一种4m望远镜主镜室箱体加工用工艺平台的制作方法
1.本实用新型属于望远镜技术领域,具体涉及一种4m望远镜主镜室箱体加工用工艺平台。
背景技术:
2.光学望远镜,是用于收集可见光的一种望远镜。在地基光电探测设备对空中目标的观测过程中,大型望远镜发挥着十分重要的作用。过去的20年,国内外投入使用的4m级光学望远镜越来越多,而我国研发成功的大型光学望远镜仅仅几台。
3.4m级光学望远镜主镜室箱体要求极高,主要表现为以下几点:(1)主镜室箱体主要由上、下面板焊接而成,上、下面板分别采用采用δ10、δ6钢板拼焊成形,12条边都留加工余量10mm,拼焊坡口用刨床加工,拼焊缝的错边量不超过0.5mm,焊缝采用全焊透,ut探伤ⅱ级合格,上、下面板拼焊完,探伤合格后,须整体校平,平面度不得超过0.5mm;(2)上、下面板之间设置有60个轴向支撑柱和48个径向支撑柱,径向支撑柱和轴向支撑柱同轴度小于0.01mm,垂直度小于0.02mm,安装端面平面度要求为0.05mm;(3)主镜室分区为6个,每个分区都要求密闭,并能进行抽真空工作,对密封度要求高,且腔体内部筋板分布均匀和重量一致;(4)主镜室内部需要进行喷漆,因加工过程需要两步退火工序,喷漆要求也很高,对主镜室箱体内部清洁度要求高,必须保证油漆不会掉落;(5)径向支撑柱焊接孔和轴向支撑柱焊接孔加工,孔距经红外线检测误差应该小于0.02mm;(6)主镜室箱体的加工后重量有要求。本实用新型提供一种与加工方法配套的工艺平台。
技术实现要素:
4.为了克服上述现有技术中存在的缺陷和不足,本实用新型的目的在于提供一种4m望远镜主镜室箱体加工用工艺平台,本实用新型先将上面板吊至工艺平台上,上面板上的第一轴向支撑柱焊接孔分别与工装上板上的第一安装盲孔或第三安装盲板对齐,上面板上的第一径向支撑柱焊接孔分别与工装上板上的第二安装盲孔或第四安装盲板对齐,螺栓一端穿过上面板与第三安装盲孔或第四安装盲孔底部设置的螺纹孔螺纹连接,螺栓一端上套设一个压板,然后将螺母拧上,实现上面板与工艺平台的压紧,有效防止主镜室箱体在加工过程中发生变形,进一步保证主镜室箱体的加工精度。
5.本实用新型的目的是通过以下技术方案实现的:
6.一种4m望远镜主镜室箱体加工用工艺平台,其特征在于:包括工装上板和工装下板,所述工装上板最上方和最下方通过第一工装围板与工装下板相连,所述工装上板竖直方向通过多个第二工装围板与工装下板相连,相邻所述第二工装围板之间设置有工装筋板,所述工装上板中部设置有中心筒安装孔,所述工装上板上还设置有与主镜室箱体相匹配的多个安装盲孔,所述安装盲孔包括第一安装盲孔、第二安装盲孔、第三安装盲孔和第四安装盲孔,所述第三安装盲孔和第四安装盲孔底部均设置有螺纹孔。
7.优选的,所述第一安装盲孔设置有44个,所述第一安装盲孔直径为130mm,孔深
20mm;所述第二安装盲孔设置有26个,所述第二安装盲孔直径为200mm,孔深15mm;所述第三安装盲孔设置有22个,所述第三安装盲孔直径为200mm,孔深15mm;所述第四安装盲孔设置有16个,所述第四安装盲孔直径为130mm,孔深20mm。
8.优选的,所述第一工装围板有2个,第二工装围板有7个,从左到右依次为第二工装围板a、第二工装围板b、第二工装围板c、第二工装围板d、第二工装围板e、第二工装围板f和第二工装围板g。
9.优选的,工装筋板包括第一工装筋板和第二工装筋板,所述第一工装筋板设置在第二工装围板a和第二工装围板b之间及其第二工装围板f和第二工装围板g之间,所述第二工装筋板设置在第二工装围板b、第二工装围板c、第二工装围板d、第二工装围板e和第二工装围板f之间。
10.优选的,所述第一工装筋板长度为762.5mm,宽度为25mm,高度为420mm,所述第一工装筋板有18个。
11.优选的,所述第二工装筋板长度为775mm,宽度为25mm,高度为420mm,所述第二工装筋板有36个。
12.优选的,所述工装上板长度为4800mm,宽度为4800mm,厚度为50mm;所述工装下板长度为4800mm,宽度为4800mm,厚度为30mm。
13.优选的,所述中心筒安装孔直径为603mm,孔深为53mm。
14.优选的,所述工装上板上还设置有周边压板安装孔,所述周边压板安装孔处可拆卸设置有周边压板。
15.优选的,所述螺纹孔直径为21mm。
16.优选的,所述工装上板与工装下板的表面粗糙度ra3.2。
17.工作原理:
18.(1)上面板与工艺平台的压紧原理为:使用时,先将上面板吊至工艺平台上,上面板上的第一轴向支撑柱焊接孔分别与工装上板上的第一安装盲孔或第三安装盲板对齐,上面板上的第一径向支撑柱焊接孔分别与工装上板上的第二安装盲孔或第四安装盲板对齐,螺栓一端穿过上面板与第三安装盲孔或第四安装盲孔底部设置的螺纹孔螺纹连接,螺栓一端上套设一个压板,然后将螺母拧上,实现上面板与工艺平台的压紧。
19.(2)轴向支撑柱和径向支撑柱与工艺平台的压紧原理:先将上面板吊至工艺平台上,上面板上的第一轴向支撑柱焊接孔分别与工装上板上的第一安装盲孔或第三安装盲板对齐,上面板上的第一径向支撑柱焊接孔分别与工装上板上的第二安装盲孔或第四安装盲板对齐,螺栓一端依次穿过下面板、径向支撑柱(或轴向支撑柱)和上面板与第三安装盲孔或第四安装盲孔底部设置的螺纹孔螺纹连接,螺栓一端上套设一个压板,然后将螺母拧上,实现轴向支撑柱和径向支撑柱与工艺平台的压紧。
20.本技术方案的有益效果如下:
21.一、本实用新型提供的一种4m望远镜主镜室箱体加工用工艺平台,将上面板压紧在工艺平台上,在上面板上划出6条筋板装配线,并将轴向连接板插入第一轴向支撑柱焊接孔中,同时将径向支撑法兰盘插入第一径向支撑柱焊接孔内,然后将筋板按筋板装配线点焊牢固,并且将筋板上的轴向支撑柱和径向支撑与上面板点焊;装配了1/6径向支撑柱和轴向支撑柱后用激光跟踪仪检测轴向支撑柱和径向支撑柱的位置度,达到后继续装配;将下
面板吊与筋板上,检查第二轴向支撑柱焊接孔、第二径向支撑柱焊接孔和筋板分别与轴向大支撑筒、径向支撑筒和筋板塞焊槽是否对齐,从而预装检查第一轴向支撑柱焊接孔、第一径向支撑柱焊接孔和筋板装配线是否能装配到位,确认无误时,将筋板上的轴向支撑柱和径向支撑柱以及筋板与下面板点焊牢固定位;用螺栓将轴向支撑柱和径向支撑柱压紧在工艺平台上,抽出需要二次装配的径向支撑柱和轴向支撑柱,将工件与工艺平台立在焊接平台上,然后将筋板上的轴向支撑柱和径向支撑柱以及筋板与上面板和下面板焊接固定;焊接完成后,释放应力,将需要二次装配的轴向支撑柱和径向支撑柱从内到外依次装配焊接,焊接后再释放应力,随后检测筋板与径向支撑柱和轴向支撑柱的焊缝,以及筋板与上面板和下面板的焊缝,最后检测轴向支撑柱和径向支撑柱的位置度,装配焊接时一个装配焊接固定好后再装配焊接后面一个;随后将边板与上面板和下面板焊接固定,合格后拆下工艺平台;将下面板放置在工艺平台上,用螺栓将工件与工艺平台固定好,随后将需要二次装配的轴向支撑柱和径向支撑柱与上面板焊接牢固,焊接完成后释放应力,并经查轴向支撑柱和径向支撑柱的位置度。本实用新型有效防止主镜室箱体在加工过程中发生变形,进一步保证主镜室箱体的加工精度。
22.二、本实用新型提供的一种4m望远镜主镜室箱体加工用工艺平台,第一安装盲孔和第三安装盲孔与轴向支撑柱相对应,第二安装盲孔和第四安装盲孔与径向支撑柱相对应,通过第三安装盲孔和第四安装盲孔内的螺纹孔实现上面板或下面板与工艺平台的定位,保证上下面板在加工过程发生变形,保证主镜室箱体的加工精度。
23.三、本实用新型提供的一种4m望远镜主镜室箱体加工用工艺平台,工装筋板和工装围板的设置使得工艺平台即能满足加工的刚性要求,又能减轻工艺平台的重量,进一步减少了生产成本。
24.四、本实用新型提供的一种4m望远镜主镜室箱体加工用工艺平台,光滑的工装上板和工装下板有减少对上下面板的擦伤,减少对上下面板的损伤。
25.五、本实用新型提供的一种4m望远镜主镜室箱体加工用工艺平台,将上下面板固定在工装上板后,将周边压板通过螺栓与周边压板安装孔相连,用于将上下班面板压紧在工装上板上,减小上下班面板变形的可能。
附图说明
26.本实用新型的前述和下文具体描述在结合以下附图阅读时变得更清楚,附图中:
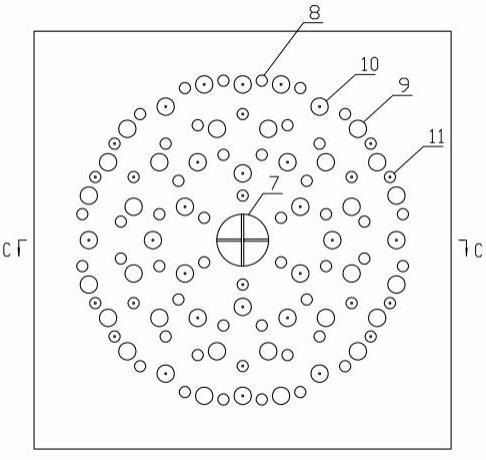
27.图1是本实用新型的俯视图;
28.图2是图1中c
‑
c处的剖视图;
29.图3是本实用新型的正视图;
30.图4是图3中a
‑
a处的剖视图;
31.图5是本实用新型安装盲孔的具体位置标示图;
32.图中:1、工装上板;2、工装下板;3、第一工装围板;4、第二工装围板;4.1、第二工装围板a;4.2、第二工装围板b;4.3、第二工装围板c;4.4、第二工装围板d;4.5、第二工装围板e;4.6、第二工装围板f;4.7、第二工装围板g;5、第一工装筋板;6、第二工装筋板;7、中心筒安装孔;8、第一安装盲孔;9、第二安装盲孔;10、第三安装盲孔;11、第四安装盲孔;12、螺纹孔。
具体实施方式
33.下面通过几个具体的实施例来进一步说明实现本实用新型目的技术方案,需要说明的是,本实用新型要求保护的技术方案包括但不限于以下实施例。
34.实施例1
35.作为本实用新型一种最基本的实施方案,本实施例公开了一种4m望远镜主镜室箱体加工用工艺平台,如图1
‑
图4所示,包括工装上板1和工装下板2,所述工装上板1最上方和最下方通过第一工装围板3与工装下板2相连,所述工装上板1竖直方向通过多个第二工装围板4与工装下板2相连,相邻所述第二工装围板4之间设置有工装筋板,所述工装上板1中部设置有中心筒安装孔7,所述工装上板1上还设置有与主镜室箱体相匹配的多个安装盲孔,所述安装盲孔包括第一安装盲孔8、第二安装盲孔9、第三安装盲孔10和第四安装盲孔11,所述第三安装盲孔10和第四安装盲孔11底部均设置有螺纹孔12。
36.实施例2
37.作为本实用新型一种优选的实施方案,本实施例公开了一种4m望远镜主镜室箱体加工用工艺平台,如图1
‑
图4所示,包括工装上板1和工装下板2,所述工装上板1最上方和最下方通过第一工装围板3与工装下板2相连,所述工装上板1竖直方向通过多个第二工装围板4与工装下板2相连,相邻所述第二工装围板4之间设置有工装筋板,所述工装上板1中部设置有中心筒安装孔7,所述工装上板1上还设置有与主镜室箱体相匹配的多个安装盲孔,所述安装盲孔包括第一安装盲孔8、第二安装盲孔9、第三安装盲孔10和第四安装盲孔11,所述第三安装盲孔10和第四安装盲孔11底部均设置有螺纹孔12。
38.优选的,所述第一安装盲孔8设置有44个,所述第一安装盲孔8直径为130mm,孔深20mm;所述第二安装盲孔9设置有26个,所述第二安装盲孔9直径为200mm,孔深15mm;所述第三安装盲孔10设置有22个,所述第三安装盲孔10直径为200mm,孔深15mm;所述第四安装盲孔11设置有16个,所述第四安装盲孔11直径为130mm,孔深15mm。
39.优选的,所述螺纹孔12直径为21mm。
40.优选的,所述工装上板1与工装下板2的表面粗糙度ra3.2。
41.实施例3
42.作为本实用新型一种优选的实施方案,本实施例公开了一种4m望远镜主镜室箱体加工用工艺平台,如图1
‑
图5所示,包括工装上板1和工装下板2,所述工装上板1最上方和最下方通过第一工装围板3与工装下板2相连,所述工装上板1竖直方向通过多个第二工装围板4与工装下板2相连,相邻所述第二工装围板4之间设置有工装筋板,所述工装上板1中部设置有中心筒安装孔7,所述工装上板1上还设置有与主镜室箱体相匹配的多个安装盲孔,所述安装盲孔包括第一安装盲孔8、第二安装盲孔9、第三安装盲孔10和第四安装盲孔11,所述第三安装盲孔10和第四安装盲孔11底部均设置有螺纹孔12。
43.优选的,所述第一安装盲孔8设置有44个,所述第一安装盲孔8直径为130mm,孔深20mm;所述第二安装盲孔9设置有26个,所述第二安装盲孔9直径为200mm,孔深15mm;所述第三安装盲孔10设置有22个,所述第三安装盲孔10直径为200mm,孔深15mm;所述第四安装盲孔11设置有16个,所述第四安装盲孔11直径为130mm,孔深15mm。
44.优选的,所述第一工装围板3有2个,第二工装围板4有7个,从左到右依次为第二工装围板a4.1、第二工装围板b4.2、第二工装围板c4.3、第二工装围板d4.4、第二工装围板
e4.5、第二工装围板f4.6和第二工装围板g4.7。
45.优选的,工装筋板包括第一工装筋板5和第二工装筋板6,所述第一工装筋板5设置在第二工装围板a4.1和第二工装围板b4.2之间及其第二工装围板f4.6和第二工装围板g4.7之间,所述第二工装筋板6设置在第二工装围板b4.2、第二工装围板c4.3、第二工装围板d4.4、第二工装围板e4.5和第二工装围板f4.6之间。
46.优选的,所述第一工装筋板5长度为762.5mm,宽度为25mm,高度为420mm,所述第一工装筋板5有18个。
47.优选的,所述第二工装筋板6长度为775mm,宽度为25mm,高度为420mm,所述第二工装筋板6有36个。
48.优选的,所述工装上板1长度为4800mm,宽度为4800mm,厚度为50mm;所述工装下板2长度为4800mm,宽度为4800mm,厚度为30mm。
49.优选的,所述中心筒安装孔7直径为603mm,孔深为53mm。
50.优选的,所述工装上板1上还设置有周边压板安装孔,所述周边压板安装孔处可拆卸设置有周边压板。
51.优选的,所述螺纹孔12直径为21mm。
52.优选的,所述工装上板1与工装下板2的表面粗糙度ra3.2。
53.将上面板压紧在工艺平台上,在上面板上划出6条筋板装配线,并将轴向连接板插入第一轴向支撑柱焊接孔中,同时将径向支撑法兰盘插入第一径向支撑柱焊接孔内,然后将筋板按筋板装配线点焊牢固,并且将筋板上的轴向支撑柱和径向支撑与上面板点焊;装配了1/6径向支撑柱和轴向支撑柱后用激光跟踪仪检测轴向支撑柱和径向支撑柱的位置度,达到后继续装配;将下面板吊与筋板上,检查第二轴向支撑柱焊接孔、第二径向支撑柱焊接孔和筋板分别与轴向大支撑筒、径向支撑筒和筋板塞焊槽是否对齐,从而预装检查第一轴向支撑柱焊接孔、第一径向支撑柱焊接孔和筋板装配线是否能装配到位,确认无误时,将筋板上的轴向支撑柱和径向支撑柱以及筋板与下面板点焊牢固定位;用螺栓将轴向支撑柱和径向支撑柱压紧在工艺平台上,抽出需要二次装配的径向支撑柱和轴向支撑柱,将工件与工艺平台立在焊接平台上,然后将筋板上的轴向支撑柱和径向支撑柱以及筋板与上面板和下面板焊接固定;焊接完成后,释放应力,将需要二次装配的轴向支撑柱和径向支撑柱从内到外依次装配焊接,焊接后再释放应力,随后检测筋板与径向支撑柱和轴向支撑柱的焊缝,以及筋板与上面板和下面板的焊缝,最后检测轴向支撑柱和径向支撑柱的位置度,装配焊接时一个装配焊接固定好后再装配焊接后面一个;随后将边板与上面板和下面板焊接固定,合格后拆下工艺平台;将下面板放置在工艺平台上,用螺栓将工件与工艺平台固定好,随后将需要二次装配的轴向支撑柱和径向支撑柱与上面板焊接牢固,焊接完成后释放应力,并经查轴向支撑柱和径向支撑柱的位置度。本实用新型有效防止主镜室箱体在加工过程中发生变形,进一步保证主镜室箱体的加工精度。
54.本实用新型有效防止主镜室箱体在加工过程中发生变形,进一步保证主镜室箱体的加工精度。第一安装盲孔8和第三安装盲孔10与轴向支撑柱相对应,第二安装盲孔9和第四安装盲孔11与径向支撑柱相对应,通过第三安装盲孔10和第四安装盲孔11内的螺纹孔12实现上面板或下面板与工艺平台的定位,保证上下面板在加工过程发生变形,保证主镜室箱体的加工精度。工装筋板和工装围板的设置使得工艺平台即能满足加工的刚性要求,又
能减轻工艺平台的重量,进一步减少了生产成本。光滑的工装上板1和工装下板2有减少对上下面板的擦伤,减少对上下面板的损伤。将上下面板固定在工装上板1后,将周边压板通过螺栓与周边压板安装孔相连,用于将上下班面板压紧在工装上板上,减小上下班面板变形的可能。
55.以中心筒安装孔的圆心作为坐标原点,第一安装盲孔表示为a,第二安装盲孔表示为b,第三安装盲孔表示为c,第四安装盲孔表示为d,各个安装盲孔的位置如下表:
[0056]56.[0057]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1