行运作加工时,不会触碰到支撑板23。
[0097]
一种石材表面高质量加工工艺,包括如下步骤:
[0098]
a、选取石材放置在移动装置5上;
[0099]
b、固定好石材启动装置;
[0100]
c、装置运作对石材进行加工处理;
[0101]
d、在步骤c进行的同时,对其加工工具进行降温;
[0102]
e、取出加工完成后的石材。
[0103]
优选地,步骤b中,将石材置于两夹紧件41之间,通过夹紧件41夹紧固定石材。固定好石材方便切割。
[0104]
优选地,步骤c中,先通过切割装置1进行切割成一块板材,再移动至打磨装置2进行打磨,最后移动至抛光装置3处进行抛光处理。一次完成多项加工步骤,增加生产效率。
[0105]
优选地,在步骤d中,通过降温装置54对其各设备洒水,起到降温的作用,并且减少
粉尘的产生。给装置进行降温,并且有效的减少灰尘,减少空气污染
[0106]
本发明的一种石材表面高质量加工流水线及加工方法,先将石材放在多个支撑底座42上,通过转动螺栓使得抵顶块紧贴着石材,从而两个夹紧件41固定住石材,然后启动设备,第三驱动电机13驱动第三转杆12带动多个切割刀11同时转动,且同时第一驱动电机23驱动第一转杆22转动带动多个打磨片21转动,抛光装置3同时通过第二驱动电机33驱动第二转杆32转动带动多个抛光刀片31,然后移动装置5上的驱动架53带着切割装置1、打磨装置2和抛光装置3向着石材移动,同时升降装置52根据石材的高度调节切割装置1、打磨装置2和抛光装置3的位置,从而移动装置5缓慢移动,使得切割装置1先对切割石材形成多个石板,然后打磨装置2对多个石板进行打磨,最后再通过抛光装置3对多个石板进行抛光,且在各装置运行的时候,降温装置54的喷射件541从储水箱542抽水对各设备进行碰水降温,与此同时切割装置1切割完成后的石材继续向着打磨装置2移动,从而第一稳定组件61的第一抵顶柱轮会嵌入相邻石材之间的间隙,抵顶住石材从而稳定住石材防止晃动,然后进行移动进行打磨,在继续的移动的过程第一抵顶柱轮会在第一固定架上转动,然后打磨装置2打磨完后的石材继续向着抛光装置3移动,从而第二稳定组件62的第二抵顶柱轮会嵌入相邻石材之间的间隙,抵顶住石材从而稳定住石材防止晃动,然后进行移动进行抛光。。
[0107]
本发明的产品形式并非限于本案图示和实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1