一种锂离子电池PCM自动上料激光焊接设备的制作方法
一种锂离子电池pcm自动上料激光焊接设备
技术领域
1.本实用新型涉及锂离子电池自动化技术领域,尤其涉及一种锂离子电池 pcm自动上料激光焊接设备。
背景技术:
2.随着社会的发展,智能手机基本上已经成为人们生活和工作中不可或缺的工具。智能手机对电池的要求越来越高,因此,对电池的生产工艺、生产效率也产生了更高的要求。
3.而在现有软包电池的一个重要生产环节,需要将pcm板与软包电池极耳进行焊接。现有的软包电池与pcm板进行激光焊接的过程中,是直接用手工将pcm 板放置于电电池治具的放置槽之中,然后再对pcm板和电池极耳进行焊接。采用上述的人工工艺设计方式,其生产效率较低,而且定位可靠性差,会造成pcm 焊接精度降低,导致产量不稳定,产品的质量无法得到有效的保证。
技术实现要素:
4.本实用新型的目的在于提供一种锂离子电池pcm自动上料激光焊接设备,采用自动化设备,将锂离子电池和pcm板能够更好地进行焊接固定,从而提高锂离子电池与pcm板之间的焊接精度,确保产品有较好的质量,同时也提高了生产效率。
5.本实用新型公开的一种锂离子电池pcm自动上料激光焊接设备所采用的技术方案是:
6.一种锂离子电池pcm自动上料激光焊接设备,包括机台,所述机台上方设有转盘机构,所述转盘机构一侧设有电池上料机构、pcm上料机构、pcm定位机构及pcm转盘投入机构,所述转盘机构另一侧设有pcm处理机构、激光焊接机构及产品出料机构,所述转盘机构包括有分度盘、工位转盘、转盘电机、转盘同步轮、转盘同步带及若干个焊接夹具,所述转盘电机与分度盘通过转盘同步轮和转盘同步带进行传动连接,所述工位转盘设置于分度转盘上方,所述工位转盘表面设有若干个焊接夹具,所述焊接夹具环绕工位转盘圆心进行设置,所述电池上料机构、pcm转盘投入机构、pcm处理机构、激光焊接机构及产品出料机构依次环绕工位转盘进行设置,且均与所述焊接夹具相对应,所述pcm 上料机构和pcm校准机构设置于pcm转盘投入机构远离转盘机构一侧。
7.作为优选方案,所述电池上料机构包括有上料传送机构和电池投入机构,所述电池投入机构对应工位转盘上的焊接夹具进行设置,所述上料传送机构设置于电池投入机构下方;所述上料传送机构包括上料传送带、上料马达、上料同步带及上料同步轮,所述上料马达与上料同步轮固定连接,所述上料同步轮通过上料同步带与上料传送带传动连接,所述上料传送带两侧分别设有绝缘挡板和导向条;所述电池投入机构包括安装支架,所述安装支架上方设有电池移动模组,所述电池移动模组上设有吸取固定杆,所述吸取固定杆上设有吸盘气缸,所述吸盘气缸下方设有吸盘组件,所述吸盘组件对应设置于上料传送带上
方。
8.作为优选方案,所述pcm上料机构包括pcm上料基座,所述pcm上料基座一侧设有pcm上料导轨,所述pcm上料导轨上设有pcm上料基板,所述pcm上料基板通过pcm上料丝杆与pcm上料导轨连接,所述pcm上料丝杆下方固定有 pcm上料电机,所述pcm上料基板靠近pcm上料导轨一侧设有pcm上料挡板。
9.作为优选方案,所述pcm定位机构包括pcm转移机构和pcm校准机构,所述pcm转移机构设置于pcm上料机构和pcm校准机构之间,所述pcm校准机构对应工位转盘上的焊接夹具进行设置;所述pcm转移机构包括转移支撑柱,所述转移支撑柱上方设有x轴移动模组,所述x轴移动模组远离转移支撑柱一侧设有y轴移动模组,所述y轴移动模组一侧设有z轴移动模组,所述z轴移动模组下方设有转移吸盘组件和pcm夹取气爪;所述pcm校准机构包括校准基座,所述校准基座上方设有校准调整块,所述校准调整块与校准基座滑动连接,所述校准调整块通过校准丝杆在校准基座上进行滑动,所述校准调整块上方设有校准安装板,所述校准安装板上方设有校准定位块,所述校准定位块一侧设有第一校准气缸,所述第一校准气缸一侧设有第一校准块,所述第一校准块与校准定位块相适配,且在所述校准定位块还设有第二校准气缸,所述第二校准气缸一侧固定于第二校准块,所述第二校准块与校准定位块相适配。
10.作为优选方案,所述pcm转盘投入机构包括投入安装基座,所述投入安装基座上方设有水平移动气缸,所述水平移动气缸一端固定有垂直移动气缸,所述垂直移动气缸设有投入连接板,所述投入连接板两端分别设有投入夹取气爪,所述投入夹取气爪对应设置于pcm校准机构上方。
11.作为优选方案,所述pcm处理机构包括pcm折弯机构和pcm整平机构,所述pcm折弯机构和pcm整平机构对应工位转盘上的焊接夹具依次环绕设置;所述pcm折弯机构包括折弯基座,所述折弯基座上方设有折弯水平气缸,所述折弯水平气缸上方固定设有折弯连接板,所述折弯连接板通过水平气缸与折弯基座滑动连接,所述折弯连接板上方设有折弯垂直气缸,所述折弯垂直气缸一侧固定有折弯轴承;所述pcm整平机构包括整平基座,所述整平基座上方设有整平安装板,所述整平基座与整平安装板之间通过整平丝杆滑动连接,所述整平安装板上方设有整平垂直气缸,所述整平垂直气缸下方设有整平块。
12.作为优选方案,所述激光焊接机构包括焊接安装柱,所述焊接安装柱上方设有振镜头安装板,所述振镜头安装板上方设有激光焊接振镜头,所述激光焊接振镜头对应设置于工位转盘的焊接夹具上方。
13.作为优选方案,所述产品出料机构包括产品吸取机构和出料传送机构,所述产品吸取机构对应设置于工位转盘上的焊接夹具上方,所述出料传送机构设置于产品吸取机构一侧;所述产品吸取机构包括出料固定柱,所述出料固定柱上方设有出料导轨、出料滑块及出料水平气缸,所述出料水平气缸与出料滑块固定连接,所述出料滑块与出料导轨滑动连接,所述出料滑块一侧设有出料垂直气缸,所述出料垂直气缸下方设有出料旋转气缸,所述出料旋转气缸下方设有出料吸盘,所述出料吸盘设置于焊接夹具上方;所述出料传送机构包括出料传送带、出料同步轮、出料同步带及出料电机,所述出料传送带通过出料同步带和出料传送带与出料电机传动连接,所述出料传送带靠近产品吸取机构一侧设有堆积传感器,所述出料同步带另一侧设有防止产品掉落的出料挡板及检测产品是否到位的对射传感
器。
14.作为优选方案,所述焊接夹具包括夹具底座、pcm固定夹具、头部夹紧底座及头部夹紧推块,所述pcm固定夹具设置于夹具底座一侧,所述头部夹紧底座设置于pcm固定夹具的下方,所述头部夹紧推块设置于pcm固定夹具一侧,所述头部夹紧推块与头部夹紧底座滑动连接,所述头部夹紧推块与头部夹紧底座之间设有弹簧。
15.作为优选方案,所述机台外部设有上框体和下框体,所述上框体位于下框体上方,且所述上框体表面设有触摸屏及显示器。
16.本实用新型公开的一种锂离子电池pcm自动上料激光焊接设备的有益效果是:从转盘机构一侧的电池上料机构上的电池产品移动至焊接夹具上,将待焊接的pcm板放置于pcm上料机构上,将pcm板通过pcm定位机构进行转移为校对位置;利用转盘电机带动分度盘进行转动,使分度盘上方的工位转盘进行转动,从而将放置于电池产品的焊接夹具转动至pcm转盘投入机构下方,通过pcm转盘投入机构将校准定位好的pcm板夹取至焊接夹具上,是pcm板与电池进行对位;转盘电机进行带动工位转盘进行转动,将放置有电池和pcm板的焊接夹具转动至pcm处理机构下方,通过pcm处理机构对焊接夹具上的pcm板进行折弯和整平处理,方便后续的焊接;将处理好pcm板的焊接夹具转动至激光焊接机构下方,对焊接夹具上处理好的pcm板和电池进行焊接;通过工位转盘将焊接好的电池和pcm板转动至产品出料机构,从而完成整个电池与pcm板的焊接自动化焊接件加工。在加工过程中不需要人工进行处理,节省了劳动力,同时也提高了生产效率,并且采用机械自动化的方式,能够有效提高焊接精度,确保产品有较好的质量。
附图说明
17.图1是本实用新型一种锂离子电池pcm自动上料激光焊接设备的俯视图图。
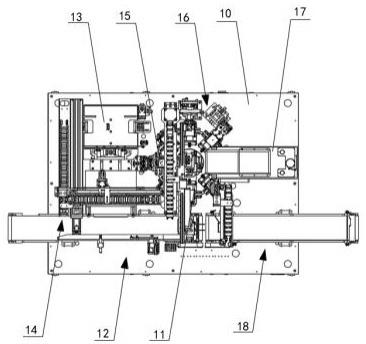
18.图2是本实用新型一种锂离子电池pcm自动上料激光焊接设备的主视图。
19.图3是本实用新型一种锂离子电池pcm自动上料激光焊接设备的转盘机构的结构示意图。
20.图4是本实用新型一种锂离子电池pcm自动上料激光焊接设备的焊接夹具的结构示意图。
21.图5是本实用新型一种锂离子电池pcm自动上料激光焊接设备的上料传送机构的结构示意图。
22.图6是本实用新型一种锂离子电池pcm自动上料激光焊接设备的电池投入机构的结构示意图。
23.图7是本实用新型一种锂离子电池pcm自动上料激光焊接设备的pcm上料结构的结构示意图。
24.图8是本实用新型一种锂离子电池pcm自动上料激光焊接设备的pcm转移机构的结构示意图。
25.图9是本实用新型一种锂离子电池pcm自动上料激光焊接设备的pcm校准机构的结构示意图。
26.图10是本实用新型一种锂离子电池pcm自动上料激光焊接设备的pcm转盘投入机构的结构示意图。
27.图11是本实用新型一种锂离子电池pcm自动上料激光焊接设备的pcm折弯机构的结构示意图。
28.图12是本实用新型一种锂离子电池pcm自动上料激光焊接设备pcm整平机构的结构示意图。
29.图13是本实用新型一种锂离子电池pcm自动上料激光焊接设备的激光焊接机构的结构示意图。
30.图14是本实用新型一种锂离子电池pcm自动上料激光焊接设备的产品吸取机构的结构示意图。
31.图15是本实用新型一种锂离子电池pcm自动上料激光焊接设备的出料传送机构的结构示意图。
具体实施方式
32.下面结合具体实施例和说明书附图对本实用新型做进一步阐述和说明:
33.请参考图1和图2,一种锂离子电池pcm自动上料激光焊接设备,包括机台10,机台10上方设有转盘机构11,转盘机构11一侧设有电池上料机构12、pcm上料机构13、pcm定位机构14及pcm转盘投入机构15,转盘机构11另一侧设有pcm处理机构16、激光焊接机构17及产品出料机构18。
34.机台10外部设有上框体101和下框体102,上框体101位于下框体102 上方,且上框体101表面设有触摸屏103及显示器104,人们可以通过首先通过操作触摸屏103及显示器104上确认及设置好相关参数。
35.请参考图3,转盘机构11包括有分度盘111、工位转盘112、转盘电机113、转盘同步轮114、转盘同步带115及若干个焊接夹具116,转盘电机113与分度盘111通过转盘同步轮114和转盘同步带115进行传动连接,工位转盘112 设置于分度转盘上方,工位转盘112表面设有若干个焊接夹具116,焊接夹具 116环绕工位转盘112圆心进行设置。
36.请参考图4,焊接夹具116包括夹具底座1161、pcm固定夹具1162、头部夹紧底座1163及头部夹紧推块1164,pcm固定夹具1162设置于夹具底座1161 一侧,头部夹紧底座1163设置于pcm固定夹具1162的下方,头部夹紧推块1164 设置于pcm固定夹具1162一侧,头部夹紧推块1164与头部夹紧底座1163滑动连接,头部夹紧推块1164与头部夹紧底座1163之间设有弹簧1165。
37.利用夹具底座1161对电池进行固定,通过pcm固定夹具1162和头部夹紧推块1164对pcm板进行夹紧固定,头部夹紧推块1164通过弹簧1165与头部夹紧底座1163保持相互拉力,从而将pcm板进行夹紧固定。
38.请再参考图1,电池上料机构12、pcm转盘投入机构15、pcm处理机构16、激光焊接机构17及产品出料机构18依次环绕工位转盘112进行设置,且均与焊接夹具116相对应,pcm上料机构13和pcm校准机构设置于pcm转盘投入机构15远离转盘机构11一侧。
39.电池上料机构12包括有上料传送机构和电池投入机构,电池投入机构对应工位转盘112上的焊接夹具116进行设置,上料传送机构设置于电池投入机构下方。
40.请参考图5,上料传送机构包括上料传送带1211、上料马达1212、上料同步带(未有图示)及上料同步轮1213,上料马达1212与上料同步轮1213固定连接,上料同步轮1213通过
上料同步带与上料传送带1211传动连接,上料传送带1211两侧分别设有绝缘挡板1214和导向条1215,导向条1215通过旋钮 1216与上料传送带1211进行连接,通过旋钮1216可调整导向条1215与绝缘挡板1214之间的距离。
41.将需要进行焊接的电池放置于上料传送带1211上,通过绝缘挡板1214和导向条1215对电池进行限制,并且在上料传送带1211靠近电池投入机构一侧设有定位气缸1218,定位气缸1218的输出轴设有电池定位块1219,电池定位块1219朝向上料传送带1211一侧设置,通过定位气缸1218和电池定位块1219 对上料传送带1211上的电池进行定位校准,从而便于后续的电池投入机构进行夹取。
42.并且在上料传送带1211靠近电池投入机构一侧还设有金属传感器1217,通过金属传感器1217检测电池产品是否到位,从而使后续的电池投入机构进行工作。
43.请参考图6,电池投入机构包括安装支架1221,安装支架1221上方设有电池移动模组1222,电池移动模组1222上设有吸取固定杆1223,吸取固定杆 1223上设有吸盘气缸1224,吸盘气缸1224下方设有吸盘组件1225,吸盘组件 1225对应设置于上料传送带1211上方,通过电池投入机构可将上料传送带 1211上的电池运输至固定夹具上。
44.通过电池投入机构的吸盘组件1225将上料传送带1211上的电池吸附抓取至工位转盘112的焊接夹具116上,从而完成上料的过程,并且在吸盘组件1225 一侧还设有光纤传感器1226,检测电池产品是否抓取到位。
45.请参考图7,pcm上料机构13包括pcm上料基座131,pcm上料基座131 一侧设有pcm上料导轨132,pcm上料导轨132上设有pcm上料基板133,pcm 上料基板133通过pcm上料丝杆134与pcm上料导轨132连接,pcm上料丝杆 134下方固定有pcm上料电机135,pcm上料基板133靠近pcm上料导轨132 一侧设有pcm上料挡板136。
46.将需要进行焊接的pcm板放置于pcm上料基板133上,通过pcm上料电机 135带动pcm上料基板133沿pcm上料导轨132进行上下滑动,从而调整pcm 板的高度,便于后续pcm定位结构对pcm板的抓取。
47.请参考图8,pcm定位机构14包括pcm转移机构和pcm校准机构,pcm转移机构设置于pcm上料机构13和pcm校准机构之间,pcm校准机构对应工位转盘112上的焊接夹具116进行设置。
48.请参考图8,pcm转移机构包括转移支撑柱1411,转移支撑柱1411上方设有x轴移动模组1412,x轴移动模组1412远离转移支撑柱1411一侧设有y轴移动模组1413,y轴移动模组1413一侧设有z轴移动模组1414,z轴移动模组1414下方设有转移吸盘组件1415和pcm夹取气爪1416,通过转移吸盘组件 1415吸取空的物料盘、利用pcm夹取气爪抓取pcm板。
49.请参考图9,pcm校准机构包括校准基座1421,校准基座1421上方设有校准调整块1422,校准调整块1422与校准基座1421滑动连接,校准调整块1422 通过校准丝杆在校准基座1421上进行滑动。校准调整块1422上方设有校准安装板1423,校准安装板1423上方设有校准定位块1424,校准定位块1424一侧设有第一校准气缸1425,第一校准气缸1425一侧设有第一校准块1426,第一校准块1426与校准定位块1424相适配,且在校准定位块1424还设有第二校准气缸1427,第二校准气缸1427一侧固定于第二校准块1428,第二校准块 1428与校准定位块1424相适配。
50.通过x轴移动模组1412、y轴移动模组1413及z轴移动模组1414带动转移吸盘组件
1415和pcm夹取气爪1416进行移动,从而将pcm上料基板133上的pcm板抓取至pcm校准机构的校准定位块1424上,通过第一校准块1426和第二校准块1428对pcm板的位置进行校准,从而便于后续的pcm转盘投入机构15进行抓取。并且上x轴移动模组1412、y轴移动模组1413及z轴移动模组1414均采用丝杆与电机的方式进行驱动。
51.请参考图10,pcm转盘投入机构15包括投入安装基座151,投入安装基座 151上方设有水平移动气缸152,水平移动气缸152一端固定有垂直移动气缸 153,垂直移动气缸153设有投入连接板154,投入连接板154两端分别设有投入夹取气爪155,投入夹取气爪155对应设置于pcm校准机构上方。
52.通过水平移动气缸152和垂直移动气缸153带动投入夹取气爪155进行水平和垂直方向上的移动,从而将pcm校准机构的校准定位块1424上的pcm板夹取至焊接模具上。
53.pcm处理机构16包括pcm折弯机构和pcm整平机构,pcm折弯机构和pcm 整平机构对应工位转盘112上的焊接夹具116依次环绕设置。
54.请参考图11,pcm折弯机构包括折弯基座1611,折弯基座1611上方设有折弯水平气缸1612,折弯水平气缸1612上方固定设有折弯连接板1613,折弯连接板1613通过水平气缸与折弯基座1611滑动连接,折弯连接板1613上方设有折弯垂直气缸1614,折弯垂直气缸1614一侧固定有折弯轴承1615。
55.请参考图12,pcm整平机构包括整平基座1621,整平基座1621上方设有整平安装板1622,整平基座1621与整平安装板1622之间通过整平丝杆1623 滑动连接,整平安装板1622上方设有整平垂直气缸1624,整平垂直气缸1624 下方设有整平块1625。
56.通过工位转盘112先将带有pcm板的焊接夹具116转动至pcm折弯机构下方,折弯垂直气缸1614带动折弯轴承1615向下移动,从而先将pcm板折弯成预算的角度,再将焊接夹具116转动至pcm整平机构下方,通过整平垂直气缸 1624带动整平块1625向下移动,对折弯好的pcm板进一步整平。并且折弯轴承1615和整平块1625分别可通过折弯水平气缸1612和整平丝杆1623调整与焊接夹具116之间的距离,从而起到更好地整平效果。
57.在对电池和pcm板进行平焊和立焊时,主要的区别就在于进行立焊加工时,不需要对pcm板进行弯折处理,直接对工位转盘112上的pcm板进行平整处理,然后再进行后续焊接工序。
58.请参考图13,激光焊接机构17包括焊接安装柱171,焊接安装柱171上方设有振镜头安装板172,振镜头安装板172上方设有激光焊接振镜头173,激光焊接振镜头173对应设置于工位转盘112的焊接夹具116上方。
59.将带有电池和pcm板的焊接夹具116转动至激光焊接振镜头173下方,通过激光焊接振镜头173对电池的极耳和pcm板进行焊接。并且振镜头安装板172 通过焊接丝杆174进行固定,从而可以沿焊接丝杆174调整振镜头安装板172 的高度,从而满足不同机种的需求,并且还设有数显表175,可记录调整的数值,便于人们进行回调。
60.并且在振镜头安装板172表面分别设有激光防护板176,有效防止有害激光对于人体的伤害。
61.产品出料机构18包括产品吸取机构和出料传送机构,产品吸取机构对应设置于工位转盘112上的焊接夹具116上方,出料传送机构设置于产品吸取机构一侧。
62.请参考图14,产品吸取机构包括出料固定柱1811,出料固定柱1811上方设有出料
导轨1812、出料滑块1813及出料水平气缸(未有图示),出料水平气缸与出料滑块1813固定连接,出料滑块1813与出料导轨1812滑动连接,出料滑块1813一侧设有出料垂直气缸1814,出料垂直气缸1814下方设有出料旋转气缸1815,出料旋转气缸1815下方设有出料吸盘1816,出料吸盘1816 设置于焊接夹具116上方。
63.请参考图15,出料传送机构包括出料传送带1821、出料同步轮(未有图示)、出料同步带(未有图示)及出料电机1822,出料传送带1821通过出料同步轮和出料同步带与出料电机1822传动连接,出料传送带1821靠近产品吸取机构一侧设有堆积传感器1823,出料同步带另一侧设有防止产品掉落的出料挡板1824及检测产品是否到位的对射传感器1825。
64.通过出料水平气缸带动出料滑块1813沿出料导轨1812进行移动,出料垂直气缸1814带动出料旋转气缸1815和出料吸盘1816向下移动,从而将焊接夹具116上已经焊接好的电池和pcm板进行吸取固定,然后在通过出料水平气缸和出料垂直气缸1814移动至出料传送带1821上,并且通过出料旋转气缸 1815可对电池和pcm板进行方向调整,更好地将电池和pcm板传输。
65.出料传送带1821通过出料同步轮和出料同步带进行传动,从而带动出料传送带1821上的产品进行移动,并且通过堆积传感器1823检测产品是否在出料传送带1821上出现堆积的情况,从而及时进行处理,同时在出料同步带另一侧设有防止产品掉落的出料挡板1824及检测产品是否到位的对射传感器 1825。
66.上述设备的加工流出为:从转盘机构11一侧的电池上料机构12上的电池产品移动至焊接夹具116上,将待焊接的pcm板放置于pcm上料机构13上,将pcm板通过pcm定位机构14进行转移为校对位置;利用转盘电机113带动分度盘111进行转动,使分度盘111上方的工位转盘112进行转动,从而将放置于电池产品的焊接夹具116转动至pcm转盘投入机构15下方,通过pcm转盘投入机构15将校准定位好的pcm板夹取至焊接夹具116上,是pcm板与电池进行对位;转盘电机113进行带动工位转盘112进行转动,将放置有电池和 pcm板的焊接夹具116转动至pcm处理机构16下方,通过pcm处理机构16对焊接夹具116上的pcm板进行折弯和整平处理,方便后续的焊接;将处理好pcm 板的焊接夹具116转动至激光焊接机构17下方,对焊接夹具116上处理好的 pcm板和电池进行焊接;通过工位转盘112将焊接好的电池和pcm板转动至产品出料机构18,从而完成整个电池与pcm板的焊接自动化焊接件加工。、
67.在加工过程中不需要人工进行处理,节省了劳动力,同时也提高了生产效率,并且采用机械自动化的方式,能够有效提高焊接精度,确保产品有较好的质量。
68.本实用新型提供一种锂离子电池pcm自动上料激光焊接设备,从转盘机构一侧的电池上料机构上的电池产品移动至焊接夹具上,将待焊接的pcm板放置于pcm上料机构上,将pcm板通过pcm定位机构进行转移为校对位置;利用转盘电机带动分度盘进行转动,使分度盘上方的工位转盘进行转动,从而将放置于电池产品的焊接夹具转动至pcm转盘投入机构下方,通过pcm转盘投入机构将校准定位好的pcm板夹取至焊接夹具上,是pcm板与电池进行对位;转盘电机进行带动工位转盘进行转动,将放置有电池和pcm板的焊接夹具转动至pcm 处理机构下方,通过pcm处理机构对焊接夹具上的pcm板进行折弯和整平处理,方便后续的焊接;将处理好pcm板的焊接夹具转动至激光焊接机构下方,对焊接夹具上处理好的pcm板和电池进行焊接;通过工位转盘将焊接好的电池和 pcm板转动至产品出料机构,从而完成整个电池与pcm板的焊接自动化焊接件加工。在加工过程中不需要人工进行处理,节省
了劳动力,同时也提高了生产效率,并且采用机械自动化的方式,能够有效提高焊接精度,确保产品有较好的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1