装配线用螺丝刀的控制方法、计算机程序产品及装配线与流程
[0001]
本申请涉及工业自动化领域,尤其涉及装配线用螺丝刀的控制方法、计算机程序产品及装配线。
背景技术:
[0002]
在电子装配线上,存在很多需要拧紧螺丝的工艺步骤。在目前我国的电子装配行业以人工装配为主的条件下,螺丝刀是常见的拧紧工具,既满足人工装配,又可以实现一定程度的自动化。
[0003]
伴随着柔性化生产的盛行,越来越多的产品会在同一条装配线上进行生产。这样,在同一装配线甚至同一工位上,可能会出现多种产品,多种工艺并存的情况,即在同一个工位上,可能会有多把需要选择的螺丝刀。为了确保操作工人使用正确的螺丝刀进行装配,传统解决方案是给每把螺丝刀增加特殊标示,然后在作业指导书中规定,哪个螺丝用哪种标示的螺丝刀进行拧紧。此方案可以在一定程度上进行提醒,但同一时间,工人既要根据作业指导书获得需要拧紧的螺丝和对应的螺丝刀,又要判断和抓取需要使用的螺丝刀进行操作,存在不少重叠判断和操作失误的空间。
[0004]
因此,有必要改进以克服现有技术中存在的技术问题。
技术实现要素:
[0005]
本申请要解决的主要是现有装配线上进行拧紧操作时,对工人判断要求高、易操作失误的问题。
[0006]
为解决上述技术问题,本申请提供一种装配线用螺丝刀控制方法,所述装配线包括组装待装配产品的若干装配工位、配置于全部或部分所述装配工位的若干螺丝刀,所述若干螺丝刀具有非待命状态和待命状态、以及提示螺丝刀处于待命状态的指示单元,所述控制方法包含如下步骤:一、获得待装配产品需要用到的螺丝刀序列,包括第一螺丝刀和下一螺丝刀;二、激活所述第一螺丝刀至待命状态;三、当检测到所述第一螺丝刀完成操作和/或待命时长达到一个预置的工作时间时,解除所述第一螺丝刀的待命状态;四、激活所述下一螺丝刀至待命状态;五、当检测到所述下一螺丝刀完成操作和/或待命时长达到一个预置的工作时间时,解除所述下一螺丝刀的待命状态;六、如果螺丝刀序列中仍存在下一螺丝刀,则重复步骤四至步骤六;如果所述螺丝刀序列中不再存在下一螺丝刀,则退出循环。
[0007]
本申请还提供了一种计算机程序产品,具有可存储在机器可读的载体上的程序代码,当所述程序在计算机上运行时,所述程序代码用于实施上述控制方法。
[0008]
本申请进一步提供了一种装配线,包括组装待装配产品的若干装配工位、配置于全部或部分所述装配工位的若干螺丝刀,以及可加载螺丝刀序列的控制模块,所述被螺丝刀序列选中的螺丝刀被依次激活待命,并在检测到所述螺丝刀完成操作和/或待命时长达到一个预置的工作时间时被解除待命状态,在同一时间最多只有一把螺丝刀被激活待命。
[0009]
根据本申请,所述装配线根据不同的螺丝刀序列灵活调用螺丝刀的设计,且具有
待命状态的激活和解除设置,在提高装配线柔性的同时,也进一步解放了装配人员的负担,降低失误率。
附图说明
[0010]
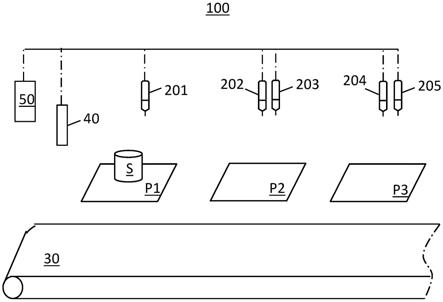
结合附图参阅以下具体实施方式的详细说明,将更加充分地理解本申请。其中:图1显示本申请装配线的结构示意图;图2显示本申请装配线中三个待装配产品及对应的螺丝刀序列的关系表。
具体实施方式
[0011]
下面结合附图详细描述本申请的具体实施方式。
[0012]
请参阅图1所示,本实施例装配线100包括组装待装配产品的三个装配工位p1、p2、p3,配置于装配工位p1的螺丝刀201,配置于装配工位p2的螺丝刀202、203,配置于装配工位p3的螺丝刀204、205以及连接所述三个装配工位p1、p2、p3以将待装配产品进行输送的传送带30。所述装配线100还包括序列录入模块40以及可执行螺丝刀序列的控制模块50。所述序列录入模块40通过预录入或实时录入将不同待装配产品的螺丝刀序列载入所述控制模块50。所述预录入为组装前进行加载,优选通过usb、网线接口、wifi进行;所述实时录入为产品组装时进行加载,优选通过附于流水线托盘或者待装配产品上的rfid(射频识别,radio frequency identification的缩写)、nfc(近场通信,near field communication的缩写)、二维码标签进行。之后再配合传送带的输送执行螺丝刀序列,唤醒和切换相应装配工位的螺丝刀完成装配任务。需要说明的是,所述螺丝刀序列是以通过读取并运行可存储在机器可读的载体上的程序代码,来借以实施本申请所述的控制方法,从而获得一个软件硬件配合实现的计算机程序产品。
[0013]
请参阅图2所示的三个待装配产品s1、s2、s3及其对应的螺丝刀序列q1、q2、q3,每一个待装配产品的螺丝刀序列分别调用不同的螺丝刀参与装配。在具体的装配过程中,装配人员结合手头的作业指导书指示的具体装配工位的螺丝位置和数量,根据螺丝刀序列的指示,无需特别判断即可抓取正确的螺丝刀完成操作。下面以图2中展示的几个具有典型的螺丝刀序列的待装配产品为例,说明本申请装配线100的控制过程和方法。需要指出的是,为了方便说明和利于理解,以下仅以螺丝刀序列中螺丝刀的调用顺序为例,事实上,螺丝刀序列可以包含更多的控制内容,例如,扭矩、批头型号等等,那样整个程序会更复杂,当然,本发明装配线用螺丝刀控制方法的保障效果也会更好,效率改善的意义也会更大。
[0014]
先介绍待装配产品s1的装配过程。首先,通过所述序列录入模块40读取待装配产品s1对应的螺丝刀序列q1。例如,所述待装配产品s1的流水线托盘上贴有关联螺丝刀序列q1的二维码标签,所述序列录入模块40为一个设置在装配线100起始位置的扫描器,该扫描器可通过扫描所述二维码标签获得螺丝刀序列q1。
[0015]
其次,加载所述待装配产品s1对应的螺丝刀序列q1至所述控制模块50,执行螺丝刀序列q1。由于螺丝刀序列q1仅调用了螺丝刀201、202和204,因而螺丝刀装配线100中的其他螺丝刀203、205全程不参与工作,也不会通电或者获得任何待命信号。
[0016]
接着,当待装配产品s1运送或即将运送到对应装配工位p1时,螺丝刀201被激活待命(即处于通电状态,操作开关即可实现启停)。需要指出的是,本实施例中所有螺丝刀在未
被激活的预置条件下均处于非待命状态。关于这里提到的待装配产品s1运送或即将运送到装配工位p1的判断,可以有多种实现方式。例如,在装配工位p1的位置或者其上游适当距离设置红外传感器获得待装配产品s1已到达信号,或者直接在螺丝刀序列q1开始运行时,直接将待装配产品s1到达的第一个装配工位p1所要用到螺丝刀201激活待命。所述螺丝刀201还具有可以指示其处于待命状态的指示单元,例如发光二极管。当然,除了灯光,也可以是声音等任何可以辅助装配人员识别的方式。
[0017]
然后,当检测到所述螺丝刀201完成操作时,解除所述螺丝刀201的待命状态。关于检测到所述螺丝刀201完成操作的信号,可以使用电磁传感器的方式来取得(螺丝刀通过总线进行供电且可伸缩地悬挂于装配工位的上方,使用者可以抓取和拉伸所述螺丝刀以完成装配操作,并在松手后弹性地复位到初始位置,即一次拉伸和一次复位可以视为操作完成)、也可以设置一个具有接触开关的螺丝刀刀架、或者结合某一螺丝刀的工作数量等预置一个工作时间。当然,不同的设计也有结合使用的可能,例如,在一些情况下,单靠一次拉伸和一次复位来判断是否完整是不完整的,例如该判断发生在明显不可能完成该把螺丝刀工作任务的时间间隔内。
[0018]
紧接着,当待装配产品s1运送或即将运送到螺丝刀202所在的装配工位p2时,激活所述螺丝刀202至待命状态。与前面的步骤类似,所述运送或即将运送的判断同样可以通过设置红外传感器来取得,而且,螺丝刀序列q1中用到的中间螺丝刀还可以直接将螺丝刀201解除待命状态的信号同时视为螺丝刀202激活待命状态的信号,该设计对控制要求一般或者性价比要求高的场合更为适用。
[0019]
之后,与前面提到过的螺丝刀201解除待命状态的做法类似,当检测到所述螺丝刀201完成操作时,解除所述螺丝刀201的待命状态。至此可以看出,经过两把螺丝刀201、202的切换,所述螺丝刀装配线100主要的控制过程和方法都已经介绍完成。后面则是循环地判断螺丝刀拧紧程序中还有没有其他的螺丝刀,例如本实施例螺丝刀拧紧程序q1中还存在螺丝刀204,则重复之前的激活-操作-解除的步骤完成对螺丝刀204的控制程序,在经过一次循环判断发现螺丝刀控制程序p1中已经没有需要调用的螺丝刀,则退出循环并结束程序。由此可见,所述螺丝刀装配线可根据不同的螺丝刀拧紧程序灵活调用螺丝刀的设计,且具有待命状态的激活和解除设置,在提高装配线柔性的同时,也进一步解放了装配人员的负担,降低失误率。由此可见,所述螺丝刀装配线可根据不同的螺丝刀序列灵活调用螺丝刀的设计,且具有待命状态的激活和解除设置,在提高装配线柔性的同时,也进一步解放了装配人员的负担,降低失误率。
[0020]
下面介绍待装配产品s2的装配。由于控制过程和方法基本相同,主体部分不再一一赘述。下面着重介绍与待装配产品s1执行中的不同部分。所述螺丝刀序列q2和螺丝刀序列q1的不同主要在于:装配工位p1及位于该装配工位p1上的螺丝刀201全程没有被调用,因而装配工位p1及螺丝刀201在待装配产品s2的整个装配过程中相当于不存在。螺丝刀序列q2运行时,直接跳过装配工作p1,当待装配产品s2运送或即将运送到螺丝刀202所在的装配工位p2时,激活螺丝刀202至待命状态。在检测到所述螺丝刀202完成操作时,解除所述螺丝刀202的待命状态。当待装配产品s2运送或即将运送到螺丝刀204所在的装配工位p3时,激活螺丝刀204至待命状态。该实施例足见本申请螺丝刀控制方法的柔性和适应性。
[0021]
接下来介绍待装配产品s3的装配。与前两个待装配产品s1、s2不同的是,螺丝刀序
列q3调用了同一个装配工位p2的两把螺丝刀202、203。此时,螺丝刀序列q3会在该装配工位p2设定一个螺丝刀使用顺序,例如首先调用螺丝刀202。当然,具体的顺序和螺丝位置会在作业指导书上说明,方便装配人员识别和工作。这样,当待装配产品s3运送或即将运送到螺丝刀202所在的装配工位p2时,则激活螺丝刀202至待命状态,并在螺丝刀202操作完成解除待命后,激活螺丝刀203,继续执行与前面的待装配产品s1、s2类似的程序。可以看出,本申请螺丝刀装配线100的控制方法,具体的某个螺丝刀序列不一定调用螺丝刀装配线上所有的装配工位、不一定调用所有的螺丝刀、一个装配工位也不一定只调用一把螺丝刀。
[0022]
综合以上三个待安装产品的装配过程介绍,下面提炼一下本申请装配线100螺丝刀的控制方法。为了描述方便,这里将螺丝刀序列调用的螺丝刀改称为第一螺丝刀、下一螺丝刀和上一螺丝刀,例如在螺丝刀序列q1中,螺丝刀201是第一螺丝刀,螺丝刀202是螺丝刀201的下一螺丝刀,螺丝刀203是螺丝刀202的下一螺丝刀,不难理解,螺丝刀202是螺丝刀203的上一螺丝刀,螺丝刀201是螺丝刀202的上一螺丝刀。所述装配线100包括组装待装配产品的若干装配工位、配置于全部或部分所述装配工位的若干螺丝刀,所述若干螺丝刀具有非待命状态和待命状态、以及提示螺丝刀处于待命状态的指示单元,所述控制方法包含如下步骤:一、获得待装配产品需要用到的螺丝刀序列,包括第一螺丝刀和下一螺丝刀;二、激活所述第一螺丝刀至待命状态;三、当检测到所述第一螺丝刀完成操作和/或待命时长达到一个预置的工作时间时,解除所述第一螺丝刀的待命状态;四、激活所述下一螺丝刀至待命状态;五、当检测到所述下一螺丝刀完成操作和/或待命时长达到一个预置的工作时间时,解除所述下一螺丝刀的待命状态;六、如果螺丝刀序列中仍存在下一螺丝刀,则重复步骤四至步骤六;如果所述螺丝刀序列中不再存在下一螺丝刀,则退出循环。
[0023]
此外,所述第一螺丝刀可以在步骤一直接激活,或者当所述待装配产品运送或即将运送到第一螺丝刀所在装配工位时被激活。而在步骤四中,当所述下一螺丝刀与其上一螺丝刀在同一装配工位时,直接激活所述下一螺丝刀至待命状态;当所述下一螺丝刀与第一螺丝刀在不同装配工位时,所述下一螺丝刀直接激活或者在产品运送或即将运送到下一螺丝刀所在装配工位时被激活。所述下一螺丝刀及其上一螺丝刀位于同一个装配工位、相邻的两个装配工位或者不相邻的两个装配工位。所述装配线运行时,同一时间最多只有一把螺丝刀被激活至待命状态。所述装配线具有若干把螺丝刀,所述螺丝刀序列选择出其中的至少两把螺丝刀。出于易用性等考虑,有时所述下一螺丝刀解除待命状态的信号与其上一螺丝刀激活待命状态的信号为同一个。本申请还保护相应的计算机程序产品,其具有可存储在机器可读的载体上的程序代码,当所述程序在计算机上运行时,所述程序代码用于实施所述控制方法。
[0024]
所述装配线则包括组装待装配产品的若干装配工位、配置于全部或部分所述装配工位的若干螺丝刀,所述装配线还包括可加载螺丝刀序列的控制模块,所述被螺丝刀序列选中的螺丝刀被依次激活待命,并在检测到所述螺丝刀完成操作和/或待命时长达到一个预置的工作时间时被解除待命状态,在同一时间最多只有一把螺丝刀被激活待命。所述螺丝刀序列至少包括下一螺丝刀及其上一螺丝刀,所述上一螺丝刀解除待命状态是其下一螺丝刀激活待命状态的前提。所述装配线还包括录入螺丝刀序列的序列录入模块。
[0025]
以上具体实施方式仅用于说明本申请,而并非对本申请的限制。例如,在上述实施例中,传送带与螺丝刀序列系独立存在,互补干扰;在其他一些实施例中,所述传送带可以
与所述螺丝刀序列联动,受所述螺丝刀序列控制,从而有利于整个装配工作有张有弛地进行。再者,上述实施例中并没有限制螺丝刀的动力方式,事实上所述螺丝刀可以是电动的,也可以是气动的等等,只要能够通过信号控制待命状态和非待命状态即可。综上,有关技术领域的普通技术人员,在不脱离本申请的范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本申请的范畴,本申请的专利保护范围应由权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1