铝塑型材双头切割锯用微量润滑冷却装置的制作方法
1.本实用新型涉及润滑冷却装置技术领域,具体为铝塑型材双头切割锯用微量润滑冷却装置。
背景技术:
2.在采用铝塑型材双头切割锯对各种铝塑型材进行加工时,切割会随着时间的推移而出现热磨损,随着这些热磨损的出现,极易导致设备加工形成的工件出现毛刺现象,通常需要对切削部位注入切削液,对切削区进行润滑冷却,以降低刀具切削力与工件之间摩擦,通过在铝塑型材双头切割锯上配备微量润滑冷却装置,可有效保障工件的锯切品质,降低工件出现毛刺的概率。
3.现有技术存在以下缺陷或问题:
4.1、目前,铝塑型材双头切割用润滑冷却装置采用油气润滑的方法,微量油气润滑配置复杂,成本较高,所采用的压缩空气为常温状态,冷却效果有限,不易适合高强力切割。
5.2、另外对于喷射在切削区的切削油,过剩的液滴没有考虑到切削油的回收再利用问题,然而这种切削油价格较为昂贵,增加了成本,造成了和资源的浪费。
技术实现要素:
6.本实用新型的目的在于针对现有技术的不足之处,提供铝塑型材双头切割锯用微量润滑冷却装置,解决背景技术中所提到的问题。
7.为实现上述目的,本实用新型提供如下技术方案:铝塑型材双头切割锯用微量润滑冷却装置,包括装置本体,所述装置本体的侧上方设置有过滤减压阀,所述过滤减压阀的出气端设置有第一输气管,所述第一输气管上从左往右依次设置有二位三通电磁阀、涡流管,所述第一输气管的出气端设置有油气混合器,所述二位三通电磁阀的上出气端设置有第二输气管,所述第二输气管上设置有调压阀,所述第二输气管的出气端设置有储油箱,所述储油箱的出油端设置有第一输油管,所述第一输油管上设置有气动变量泵,所述油气混合器的输出端连接三通阀,所述三通阀的输出端两侧设置有混合支管,所述混合支管的侧下端设置有喷嘴,所述喷嘴的侧方设置有切削区,所述切削区的底端设置有工作台,所述工作台的内部设置有收集罩,所述收集罩的内部设置有过滤层,所述过滤层的底端设置有输油支管,所述输油支管的输油端连接输油总管,所述输油总管的输油端设置有收集箱,所述收集箱的输油端通过第二输油管延伸至储油箱的进油端,所述第二输油管上设置有油泵。
8.作为本实用新型的优选技术方案,所述第一输气管、第二输气管、第二输油管上均开设有电磁阀。
9.作为本实用新型的优选技术方案,所述第二输气管、第一输油管、第二输油管上均开设有单向逆止阀。
10.作为本实用新型的优选技术方案,所述过滤减压阀的进气端与外部气源连通。
11.作为本实用新型的优选技术方案,所述储油箱的进气端与第二输气管内腔相通,
所述储油箱的出油端通过第一输油管与油气混合器内腔连通,所述三通阀的端口为三组,所述三通阀分别与油气混合器、两组混合支管接通。
12.作为本实用新型的优选技术方案,所述喷嘴的数量为两组,所述喷嘴为软管喇叭状。
13.作为本实用新型的优选技术方案,所述收集罩的数量为两组,所述收集罩的形状为灯具状,所述过滤层的形状为圆形,所述收集罩底端开设有出油口,所述收集罩与输油支管内腔相通,所述输油总管与收集箱内腔相通。
14.与现有技术相比,本实用新型提供了铝塑型材双头切割锯用微量润滑冷却装置,具备以下有益效果:
15.1、该铝塑型材双头切割锯用微量润滑冷却装置,通过设置第一输气管、二位三通电磁阀、油气混合器、储油箱、气动变量泵,在使用装置本体时,可通过过滤减压阀的进气端连接外部压缩装置,并进行空气的过滤与减压,接着由二位三通电磁阀来控制气源的开启,可实现与设备加工的同步进行,接着压缩气源经第一输气管上的电磁阀进入涡流管,经气体的分离,从涡流管的出气端获得温度较低的冷气进入油气混合器,然后在另外一条第二输气管内的空气经过电磁阀、单向逆止阀、调压阀进入到储油箱内,调压阀可进行气源流速的调节,保证储油箱进气端的稳定性,然后储油箱利用空气的压力将储油箱中的切削油推送到第一输油管中,并通过第一输油管上的气动变量泵可进行控制储油箱中的出油量,利用第一输油管上的单向逆止阀可防止泵油回路现象,以此稳定泵油的稳定性,最后可将泵油输送至油气混合器内,油、气两路混合至油气混合器内,可通过三通阀输送至喷嘴内,由喷嘴喷射到切削区上。本装置主要是利用压缩空气与极微量的切削油液混合汽化后,形成微米级的液滴,喷射到切削区,一方面提高切削区换热的强度,改善换热效果,更有效的降温冷却;另一方面,换热效果的提高又可以使润滑油雾形成的润滑膜进一步保持润滑能力,从而达到降温冷却润滑的双重目的,可以达到铝塑型材双头切割用生产的高效性及质量的保障。
16.2、该铝塑型材双头切割锯用微量润滑冷却装置,通过设置收集罩、输油总管、收集箱、油泵,使用装置本体后,对于切削区上喷射后的切削油,会产生下滴现象,可通过置于切削区下方的收集罩进行收集过剩的切削油,并通过收集罩的过滤层进行过滤杂质,然后可通过输油支管、输油总管输送并储存在收集箱内,在需要切削油的使用时,可通过油泵上的第二输油管进行抽取输送至储油箱内,以供使用。此设置提高了切削油的利用率,节约了资源,降低了生产成本。
附图说明
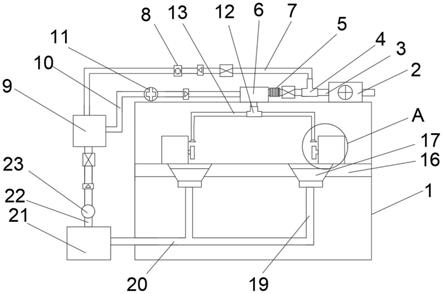
17.图1为本实用新型平面剖视图;
18.图2为本实用新型a部结构示意图;
19.图3为本实用新型收集罩结构示意图;
20.图中:1、装置本体;2、过滤减压阀;3、第一输气管;4、二位三通电磁阀;5、涡流管;6、油气混合器;7、第二输气管;8、调压阀;9、储油箱;10、第一输油管;11、气动变量泵;12、三通阀;13、混合支管;14、喷嘴;15、切削区;16、工作台;17、收集罩;18、过滤层;19、输油支管;20、输油总管;21、收集箱;22、油泵;23、第三输油管。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1
‑
3,本实施方案中:铝塑型材双头切割锯用微量润滑冷却装置,包括装置本体1,装置本体1的侧上方设置有过滤减压阀2,过滤减压阀2的出气端设置有第一输气管3,第一输气管3上从左往右依次设置有二位三通电磁阀4、涡流管5,第一输气管3的出气端设置有油气混合器6,二位三通电磁阀4的上出气端设置有第二输气管7,第二输气管7上设置有调压阀8,第二输气管7的出气端设置有储油箱9,储油箱9的出油端设置有第一输油管10,第一输油管10上设置有气动变量泵11,油气混合器6的输出端连接三通阀12,三通阀12的输出端两侧设置有混合支管13,混合支管13的侧下端设置有喷嘴14,喷嘴14的侧方设置有切削区15,切削区15的底端设置有工作台16,工作台16的内部设置有收集罩17,收集罩17的内部设置有过滤层18,过滤层18的底端设置有输油支管19,输油支管19的输油端连接输油总管20,输油总管20的输油端设置有收集箱21,收集箱21的输油端通过第二输油管22延伸至储油箱9的进油端,第二输油管22上设置有油泵23。
23.本实施例中,第一输气管3、第二输气管7、第二输油管22上均开设有电磁阀,可通过电性的来控制电磁阀的启停,已实现自动控制,保障设备的运行稳定性;第二输气管7、第一输油管10、第二输油管22上均开设有单向逆止阀。可防止输油、输气过程中的回路现象,保障冷却装置润滑的可靠性;过滤减压阀2的进气端与外部气源连通。可保障压缩空气的清洁度,并降低气源的压力作用,防止高压造成输送管路的破坏;二位三通电磁阀4的端口为三组,二位三通电磁阀4分别与第一输气管3、第二输气管7的输气端内腔相通,可提供多功能转接作用,另一方便由于结构的实用性,可保障管路输送的稳定性;储油箱9的进气端与第二输气管7内腔相通,储油箱9的出油端通过第一输油管10与油气混合器6内腔连通,可用于压缩气体将切削油推送至油气混合器中,三通阀12的端口为三组,三通阀12分别与油气混合器6、两组混合支管13接通,可提供流体的转接作用;喷嘴14的数量为两组,喷嘴14为软管喇叭状,使用方便,工作可靠;收集罩17的数量为两组,收集罩17的形状由椭圆与矩形组成,过滤层18的形状为椭圆形,可承接滴落的切削油并进行过滤杂质,收集罩17底端开设有出油口,收集罩17与输油支管19内腔相通,输油总管20与收集箱21内腔相通,可用于将过滤后的切削油进行收集箱21内储存,方便后续储油箱9的供给使用。
24.本实用新型的工作原理及使用流程:首先,在使用装置本体1时,可通过过滤减压阀2的进气端连接外部压缩装置,并进行空气的压缩减压,接着由二位三通电磁阀4来控制气源的开启,可实现与设备加工的同步进行,接着压缩气源经第一输气管3上的电磁阀进入涡流管5,经气体的分离,从涡流管5的出气端获得温度较低的冷气进入油气混合器6,然后在另外一条第二输气管7内的空气经过电磁阀、单向逆止阀、调压阀8进入到储油箱9内,调压阀8可进行气源流速的调节,保证储油箱9进气端的稳定性,然后储油箱9利用空气的压力将储油箱9中的切削油推送到第一输油管10中,并通过第一输油管10上的气动变量泵11可进行控制储油箱9中的出油量,利用第一输油管10上的单向逆止阀可防止泵油回路现象,以此稳定泵油的稳定性,最后可将泵油输送至油气混合器6内,油、气两路混合至油气混合器6
内,可通过三通阀12输送至喷嘴14内,由喷嘴14喷射到切削区15上。本装置主要是利用压缩空气与极微量的切削油液混合汽化后,形成微米级的液滴,喷射到切削区,一方面提高切削区换热的强度,改善换热效果,更有效的降温冷却;另一方面,换热效果的提高又可以使润滑油雾形成的润滑膜进一步保持润滑能力,从而达到降温冷却润滑的双重目的,可以达到铝塑型材双头切割用生产的高效性及质量的保障;使用装置本体1后,对于切削区15上喷射后的切削油,会产生下滴现象,可通过置于切削区15下方的收集罩17进行收集过剩的切削油,并通过收集罩17内的过滤层18进行过滤杂质,然后可通过输油支管19、输油总管20输送并储存在收集箱21内,在需要切削油的使用时,可通过油泵22上的第二输油管23进行抽取输送至储油箱9内,以供使用。添加收集箱21与切削区15的设置,避免了杂质影响切削油的在利用,且提高了切削油的利用率,节约了资源与生产成本。
25.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1