一种碎纸刀棒组装治具的制作方法
1.本实用新型涉及碎纸机生产设备技术领域,尤其是涉及一种半自动碎纸刀棒组装治具。
背景技术:
2.现有技术中,碎纸机内设置有一对刀棒,刀棒的棒体间隔串设有若干组碎纸刀片,两个碎纸刀片背靠背紧贴在一起且刀尖重叠而形成一刀片组,两个刀棒上的刀片组相互交错咬合,一个刀棒的刀片组与另一个刀棒的对应刀片组交错剪切配合。碎纸刀片中部的开设有等边形状的中心孔,刀片通过中心孔穿设于轴面形成相应等边形状的刀棒轴,相邻的两组碎纸刀片之间需要串设有塑胶制成的间隔环,用于间隔碎纸刀片;另外,在同一刀棒中,各刀片组之间等角度交错设置,实现了在碎纸过程中,刀棒上的各刀片组的刀尖分别顺次进行碎纸咬合,避免刀棒咬合反作用力。
3.这种碎纸刀棒的组装工作一般通过人工完成,具体为,手持刀棒轴进行刀片穿设,或者是通过工具固定刀棒轴后进行人工刀片穿设。由于刀棒轴长度较长,相邻刀片组之间的交错角度难以通过目测把握,容易出现同一刀片组的两个碎纸刀片的刀尖交错,以及相邻刀片组的组装角度错误的情况,需要退出刀片进行重新套设,这无疑加长了单个刀棒的组装周期,导致组装效率低。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的是提供一种半自动碎纸刀棒组装治具,辅助人工碎纸刀棒组装,降低人工操作失误的几率,提高组装效率,缩短装配周期,提高生产率。
5.为了实现上述目的,本实用新型所采用的技术方案是:一种碎纸刀棒组装治具,包括刀棒装夹机构、碎纸刀片定位块以及用作装夹刀棒轴的刀棒轴安装部,碎纸刀片定位块活动安装于刀棒装夹机构的上部,碎纸刀片定位块的外端部设置有与待装配的碎纸刀片定位配合的碎纸刀片定位部;刀棒轴安装部设置在刀棒装夹机构的下部。
6.在进一步的技术方案中,刀棒装夹机构的上部固定安装或活动安装有支撑座,碎纸刀片定位块旋转安装、滑动安装、活动卡接或活动插接于支撑座,碎纸刀片定位块的外端部以及碎纸刀片定位部分别悬空于支撑座的外侧。
7.在进一步的技术方案中,刀棒装夹机构的上部上下滑动安装有一调节座,调节座的上部固定安装有一支撑座,碎纸刀片定位块的内端部旋转安装于调节座或支撑座,碎纸刀片定位块的底面和支撑座的顶面抵顶配合,碎纸刀片定位块的外端部以及碎纸刀片定位部悬空于支撑座的外侧。
8.在进一步的技术方案中,刀棒装夹机构包括固定在刀棒轴安装部的一侧的辅助支架,调节座滑动安装于辅助支架的上部,调节座与辅助支架之间设置有锁紧结构;支撑座的顶面设置有工装卡槽,在支撑座的内部或工装卡槽的槽面固定有强磁铁,碎纸刀片定位块
的内端部枢接于调节座,碎纸刀片定位块活动卡嵌于工装卡槽,在碎纸刀片定位块卡嵌于工装卡槽时,碎纸刀片定位块与强磁铁磁吸配合,或者,碎纸刀片定位块磁性吸合于工装卡槽。
9.在进一步的技术方案中,碎纸刀片定位部包括一开设在碎纸刀片定位块的外端部的、与待装配的碎纸刀片定位配合的刀尖仿形定位口,刀尖仿形定位口的形状与待装配的碎纸刀片的刀尖的形状相匹配。
10.在进一步的技术方案中,刀棒装夹机构的下部设置有工装底座和刀棒轴工装转盘,刀棒轴工装转盘旋转安装于工装底座的顶部,刀棒轴安装部设置于刀棒轴工装转盘的顶部的中心位置,待装配的刀棒轴的下端部活动插设或夹设于刀棒轴安装部。
11.在进一步的技术方案中,刀棒装夹机构设置有伺服控制装置以及电连接伺服控制装置的伺服电机,伺服电机固定于工装底座的底部,伺服电机具有一输出转轴,输出转轴传动连接刀棒轴工装转盘,以实现带动刀棒轴工装转盘以及装夹于工装转盘的刀棒轴按设定的旋转角度进行组装配合。
12.在进一步的技术方案中,刀棒装夹机构还设置有用作伺服电机及刀棒轴工装转盘的原点复位参考的复位开关机构,复位开关机构包括一触动盘和电连接伺服控制装置的槽式红外线光电开关。触动盘同轴连接于刀棒轴工装转盘或输出转轴,触动盘的边缘设置有一触发部;槽式红外线光电开关固定在触动盘的侧旁,槽式红外线光电开关具有一触发槽口,触发槽口的相对的两侧分别设置有发射端和接收端,触动盘的触发部转动轨迹穿设于触发槽口内,触发部与槽式红外线光电开关触发配合;其中,刀棒装夹机构具有原点寻址模式,在刀棒装夹机构处于原点寻址模式时伺服电机的输出转轴持续正转或持续反转,当触动盘的触发部触发槽式红外线光电开关时,槽式红外线光电开关发送一代表原点参考的开关信号至伺服控制装置,接收到开关信号的伺服控制装置控制伺服电机的输出转轴停止运转,装夹于刀棒轴工装转盘的刀棒轴恰好与刀尖仿形定位口装配配合。
13.在进一步的技术方案中,触发部包括一开设于触动盘的边缘的触动缺口,触动缺口的转动轨迹穿过触发槽口,触动缺口与槽式红外线光电开关触发配合,触动缺口的缺口宽度设置为0.5mm~1.5mm。
14.在进一步的技术方案中,刀棒轴工装转盘与工装底座之间设置有快装结构,快装结构包括转动安装于工装底座顶部的连接件,刀棒轴工装转盘的底部活动插接或卡接于连接件的顶部,并且刀棒轴工装转盘与连接件之间设置有锁紧结构;刀棒轴安装部包括一开设于刀棒轴工装转盘顶部的中心位置的插孔,插孔设置为多边形孔或异形孔,插孔的形状大小与待装配的刀棒轴的端部的形状大小相匹配,待装配的刀棒轴的底端活动插设于插孔,以实现待装配的刀棒轴的快速工装。
15.采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型提供了一种半自动碎纸刀棒组装治具,通过碎纸刀片定位块与刀棒轴工装转盘组装配合,使每一个刀片组装能够以一设定的组装角度进行套入装配,免除人工对位,避免发生对位错误,返件重装的情况;刀棒轴通过刀棒轴定位转盘的自转调控下,使刀棒轴进行设定角度的自转,以实现不同组装角度的刀片或刀片组的交错装配,免除人工转动刀棒轴,组装角度准确,简化人工组装的步骤,降低组装难度,提高生产效率。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
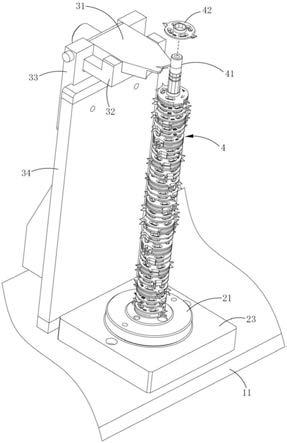
17.图1是本实用新型的结构示意图。
18.图2是本实用新型中的辅助定位机构的结构示意图。
19.图3是本实用新型的俯视角度的结构示意图。
20.图4是本实用新型中的局部结构示意图。
21.图5是本实用新型中的工装底座的分解示意图。
22.图6是本实用新型中的刀棒轴工装转盘的结构示意图。
23.图7是本实用新型中的刀棒轴工装转盘另一角度的结构示意图。
24.图中:
25.11-组装平台。
26.21-刀棒轴工装转盘、2100-插孔、2101-销孔、22-法兰轮、23-工装底座、24
-ꢀ
柱销联轴器、2401-销杆、2402-连接轴、25-触动盘、2501-触动缺口、2502-槽式红外线光电开关、26-轴套、27-伺服电机。
27.31-碎纸刀片定位块、3100-刀尖仿形定位口、32-支撑座、33-调节座、3301
-ꢀ
连接槽口、34-辅助支架、3401-安装槽。
28.4-碎纸刀棒、41-刀棒轴、42-碎纸刀片。
具体实施方式
29.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
30.一种碎纸刀棒组装治具,如图1至图7所示,包括刀棒装夹机构、碎纸刀片定位块31以及用作装夹刀棒轴41的刀棒轴安装部,碎纸刀片定位块31活动安装于刀棒装夹机构的上部,碎纸刀片定位块31的外端部设置有与待装配的碎纸刀片42定位配合的碎纸刀片定位部;刀棒轴安装部设置在刀棒装夹机构的下部。这种碎纸刀棒组装治具能够通过刀棒轴安装部对待装配的刀棒轴41进行夹持,以及通过碎纸刀片定位部对待装配的碎纸刀片42进行组装定位配合,从而实现人工装配过程中,对碎纸刀片42进行辅助套装定位,免除人工对位,降低组装难度,提高组装效率。
31.具体地,刀棒装夹机构的上部固定安装或活动安装有支撑座32,碎纸刀片定位块31旋转安装、滑动安装、活动卡接或活动插接于支撑座32,碎纸刀片定位块31的外端部以及碎纸刀片定位部分别悬空于支撑座32的外侧。碎纸刀片定位块31作为可替换组件,不同型号的碎纸刀棒4的组装工作需要配合不同的碎纸刀片定位块31进行组装配合,以适用不同型号的碎纸刀片42的套入安装。本实施例提供的碎纸刀棒组装治具的碎纸刀片定位块31具有不同工装结构,以实现碎纸刀片定位块31的快速换装,缩短换装周期,以及提高碎纸刀片定位块31的工装精度。碎纸刀片定位块31的工装结构采用枢接式工装结构或滑动式工装结构:
32.枢接式工装结构,碎纸刀片定位块31的内端部枢接于支撑座32,并且碎纸刀片定位块31的底面与支撑座32的顶面抵顶配合,碎纸刀片定位块31的外端部悬空于支撑座32的外侧。
33.滑动式工装结构,碎纸刀片定位块31滑动连接于支撑座32,碎纸刀片定位块31的
内端部活动卡接或插接于支撑座32,碎纸刀片定位块31的外端部悬空于支撑座32的外侧。
34.具体地,刀棒装夹机构的上部上下滑动安装有一调节座33,调节座33的上部固定安装有一支撑座32,碎纸刀片定位块31的内端部旋转安装于调节座33 或支撑座32,碎纸刀片定位块31的底面和支撑座32的顶面抵顶配合,碎纸刀片定位块31的外端部以及碎纸刀片定位部悬空于支撑座32的外侧。
35.具体地,刀棒组装治具包括伺服控制装置、用于装夹刀棒轴41的刀棒轴工装转盘21、以及电连接伺服控制装置的刀棒轴自转驱动装置,刀棒轴工装转盘 21的上方设置有辅助定位机构,辅助定位机构包括有一限定刀片以一设定的旋转角度进行人工套装的定位组件,定位组件的侧部设置有与刀片的刀尖部分定位配合的辅助定位部,刀片的刀尖部分与辅助定位部定位配合时,刀片的套孔恰好与刀棒轴41工装对齐;刀棒轴工装转盘21的中心位置设置有一用于装夹定位刀棒轴41的刀棒轴定位部,刀棒轴41的一端活动插设或夹设于刀棒轴定位部,刀棒轴41的另一端与辅助定位机构装配配合,刀棒轴工装转盘21传动连接刀棒轴自转驱动装置;多个刀片分别按设定的旋转角度、设定的装配顺序以及设定的套入面向依次人工套装于刀棒轴41以装配组成碎纸刀棒4,碎纸刀棒4包括有多个由一片或一片以上的刀片所组成的刀片组,相邻的两个刀片组之间旋转交错设置,每完成一组刀片组的套入装配后,刀棒轴定位部带动刀棒轴41绕其轴线进行设定角度的自转配合。
36.具体地,定位组件选用投影式定位结构和仿形式定位结构两种定位结构中的任意一种:
37.投影式定位结构,投影式定位结构包括有至少一个激光指示器,激光指示器具有一投映一个光点或一条光线的激光模组,激光模组的投映方向与装夹定位在刀棒轴定位部的刀棒轴41相平行,激光模组与刀片的刀尖部分投映定位配合,以限定刀片以一设定的旋转角度进行人工套装。
38.仿形式定位结构,仿形式定位结构包括有用作替换件的碎纸刀片定位块31,碎纸刀片定位块31的侧部凹缺成型有与刀片的刀尖的形状相匹配的刀尖仿形定位口3100,刀尖仿形定位口3100的缺口大小略大于刀片的刀尖,组装时刀尖仿形定位口3100与刀片的刀尖卡嵌定位配合,以限定刀片以一设定的旋转角度进行人工套装。
39.本实施例优选为仿形式定位结构,通过边缘部分设置有刀尖仿形定位口3100 的碎纸刀片定位块31进行刀片定位配合,以配合碎纸刀片42套入装配,碎纸刀片定位块31作为可替换件,根据不同规格的碎纸刀棒4的装配工作进行配合使用,成本低,换装便捷,使用方便。
40.具体地,刀棒组装治具包括有组装平台11,刀棒轴工装转盘21转动安装于组装平台11的台面,刀棒轴工装转盘21的一侧设置有垂直设置的辅助支架34,辅助支架34的顶部安装有可调节上下位置的调节座33,调节座33设置有用作快速工装定位组件的快装结构,定位组件通过快装结构安装于调节座33。
41.具体地,快装结构包括定位块工装组件,定位块工装组件包括有固接于调节座33的支撑座32、开设于支撑座32顶部的工装卡槽以及固定于工装卡槽的槽底的强磁铁,支撑座32由铁制材料所制,支撑座32及工装卡槽均呈水平设置,定位组件通过活动插销连接于调节座33,并且定位组件卡嵌于支撑座32的工装卡槽,当定位组件卡嵌于工装卡槽时,定位组件磁吸连接于强磁铁,或者,定位组件磁耦合于支撑座32。该结构提供了一种碎纸刀片定
位块快装结构,实现碎纸刀片定位块31的快速工装,缩短碎纸刀片定位块31的换装周期,提高生产效率,碎纸刀片定位块31的工装定位准确,符合刀片定位配合要求。
42.具体地,定位组件包括一有用作替换件的碎纸刀片定位块31,不同型号的碎纸刀片定位块31设置有不同形状大小的刀尖仿形定位口3100,碎纸刀片定位块 31由铁制材料所制,碎纸刀片定位块31卡嵌于工装卡槽,并且磁吸连接于强磁铁,碎纸刀片定位块31的一侧通过活动插销连接于调节座33,碎纸刀片定位块 31的另一侧凸出至支撑座32的外部;碎纸刀片定位块31的凸出部分凹缺成型有与刀片的刀尖的形状大小相匹配的刀尖仿形定位口3100,刀尖仿形定位口3100 与刀片的刀尖卡嵌定位配合,实现限定刀片以一设定的旋转角度进行人工套装配合。
43.具体地,刀尖仿形定位口3100包括用作刀片定位的弧形边和用作角度定位的尖嘴缺口,尖嘴缺口与弧形边相连接。弧形边与待装配的碎纸刀片42的边部抵顶对齐,以实现同心定位;尖嘴缺口与待装配的碎纸刀片42的刀尖部分卡嵌配合,以限定装配角度,保证碎纸刀片42的套孔与刀棒轴41重叠对齐,碎纸刀片42可以顺利套入刀棒轴41。不同型号的碎纸刀片定位块31开设有不同长度的弧形边以及不同大小的尖嘴缺口,以适用于不同型号的碎纸刀片42的辅助定位。通过碎纸刀片定位块31进行辅助定位,定位准确,成本低,而且降低装配难度,减少企业的岗位培训成本,提高生产效率以及增加经济效益。
44.具体地,辅助支架34的侧部凹陷设置有用于调节安装调节座33的安装槽 3401,安装槽3401设置有紧固螺栓,调节座33开设有连接槽口3301,连接槽口 3301呈上下方向延伸设置,紧固螺栓穿设于连接槽口3301,调节座33上下活动嵌装于安装槽3401,并且通过紧固螺栓固定于辅助支架34。该结构提供了一种碎纸刀片定位块高度调节结构,能够适用于不同长度规格的刀棒轴41的装配工装,或者,不同的操作员可以根据自身的装配习惯进行碎纸刀片定位块31的高度微调,以改善手动装配的手感以及提高装配速度。
45.具体地,刀棒轴定位部包括一用于快速插装刀棒轴41的插孔2100,插孔2100 的形状大小与刀棒轴41的轴端的形状大小相匹配,刀棒轴41的底端活动插设于插孔2100,插孔2100的内侧壁与刀棒轴41的轴端的外侧壁间隙配合。该结构能够对刀棒轴41进行快速装夹定位,插拔简易,使用方便,定位准确,换装迅速。刀棒轴工装转盘21作为替换组件使用,不同型号的刀棒轴工装转盘21具有不同形状大小的插孔2100,以适用不同型号的碎纸刀棒4的装配作业。
46.具体地,组装平台11固定有一工装底座23,工装底座23的中部贯穿设置有一安装腔,安装腔内转动安装有一柱销联轴器24,柱销联轴器24的顶部设置有至少两根销杆2401、底部的中心位置设置有一连接轴2402,刀棒轴工装转盘21 的底部凹陷设置有至少两个销孔2101,各销孔2101分别与相应的销杆2401插销配合,刀棒轴工装转盘21的中下部连接有一法兰轮22,法兰轮22的底面与工装底座23的顶面间隙配合,刀棒轴工装转盘21的底面活动抵顶于柱销联轴器24 的顶面;刀棒轴自转驱动装置包括一伺服电机27,伺服控制装置包括plc控制器(plc控制器可以写入或读取不同组装程序,以适用不同型号的碎纸刀棒4的组装作业),伺服电机27与plc控制器电连接,伺服电机27固定于组装平台11 的底部,伺服电机27的顶部设有一输出转轴,输出转轴与柱销联轴器24的连接轴2402同轴连接。该刀棒组装治具通过伺服电机27对刀棒轴工装转盘21以及装夹于刀棒轴工装转盘21的刀棒轴41进行等角度间距的旋转驱动,以配合组装成具有多组交错设置的刀片组的碎纸刀棒4,具有旋
转行程精度高,免除人工拨转的操作,进一步简化碎纸刀的装配工作,提高生产效率。
47.具体地,组装平台11的底部设置有用作伺服电机27及刀棒轴工装转盘21 的原点复位参考的复位开关机构,复位开关机构包括一触动盘25和红外光电开关,触动盘25固接于连接轴2402,驱动转轴和连接轴2402之间设置有一轴套 26,轴套26的顶部螺接于柱销联轴器24的底部,并且触动盘25夹装在轴套26 和柱销联轴器24之间。触动盘25与刀棒轴工装转盘21同步转动配合,触动盘 25的边缘设置有一触发部;红外光电开关固定在组装平台11的底部,红外光电开关与触发部触发配合;其中,伺服电机27具有原点寻址模式,在伺服电机27 处于原点寻址模式时伺服电机27的输出转轴持续正转或持续反转,当触动盘25 的触发部触发红外光电开关时,红外光电开关发送一代表原点参考的开关信号至伺服控制装置,接收到开关信号的伺服控制装置控制伺服电机27的输出转轴停止正转,插装于刀棒轴工装转盘21的刀棒轴41恰好与与刀尖仿形定位口3100 装配配合。由于每一碎纸刀棒4完成装配后,刀棒轴工装转盘21以及伺服电机 27需要进行原点复位,以作下一个工件的装配准备,通过触动盘25与红外光电开关之间的触发配合进行原点参考,具有原点定位准确,复位快速的优点。当然,也可以使用诸如棘轮定位结构等原点复位机构,此处,不应被理解为唯一的实施方案。
48.具体地,红外光电开关选用槽式红外线光电开关2502,槽式红外线光电开关 2502包括一用作触发配合的触发槽口,触发槽口的相对的两侧分别设置有发射端和接收端,触动盘25的边缘部活动设置于触发槽口内;触发部包括开设于触动盘25的边缘的触动缺口2501,触动缺口2501的转动轨迹穿过触发槽口,触动缺口2501与槽式红外线光电开关2502触发配合,触动缺口2501的缺口宽度设置为0.5mm~1.5mm。优选为,触动缺口2501的的缺口宽度设置为1mm,以符合触发灵敏度同时满足原点参考的误差范围。
49.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1