一种密封件加工方法与流程
[0001]
本发明涉及密封件制备领域,特别涉及一种密封件加工方法。
背景技术:
[0002]
密封件是防止流体或固体微粒从相邻结合面间泄漏以及防止外界杂质如灰尘与水分等侵入机器设备内部的零部件的材料或零件。在我国密封行业虽小但产品却可与大工业配套使用的。无论航空、航海、石油、化工,还是机械、发电、冶金、矿山等,均离不开密封件。总之,凡是有机、泵、管、阀的地方,均依赖于密封件,且它的作用使它成为国防、石油、煤炭、交通运输和机械制造等国民经济主要行业中的基础部件和配件,在国民经济发展中占有相当重要的地位,因此对密封件进行生产就显得尤为重要;现有市场上的密封件大多为圆环形结构,且现有技术在生产密封件时根据其材料不同生产工艺流程也不同,其中有一种方式是先生产圆筒形结构的密封件,然后再对圆筒形结构的密封件进行切割分段制成多个密封件,然而现有技术通常是采用密封件切割分段机械对圆筒形结构的密封件进行切割分段,在此过程中通常是将圆筒形结构的密封件套设在密封件切割分段机械内的圆杆状零件上,然后采用多个刀具对其进行转动式切割分段,之后将完成分段后的密封件从圆杆上取下,然后再次往圆杆上套设圆筒形结构的密封件并对其进行分段切割,然而在使用现有密封件切割分段机械对圆筒形结构的密封件进行切割分段的过程中通常存在以下问题:1.因现有密封件切割机械只能够将切割后的密封件取下后才能够再次套设圆筒形密封件,且取下及套设密封件的过程中刀具没有在工作,因此取下切割分段后的密封件以及套设圆筒形密封件的过程降低了刀具对圆筒形密封件进行切割的效率;2.现有密封件切割分段机械无法自行对其内部刀具之间的距离进行调节,当需要切割不同厚度的密封件时,需要工作人员手动对刀具间的距离进行测量并调节,因密封件厚度规格较多,因此当需要生产与现有刀具间距不同尺寸的密封件时,手动对刀具的间距进行测量调节则降低了对密封件进行生产的效率;且手动无法精准的保证调节后刀具间的间距相同,从而使得切割后的密封件厚度不同,造成了对密封件进行切割分段的效果较差,且厚度较于标准厚度较厚或较薄均会影响其后续在使用中的使用效果,且调节刀具的人员在调节刀具的间距时具有被刀具划伤的安全隐患。
技术实现要素:
[0003]
为了解决上述问题,本发明提供了一种密封件加工方法,该密封件加工方法采用如下密封件加工装置,该密封件加工装置包括底座、装料机构、切割机构、转动机构和收料箱,底座上端面上从右往左依次设置有装料机构、切割机构和转动机构,且转动机构分别与切割机构以及装料机构相连接,底座上端面上位于装料机构下方安装有箱型机构的收料箱;
具体工作时,本发明能够自行对其内部的刀具间距进行调整,并且能够在取下切割分段后的密封件以及套设圆筒形密封件的过程中使刀具持续对圆筒形密封件进行切割分段;首先将圆筒形密封件套设在装料机构右侧,且装料机构右侧时为装料位,然后装料机构能够带动圆筒形密封件向左转动,使得圆筒形密封件能够位于装料机构上端,且装料机构上端为调距夹持位,此时圆筒形密封件下端将在重力的作用下与装料机构相贴合,同时装料机构能够对其进行从内向外的夹持,之后装料机构将带动调距夹持位的圆筒形密封件转动至装料机构左侧,且装料机构左侧为切割位,当装料机构带动圆筒形密封件转动至切割位时,装料机构左侧能够与转动机构相连接,然后通过转动机构能够带动切割位的圆筒形密封件进行转动,从而使切割机构能够对其进行切割分段,当切割机构完成对圆筒形密封件的切割后,装料机构将带动其转动至装料机构下端,且装料机构下端为排料位,此时装料机构将不再对位于排料位的经过切割分段后的密封件进行夹持,使得经过切割后的密封件能够向下掉落至收料箱内,且每当装料机构进行转动后,都往安装机构的排料位上套设圆筒形密封件,从而使得切割机构内的刀具能够对圆筒形密封件进行持续的切割,从而提高了本发明内刀具对圆筒形密封件进行切割的效率;且当需要生产不同厚度的密封件时,通过切割机构可调节其内部刀具的间距,从而能够避免因人工测量调节刀具间距而影响对圆筒形密封件进行切割分段的效率,并且避免了因员工手动测量调节刀具的过程中被刀具划伤,从而降低了调节刀具间距人员的安全隐患。
[0004]
所述的装料机构包括安装架、转动柱、槽轮支链、第一压簧、伸缩柱、安装块、双向气缸、夹持筒和内夹持支链,底座上端面右侧前后对侧设置有安装架,安装架均通过其上端开设的转动槽以转动配合安装有转动柱,位于底座前侧的转动柱前端安装有槽轮支链,转动柱内侧均开设有弹簧槽,且弹簧槽内均通过第一压簧连接有与弹簧槽为滑动配合的伸缩柱,伸缩柱内侧均设置有方形结构的安装块,且安装块之间通过双向气缸相连接,双向气缸位于收料箱正上方,安装块除前后侧面外的其余侧面上均通过转动配合安装有圆筒形结构的夹持筒,夹持筒外端均开设有用以与转动机构相连接的连接槽,且夹持筒内部安装有内夹持支链;具体工作时,装料机构能够带动密封件进行九十度间歇性转动,从而使密封件能够依次被装料、夹持、切割和排料;首先将圆筒形密封件套设在装料位的夹持筒上,然后通过槽轮支链能够带动圆筒形密封件转动至调距夹持位,当圆筒形密封件位于调距夹持位时,圆筒形密封件能够在重力的作用下向下贴合安装块,之后通过内夹持支链对位于调距夹持位的圆筒形密封件进行夹持,然后再通过槽轮支链带动调距夹持位的圆筒形密封件转动至切割位,当夹持筒转动至切割位时,位于夹持筒外端的连接槽能够与转动机构相连接,从而使的转动机构能够带动位于切割位的夹持筒及其外侧面上的圆筒形密封件进行转动,使得圆筒形密封件在转动的过程中能够被切割机构进行切割分段,当圆筒形密封件完成切割分段后将在槽轮支链的带动下转动至排料位,此时内夹持机构将不再对排料位的密封件进行夹持,使得切割后的密封件能够向下掉落至收料箱内,且当槽轮机构通过转动柱、伸缩柱、双向气缸和安装块带动夹持筒和内夹持支链进行转动时,都往位于装料为的夹持筒外侧套设圆筒形密封件,通过带动密封件进行依次进行九十度旋转,能够使切割机构内的刀具持续对圆筒形密封件进行切割分段,从而增加了切割机构内的刀具对圆筒形密封件进行切割的效率;且当需要对不同外径的圆筒形密封件进行切割分段时,双向气缸能够带动安装块进
行同步向内或向外移动,当安装块移动时,伸缩柱将在第一压簧的作用下配合其进行移动,从而使切割机构能够对不同外径的密封件进行切割,且通过内夹持支链能够对不同内径的密封件进行夹持,从而增加了本发明的适用性。
[0005]
所述的切割机构包括安装柱、承托板、连接轴、转动外板、转动内板、转动块、切刀杆、条形切刀、调刀支链、匚形滑板和驱动气缸;底座上端面上位于收料箱左侧通过安装柱设置有承托板,承托板上端面中部开设有条形滑槽,条形滑槽内通过左右滑动配合均匀设置有连接轴,且连接轴上端均通过转动配合安装有呈x形布置的转动外板和转动内板,且转动内板位于转动外板内侧,转动外板和转动内板的前后两端均开设有弧形槽,弧形槽内通过销轴设置有转动块,且位于相邻连接轴上端的转动外板和转动内板上的转动块之间均设置有切刀杆,切刀杆外侧面上设置有条形切刀,且条形切刀内侧之间设置有调刀支链,位于承托板左侧的连接轴上端穿过转动外板安装有匚形滑板,匚形滑板为开口朝右的匚形结构,匚形滑板下端与位于安装架左侧的连接轴下端相连接,且匚形滑板与条形滑槽为滑动配合,匚形滑板左端通过驱动气缸与转动机构相连接;具体工作时,切割机构能够在不需要人为手动测量调节的情况下精准的调节刀具之间的间距;当需要对条形切刀之间的间距进行调节时,驱动气缸右端将通过匚形滑板带动与其连接的连接轴进行移动,从而能够带动位于承托板左侧的转动外板和转动内板进行移动,当位于承托板左侧的转动外板和转动内板移动时,能够通过转动块和切刀杆依次带动其右侧的转动外板和转动内板进行同步移动,从而使移动后的条形切刀间的间距一致,通过驱动气缸对条形切刀进行精准的调节能够避免:因无法精准调节刀具间的间距而导致切割出厚度不同的密封件,从而使得厚度不够精准的密封件在后续使用中的使用效果较差,且通过对条形切刀的间距进行调整,能够避免因手动测量调整刀具的间距而影响生产效率,并且还能够降低调节刀具间距人员的安装隐患;当需要对圆筒形密封件进行切割时,调刀支链将带动条形切刀内侧向下移动,从而使条形切刀外端能够沿切刀杆向上转动,使得条形切刀外端能够对圆筒形密封件进行切割,当条形切刀完成对圆筒形密封圈的切割后,通过调刀机构能够带动条形切刀内侧向上移动,从而使条形切刀外侧能够沿切刀杆向下转动,使得向下转动后的条形切刀无法阻挡夹持筒向下转动。
[0006]
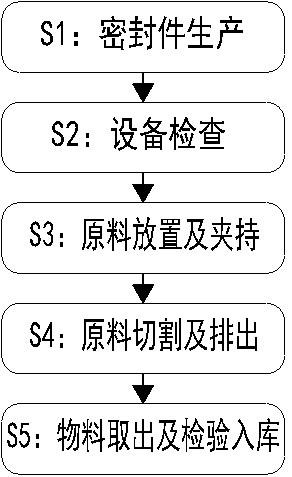
采用该密封件加工装置加工密封件时包括如下步骤:s1、密封件生产:通过密封件生产机械生产出圆筒形结构的密封件;s2、设备检查:在使用本装置加工密封件前,对本装置做运行前的常规检查;s3、原料放置及夹持:将经过步骤s1生产出的圆筒形结构的密封件套设在装料机构右侧,并使装料机构带动圆筒形结构的密封件转动至切割机构外侧;s4、原料切割及排出:当圆筒形结构的密封件经过步骤s3转动至切割机构外侧时,装料机构将与转动机构相连接,使得转动机构能够带动装料机构及其外侧面的密封件在切割机构的前后两侧进行转动,从而使切割机构能够对圆筒形结构的密封件进行切割;s5、物料取出及检验入库:当圆筒形结构的密封件经步骤s4被切割后,装料机构将带动起向下转动,使切割后的密封件能够向下掉落至收料箱内,之后再对收料箱内切割后的密封件进行检验,并对检验合格后的密封件进行入库。
[0007]
作为本发明的一种优选技术方案,所述的转动机构包括安装板、矩形板、带轮杆、转动带轮、转动电机、传动带、连接杆、连接块、第二压簧和三角卡接块,底座上端面左侧设
置有安装板,安装板上端左侧安装有矩形板,矩形板右侧面中部与驱动气缸相连接,且矩形板右侧面上通过前后对称设置的带轮杆以转动配合的方式安装有转动带轮,位于安装板前端的带轮杆左侧穿过矩形板安装有转动电机,转动电机通过电机座与安装板左侧面相连接,转动带轮之间通过传动带相连接,转动带轮右侧面均通过连接杆安装有与连接槽相对应的连接块,连接块中部前后对侧开设有弹簧滑槽,弹簧滑槽内均通过第二压簧连接有与弹簧滑槽为滑动配合的三角卡接块,且连接块与三角卡接块均位于安装块左侧的连接槽内;具体工作时,转动机构能够带动位于切割位的夹持筒及其外侧面上的圆筒形密封件进行转动;当夹持筒向左转动至连接块侧时,三角卡接块将在连接槽的作用下向内移动,当三角卡接块位于夹持筒外端中部时,三角卡接块将在第二压簧的作用下抵住连接槽的前后侧壁,从而使连接块与夹持筒之间能够被连接,然后转动电机输出轴旋钮能够通过带轮杆、转动带轮和连接杆带动连接块和三角卡接块进行转动,从而使连接块和三角卡接块转动时能够带动夹持筒与其外侧面上的进行转动,使得圆筒形密封件能够被切割分段。
[0008]
作为本发明的一种优选技术方案,所述的槽轮支链包括转动槽轮、主动拨盘、拨动板、拨动杆和驱动电机,位于底座前侧的转动柱前端安装有转动槽轮,转动槽轮外侧面上均匀交错开设有弧形槽和拨动槽,位于底座前侧的安装架前侧面上通过转动配合安装有主动拨盘,且主动拨盘位于转动槽轮左侧,主动拨盘外侧面上开设有与转动槽轮相对应的弧形凹槽,且弧形凹槽中部通过拨动板安装有拨动杆,拨动杆后侧位于拨动槽内,主动拨盘前端安装有驱动电机,驱动电机通过电机座与安装架相连接;具体工作时,槽轮支链能够间接带动夹持筒依次进行九十度间歇性旋转;当需要间接带动夹持筒进行转动时,驱动电机输出轴旋转能够带动主动拨盘、拨动板和拨动杆进行转动,从而使得拨动杆和主动拨盘在转动的过程中能够带动转动槽轮依次进行九十度间歇性旋转。
[0009]
作为本发明的一种优选技术方案,所述的内夹持支链包括伸缩气缸、推动块、连接板、弹簧杆、夹持杆、限位板、从动杆和第三压簧,夹持筒内部的内端均安装有伸缩气缸,伸缩气缸外端依次交错设置有推动块和连接板,且推动块外端为向内倾斜设置,位于夹持筒最外端的连接杆通过弹簧杆与夹持筒内壁相连接,夹持筒外侧面上均匀开设有夹持孔,夹持孔内均通过滑动配合设置有夹持杆,且夹持杆内侧均通过限位板安装有从动杆,从动杆内侧与连接板相贴合,且夹持杆外侧面上套设有第三压簧,第三压簧位于限位板与夹持筒内壁之间。
[0010]
具体工作时,内夹持支链能够从内向外的对密封件进行夹持;当圆筒形密封件位于调距夹持位时,伸缩气缸将带动推动块和连接板进行向外进行移动,使得从动杆能够在推动块的作用下带动限位板和夹持杆向外移动,从而使夹持杆能够向外穿过夹持孔对环形密封件进行从内往外的夹持,当切割后的密封件位于排料位时,伸缩气缸将带动推动块和连接板向下进行复位,从而使夹持杆能够在第三压簧的作用下向内进行复位,使得向内复位后的夹持杆能够不再对密封件内壁进行夹持,然后密封件将向下掉落至收料箱内,通过对密封件进行夹持,能够增加密封件在被切割分段时的稳定性,避免密封件在切割分段的过程中发生偏移。
[0011]
作为本发明的一种优选技术方案,所述的调刀支链包括联动滑杆、调节气缸和矩
形架,条形切刀均通过转动配合的方式与切刀杆相连接,条形切刀内侧均开设有联动圆孔,且位于承托板后侧的联动圆孔之间以及位于承托板前侧的联动圆孔之间均通过滑动配合穿设有联动滑杆,承托板上端位于驱动气缸前后两侧以及承托板右侧均安装有调节气缸,且承托板上端通过调节气缸左右对称设置有矩形结构的矩形架,矩形架中部均开设有矩形限位槽,且联动滑杆左右两端均位于矩形限位槽内;具体工作时,调刀支链能够通过切刀杆带动条形切刀外侧向下或向上转动;当需要对圆筒形密封件进行切割时,调节气缸能够通过矩形架带动联动滑杆向下移动,从而使条形切刀外端能够沿切刀杆向上转动,使得条形切刀能够在转动机构带动夹持筒进行转动的情况下对圆筒形密封件进行切割分段,当槽轮支链需要间接带动位于切割位且被切割分段后的密封件向下转动至排料位时,调节气缸能够通过矩形架带动联动滑竿向上进行移动,从而使条形切刀外侧能够沿切刀杆向下转动,从而能够避免条形切刀对夹持筒及其外侧的密封件造成阻挡。
[0012]
作为本发明的一种优选技术方案,所述的连接杆中部均通过转动配合的方式安装有支撑块,且支撑块安装在安装板上端面上;具体工作时,当转动电机间接带动连接块进行转动时,支撑块能够对连接杆进行支撑。
[0013]
本发明的有益效果在于:一、本发明能够解决在使用现有密封件切割分段机械对圆筒形结构的密封件进行切割分段的过程中存在的以下问题:a、因现有密封件切割机械只能够将切割后的密封件取下后才能够再次套设圆筒形密封件,且取下及套设密封件的过程中刀具未在工作,因此取下切割分段后的密封件以及套设圆筒形密封件的过程降低了刀具对圆筒形密封件进行切割的效率;b、现有密封件切割分段机械无法自行对其内部刀具之间的距离进行调节,当需要切割不同厚度的密封件时,需要工作人员手动对刀具间的距离进行测量并调节,因密封件厚度规格较多,因此当需要生产与现有刀具间距不同尺寸的密封件时,手动对刀具的间距进行测量调节则降低了对密封件进行生产的效率;且手动无法精准的保证调节后刀具间的间距相同,从而使得切割后的密封件厚度不同,造成了对密封件进行切割分段的效果较差,且厚度较于标准厚度较厚或较薄均会影响其后续在使用中的使用效果,且调节刀具的人员在调节刀具的间距时具有被刀具划伤的安全隐患;二、本发明通过装料机构能够带动圆筒形密封件依次进行九十度旋转,从而使切割机构能够在取下及套设密封件的过程中能够持续对密封件进行切割,避免了因套设及取下密封件而影响刀具对圆筒形密封件进行切割的效率;三、本发明通过切割机构能够在不需要手动测量调节刀具间距的情况下对刀具之间的间距进行调节,从而避免了因手动调节刀具间距而影响生产密封件的效率,且还能够避免因手动调节的刀具间距不精准而导致切割后的密封件间的厚度存在差异,从而提升了对密封件进行切割的效果,并且避免了调节刀具间距的人员被刀具划伤。
附图说明
[0014]
下面结合附图和实施例对本发明进一步说明。
[0015]
图1是本发明的工艺流程图;图2是本发明的结构示意图;
图3是本发明装料机构除槽轮支链、第一压簧和内夹持支链外与夹持杆、底座和收料箱之间的结构示意图;图4是本发明内夹持支链和夹持筒之间的结构示意图;图5是本发明槽轮支链、安装架和底座之间的结构示意图;图6是本发明转动柱、第一压簧和伸缩柱之间的结构示意图;图7是本发明转动机构除第二压簧外与支撑块和切割机构之间的结构示意图;图8是本发明连接块、第二压簧、三角卡接块和夹持筒之间的结构示意图;图9是本发明切割机构的结构示意图;图10是本发明切割机构除切刀杆外的结构示意图;图11是本发明工作时的结构示意图。
具体实施方式
[0016]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
[0017]
如图1至图11所示,一种密封件加工方法,该密封件加工方法采用如下密封件加工装置,该密封件加工装置包括底座1、装料机构2、切割机构3、转动机构4和收料箱5,底座1上端面上从右往左依次设置有装料机构2、切割机构3和转动机构4,且转动机构4分别与切割机构3以及装料机构2相连接,底座1上端面上位于装料机构2下方安装有箱型机构的收料箱5;具体工作时,本发明能够自行对其内部的刀具间距进行调整,并且能够在取下切割分段后的密封件以及套设圆筒形密封件的过程中使刀具持续对圆筒形密封件进行切割分段;首先将圆筒形密封件套设在装料机构2右侧,且装料机构2右侧时为装料位,然后装料机构2能够带动圆筒形密封件向左转动,使得圆筒形密封件能够位于装料机构2上端,且装料机构2上端为调距夹持位,此时圆筒形密封件下端将在重力的作用下与装料机构2相贴合,同时装料机构2能够对其进行从内向外的夹持,之后装料机构2将带动调距夹持位的圆筒形密封件转动至装料机构2左侧,且装料机构2左侧为切割位,当装料机构2带动圆筒形密封件转动至切割位时,装料机构2左侧能够与转动机构4相连接,然后通过转动机构4能够带动切割位的圆筒形密封件进行转动,从而使切割机构3能够对其进行切割分段,当切割机构3完成对圆筒形密封件的切割后,装料机构2将带动其转动至装料机构2下端,且装料机构2下端为排料位,此时装料机构2将不再对位于排料位的经过切割分段后的密封件进行夹持,使得经过切割后的密封件能够向下掉落至收料箱5内,且每当装料机构2进行转动后,都往安装机构的排料位上套设圆筒形密封件,从而使得切割机构3内的刀具能够对圆筒形密封件进行持续的切割,从而提高了本发明内刀具对圆筒形密封件进行切割的效率;且当需要生产不同厚度的密封件时,通过切割机构3可调节其内部刀具的间距,从而能够避免因人工测量调节刀具间距而影响对圆筒形密封件进行切割分段的效率,并且避免了因员工手动测量调节刀具的过程中被刀具划伤,从而降低了调节刀具间距人员的安全隐患。
[0018]
所述的装料机构2包括安装架21、转动柱22、槽轮支链23、第一压簧24、伸缩柱25、安装块26、双向气缸27、夹持筒28和内夹持支链29,底座1上端面右侧前后对侧设置有安装架21,安装架21均通过其上端开设的转动槽以转动配合安装有转动柱22,位于底座1前侧的
转动柱22前端安装有槽轮支链23,转动柱22内侧均开设有弹簧槽,且弹簧槽内均通过第一压簧24连接有与弹簧槽为滑动配合的伸缩柱25,伸缩柱25内侧均设置有方形结构的安装块26,且安装块26之间通过双向气缸27相连接,双向气缸27位于收料箱5正上方,安装块26除前后侧面外的其余侧面上均通过转动配合安装有圆筒形结构的夹持筒28,夹持筒28外端均开设有用以与转动机构4相连接的连接槽,且夹持筒28内部安装有内夹持支链29;具体工作时,装料机构2能够带动密封件进行九十度间歇性转动,从而使密封件能够依次被装料、夹持、切割和排料;首先将圆筒形密封件套设在装料位的夹持筒28上,然后通过槽轮支链23能够带动圆筒形密封件转动至调距夹持位,当圆筒形密封件位于调距夹持位时,圆筒形密封件能够在重力的作用下向下贴合安装块26,之后通过内夹持支链29对位于调距夹持位的圆筒形密封件进行夹持,然后再通过槽轮支链23带动调距夹持位的圆筒形密封件转动至切割位,当夹持筒28转动至切割位时,位于夹持筒28外端的连接槽能够与转动机构4相连接,从而使的转动机构4能够带动位于切割位的夹持筒28及其外侧面上的圆筒形密封件进行转动,使得圆筒形密封件在转动的过程中能够被切割机构3进行切割分段,当圆筒形密封件完成切割分段后将在槽轮支链23的带动下转动至排料位,此时内夹持机构将不再对排料位的密封件进行夹持,使得切割后的密封件能够向下掉落至收料箱5内,且当槽轮机构通过转动柱22、伸缩柱25、双向气缸27和安装块26带动夹持筒28和内夹持支链29进行转动时,都往位于装料为的夹持筒28外侧套设圆筒形密封件,通过带动密封件进行依次进行九十度旋转,能够使切割机构3内的刀具持续对圆筒形密封件进行切割分段,从而增加了切割机构3内的刀具对圆筒形密封件进行切割的效率;且当需要对不同外径的圆筒形密封件进行切割分段时,双向气缸27能够带动安装块26进行同步向内或向外移动,当安装块26移动时,伸缩柱25将在第一压簧24的作用下配合其进行移动,从而使切割机构3能够对不同外径的密封件进行切割,且通过内夹持支链29能够对不同内径的密封件进行夹持,从而增加了本发明的适用性。
[0019]
所述的槽轮支链23包括转动槽轮231、主动拨盘232、拨动板233、拨动杆234和驱动电机235,位于底座1前侧的转动柱22前端安装有转动槽轮231,转动槽轮231外侧面上均匀交错开设有弧形槽和拨动槽,位于底座1前侧的安装架21前侧面上通过转动配合安装有主动拨盘232,且主动拨盘232位于转动槽轮231左侧,主动拨盘232外侧面上开设有与转动槽轮231相对应的弧形凹槽,且弧形凹槽中部通过拨动板233安装有拨动杆234,拨动杆234后侧位于拨动槽内,主动拨盘232前端安装有驱动电机235,驱动电机235通过电机座与安装架21相连接;具体工作时,槽轮支链23能够间接带动夹持筒28依次进行九十度间歇性旋转;当需要间接带动夹持筒28进行转动时,驱动电机235输出轴旋转能够带动主动拨盘232、拨动板233和拨动杆234进行转动,从而使得拨动杆234和主动拨盘232在转动的过程中能够带动转动槽轮231依次进行九十度间歇性旋转。
[0020]
所述的内夹持支链29包括伸缩气缸291、推动块292、连接板293、弹簧杆294、夹持杆295、限位板296、从动杆297和第三压簧298,夹持筒28内部的内端均安装有伸缩气缸291,伸缩气缸291外端依次交错设置有推动块292和连接板293,且推动块292外端为向内倾斜设置,位于夹持筒28最外端的连接杆47通过弹簧杆294与夹持筒28内壁相连接,夹持筒28外侧面上均匀开设有夹持孔,夹持孔内均通过滑动配合设置有夹持杆295,且夹持杆295内侧均
通过限位板296安装有从动杆297,从动杆297内侧与连接板293相贴合,且夹持杆295外侧面上套设有第三压簧298,第三压簧298位于限位板296与夹持筒28内壁之间。
[0021]
具体工作时,内夹持支链29能够从内向外的对密封件进行夹持;当圆筒形密封件位于调距夹持位时,伸缩气缸291将带动推动块292和连接板293进行向外进行移动,使得从动杆297能够在推动块292的作用下带动限位板296和夹持杆295向外移动,从而使夹持杆295能够向外穿过夹持孔对环形密封件进行从内往外的夹持,当切割后的密封件位于排料位时,伸缩气缸291将带动推动块292和连接板293向下进行复位,从而使夹持杆295能够在第三压簧298的作用下向内进行复位,使得向内复位后的夹持杆295能够不再对密封件内壁进行夹持,然后密封件将向下掉落至收料箱5内,通过对密封件进行夹持,能够增加密封件在被切割分段时的稳定性,避免密封件在切割分段的过程中发生偏移。
[0022]
所述的切割机构3包括安装柱31、承托板32、连接轴33、转动外板34、转动内板35、转动块36、切刀杆37、条形切刀38、调刀支链39、匚形滑板310和驱动气缸311;底座1上端面上位于收料箱5左侧通过安装柱31设置有承托板32,承托板32上端面中部开设有条形滑槽,条形滑槽内通过左右滑动配合均匀设置有连接轴33,且连接轴33上端均通过转动配合安装有呈x形布置的转动外板34和转动内板35,且转动内板35位于转动外板34内侧,转动外板34和转动内板35的前后两端均开设有弧形槽,弧形槽内通过销轴设置有转动块36,且位于相邻连接轴33上端的转动外板34和转动内板35上的转动块36之间均设置有切刀杆37,切刀杆37外侧面上设置有条形切刀38,且条形切刀38内侧之间设置有调刀支链39,位于承托板32左侧的连接轴33上端穿过转动外板34安装有匚形滑板310,匚形滑板310为开口朝右的匚形结构,匚形滑板310下端与位于安装架21左侧的连接轴33下端相连接,且匚形滑板310与条形滑槽为滑动配合,匚形滑板310左端通过驱动气缸311与转动机构4相连接;具体工作时,切割机构3能够在不需要人为手动测量调节的情况下精准的调节刀具之间的间距;当需要对条形切刀38之间的间距进行调节时,驱动气缸311右端将通过匚形滑板310带动与其连接的连接轴33进行移动,从而能够带动位于承托板32左侧的转动外板34和转动内板35进行移动,当位于承托板32左侧的转动外板34和转动内板35移动时,能够通过转动块36和切刀杆37依次带动其右侧的转动外板34和转动内板35进行同步移动,从而使移动后的条形切刀38间的间距一致,通过驱动气缸311对条形切刀38进行精准的调节能够避免:因无法精准调节刀具间的间距而导致切割出厚度不同的密封件,从而使得厚度不够精准的密封件在后续使用中的使用效果较差,且通过对条形切刀38的间距进行调整,能够避免因手动测量调整刀具的间距而影响生产效率,并且还能够降低调节刀具间距人员的安装隐患;当需要对圆筒形密封件进行切割时,调刀支链39将带动条形切刀38内侧向下移动,从而使条形切刀38外端能够沿切刀杆37向上转动,使得条形切刀38外端能够对圆筒形密封件进行切割,当条形切刀38完成对圆筒形密封圈的切割后,通过调刀机构能够带动条形切刀38内侧向上移动,从而使条形切刀38外侧能够沿切刀杆37向下转动,使得向下转动后的条形切刀38无法阻挡夹持筒28向下转动。
[0023]
所述的调刀支链39包括联动滑杆391、调节气缸392和矩形架393,条形切刀38均通过转动配合的方式与切刀杆37相连接,条形切刀38内侧均开设有联动圆孔,且位于承托板32后侧的联动圆孔之间以及位于承托板32前侧的联动圆孔之间均通过滑动配合穿设有联动滑杆391,承托板32上端位于驱动气缸311前后两侧以及承托板32右侧均安装有调节气缸
392,且承托板32上端通过调节气缸392左右对称设置有矩形结构的矩形架393,矩形架393中部均开设有矩形限位槽,且联动滑杆391左右两端均位于矩形限位槽内;具体工作时,调刀支链39能够通过切刀杆37带动条形切刀38外侧向下或向上转动;当需要对圆筒形密封件进行切割时,调节气缸392能够通过矩形架393带动联动滑杆391向下移动,从而使条形切刀38外端能够沿切刀杆37向上转动,使得条形切刀38能够在转动机构4带动夹持筒28进行转动的情况下对圆筒形密封件进行切割分段,当槽轮支链23需要间接带动位于切割位且被切割分段后的密封件向下转动至排料位时,调节气缸392能够通过矩形架393带动联动滑竿向上进行移动,从而使条形切刀38外侧能够沿切刀杆37向下转动,从而能够避免条形切刀38对夹持筒28及其外侧的密封件造成阻挡。
[0024]
所述的转动机构4包括安装板41、矩形板42、带轮杆43、转动带轮44、转动电机45、传动带46、连接杆47、连接块48、第二压簧49和三角卡接块410,底座1上端面左侧设置有安装板41,安装板41上端左侧安装有矩形板42,矩形板42右侧面中部与驱动气缸311相连接,且矩形板42右侧面上通过前后对称设置的带轮杆43以转动配合的方式安装有转动带轮44,位于安装板41前端的带轮杆43左侧穿过矩形板42安装有转动电机45,转动电机45通过电机座与安装板41左侧面相连接,转动带轮44之间通过传动带46相连接,转动带轮44右侧面均通过连接杆47安装有与连接槽相对应的连接块48,连接块48中部前后对侧开设有弹簧滑槽,弹簧滑槽内均通过第二压簧49连接有与弹簧滑槽为滑动配合的三角卡接块410,且连接块48与三角卡接块410均位于安装块26左侧的连接槽内;具体工作时,转动机构4能够带动位于切割位的夹持筒28及其外侧面上的圆筒形密封件进行转动;当夹持筒28向左转动至连接块48侧时,三角卡接块410将在连接槽的作用下向内移动,当三角卡接块410位于夹持筒28外端中部时,三角卡接块410将在第二压簧49的作用下抵住连接槽的前后侧壁,从而使连接块48与夹持筒28之间能够被连接,然后转动电机45输出轴旋钮能够通过带轮杆43、转动带轮44和连接杆47带动连接块48和三角卡接块410进行转动,从而使连接块48和三角卡接块410转动时能够带动夹持筒28与其外侧面上的进行转动,使得圆筒形密封件能够被切割分段。
[0025]
所述的连接杆47中部均通过转动配合的方式安装有支撑块471,且支撑块471安装在安装板41上端面上;具体工作时,当转动电机45间接带动连接块48进行转动时,支撑块471能够对连接杆47进行支撑。
[0026]
采用该密封件加工装置加工密封件时包括如下步骤:s1、密封件生产:通过密封件生产机械生产出圆筒形结构的密封件s2、设备检查:在使用本装置加工密封件前,对本装置做运行前的常规检查;s3、原料放置及夹持:将经过步骤s1生产出的圆筒形结构的密封件套设在装料机构2右侧,并使装料机构2带动圆筒形结构的密封件转动至切割机构3外侧;s4、原料切割及排出:当圆筒形结构的密封件经过步骤s3转动至切割机构3外侧时,装料机构2将与转动机构4相连接,使得转动机构4能够带动装料机构2及其外侧面的密封件在切割机构3的前后两侧进行转动,从而使切割机构3能够对圆筒形结构的密封件进行切割;s5、物料取出及检验入库:当圆筒形结构的密封件经步骤s4被切割后,装料机构2将带动起向下转动,使切割后的密封件能够向下掉落至收料箱5内,之后再对收料箱5内切割后的密封件进行检验,并对检验合格后的密封件进行入库。
[0027]
本发明通过装料机构能够带动圆筒形密封件依次进行九十度旋转,从而使切割机构能够在取下及套设密封件的过程中能够持续对密封件进行切割,避免了因套设及取下密封件而影响刀具对圆筒形密封件进行切割的效率;本发明通过切割机构能够在不需要手动测量调节刀具间距的情况下对刀具之间的间距进行调节,从而避免了因手动调节刀具间距而影响生产密封件的效率,且还能够避免因手动调节的刀具间距不精准而导致切割后的密封件间的厚度存在差异,从而提升了对密封件进行切割的效果,并且避免了调节刀具间距的人员被刀具划伤。
[0028]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0029]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1