一种电枢的精车开槽一体化加工装置的制作方法
1.本实用新型涉及一种自动化工装,具体是一种电枢的精车开槽一体化加工装置。
背景技术:
2.电枢是在电机实现机械能与电能相互转换过程中,起关键和枢纽作用的部件。电枢在生产过程中,它的换向器圆柱表面、端面和铁芯的外圆都需要精车加工以获得满足要求的表面精度,同时云母槽要进行开槽加工。在实际生产中,每一道工序都需要单独加工,人工成本和时间成本较高,电枢的生产效率不高。如何实现上述工序在一套设备中完成,成为本公司急需解决的问题。
技术实现要素:
3.本实用新型要解决的技术问题是:如何实现电枢的换向器车加工、铁芯外圆的车加工和云母槽的开槽加工一体化;
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型是一种电枢的精车开槽一体化加工装置,包括:步进式输料装置,其适于带动电枢做直线运动;步进式输料装置上依次固定设置有:车削换向器端面工位,其通过压紧装置压紧电枢,并驱动电枢转动,对换向器端面进行车削;换向器表面车削工位,其通过压紧装置压紧电枢,并驱动电枢转动,对换向器表面进行车削;云母槽开槽工位,其适于将电枢固定后,对换向器的表面进行进给开槽;铁芯外圆车削工位,其通过压紧装置压紧电枢,并驱动电枢转动,对铁芯表面进行进给开槽;
6.进一步,步进式输料装置包括:第一v型块,其对称设置,并适于支撑电枢端部;第二v型块,其适于支撑电枢底部;其中,第一v型块、第二v型块同步运动。
7.进一步,压紧装置包括:支撑板;壳体,其通过升降模组与支撑板连接;壳体底部对称且转动设置有滚轮;电机,其固定在壳体上,并将其输出端穿过壳体;皮带,其张紧绕设在两滚轮、电机输出端上;
8.进一步,车削换向器端面工位包括:第二直线模块,其适于水平靠近或远离电枢端面;第一车削刀,其固定在第二直线模块上,并适于作用于电枢端面;
9.进一步,换向器表面车削工位包括:第三直线模块,其适于其适于水平靠近或远离电枢表面;第一车削刀,其固定在第二直线模块上,并适于作用于电枢表面;
10.进一步,云母槽开槽工位包括:顶尖工位,其对称设置,适于夹紧换向器端面,并限制电枢的转动;两轴直线模块,其适于靠近电枢的换向器端面,并沿换向器轴线方向移动;铣刀,其固定在两轴直线模块上,并适于从换向器端面沿其轴线方向进行开槽;激光定位器,其竖直设置在电枢上方并适于控制顶尖工位的分度转动;
11.进一步,铁芯外圆车削工位包括:第二两轴直线模块,其适于靠近电枢的铁芯外圆,并沿电枢轴线方向移动;第二铣刀,其固定在第二两轴直线模块上,并适于对铁芯表面进行车削。
12.本实用新型的有益效果:本实用新型是一种电枢的精车开槽一体化加工装置,步进式输料装置带动电枢平移,通过车削换向器端面工位实现对换向器表面车削,通过车削换向器端面工位实现对换向器端面车削,通过云母槽开槽工位实现对换向器表面进行开槽,通过铁芯外圆车削工位实现对铁芯表面的车削;综上,实现了电枢的换向器车加工、铁芯外圆的车加工和云母槽的开槽加工一体化。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
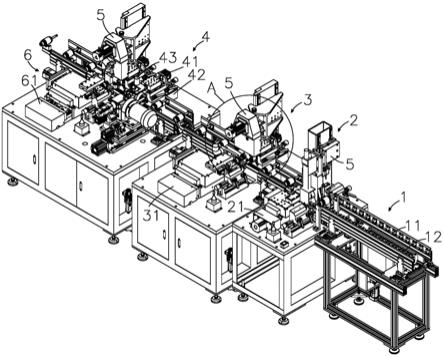
14.图1是本实用新型的结构示意图;
15.图2是图1中a处放大图。
具体实施方式
16.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
17.如图1所示,本实用新型是一种电枢的精车开槽一体化加工装置,包括:步进式输料装置1,其适于带动电枢做直线运动;步进式输料装置1上依次固定设置有:车削换向器端面工位2,其通过压紧装置5压紧电枢,并驱动电枢转动,对换向器端面进行车削;换向器表面车削工位3,其通过压紧装置5压紧电枢,并驱动电枢转动,对换向器表面进行车削;云母槽开槽工位4,其适于将电枢固定后,对换向器的表面进行进给开槽;铁芯外圆车削工位6,其通过压紧装置5 压紧电枢,并驱动电枢转动,对铁芯表面进行进给开槽;
18.步进式输料装置带动电枢平移,通过车削换向器端面工位实现对换向器表面车削,通过车削换向器端面工位实现对换向器端面车削,通过云母槽开槽工位实现对换向器表面进行开槽,通过铁芯外圆车削工位实现对铁芯表面的车削;综上,实现了电枢的换向器车加工、铁芯外圆的车加工和云母槽的开槽加工一体化。
19.如图1所示,如何实现电枢的直线运动,将电枢运送至相应工位上,本实用新型采用步进式输料装置1包括:第一v型块11,其对称设置,并适于支撑电枢端部;第二v型块12,其适于支撑电枢底部;其中,第一v型块11、第二 v型块12同步运动;
20.第一v型块对称设置有两个,用于支撑电枢端部,第二支撑块用于支撑电枢底部,采用v型块也能够便于加工完成后的取料。
21.如图2所示,如何实现电枢的压紧,以及电枢压紧后的转动,本实用新型采用压紧装置5包括:支撑板51;壳体52,其通过升降模组与支撑板51连接;壳体52底部对称且转动设置有滚轮53;电机54,其固定在壳体52上,并将其输出端穿过壳体52;皮带55,其张紧绕设在两滚轮53、电机54输出端上;
22.电枢置于两滚轮之间,并与皮带相抵,皮带在电机的控制下实现转动,进而带动电枢的转动。
23.如图1所示,为了说明车削换向器端面工位2具体结构,本实用新型采用车削换向器端面工位包括:第二直线模块21,其适于水平靠近或远离电枢端面;第一车削刀,其固定在第二直线模块21上,并适于作用于电枢端面。
24.如图1所示,为了说明换向器表面车削工位3具体结构,本实用新型采用换向器表
面车削工位3包括:第三直线模块31,其适于其适于水平靠近或远离电枢表面;第一车削刀,其固定在第三直线模块31上,并适于作用于电枢表面。
25.如图1所示,为了说明云母槽开槽工位具体结构,本实用新型采用云母槽开槽工位4包括:顶尖工位42,其对称设置,适于夹紧换向器端面,并限制电枢的转动;两轴直线模块41,其适于靠近电枢的换向器端面,并沿换向器轴线方向移动;铣刀,其固定在两轴直线模块41上,并适于从换向器端面沿其轴线方向进行开槽;激光定位器43,其竖直设置在电枢上方并适于控制顶尖工位42 的分度转动;
26.顶尖工位用于夹紧电枢两端,并在激光定位器的辅助下进行分度转动,从而实现电枢的分度转动;当电枢转动停止后,通过两轴直线模块带动铣刀的运动,实现换向器上云母槽的开设。
27.为了说明铁芯外圆车削工位6具体结构,本实用新型采用铁芯外圆车削工位6包括:第二两轴直线模块61,其适于靠近电枢的铁芯外圆,并沿电枢轴线方向移动;第二铣刀,其固定在第二两轴直线模块61上,并适于对铁芯表面进行车削。
28.铁芯外圆车削工位是将工件固定后,通过压紧装置实现电枢的压紧转动,随后通过第二两轴直线模块带动第二铣刀的移动对电枢表面进行车削。
29.两轴直线模块、第二两轴直线模块所指的方向分别是平行于进式输料装置长度方向以及垂直于进式输料装置长度方向。
30.本实用新型是一种电枢的精车开槽一体化加工装置,包括步进式输料装置、车削换向器端面装置、换向器表面车削装置、云母槽开槽装置。
31.换向器端面车削,由后压臂气缸升降伺服电机带动皮带,皮带下压转子铁芯外圆,驱动转子旋转,第一车削刀通过参数设置车削换向器端面,完成后电枢继续搬运至下一工位,第二加工工位为换向器表面车削加工工位,也有压臂气缸升降伺服电机带动皮带,皮带下压转子铁芯外圆,驱动转子旋转,前方刀台根据设置参数完成换向器圆柱表面的车削加工。换向器表面车削带有吸尘器收料作用,换向器表面车削完成,通过第一、二v型块继续将电枢搬运到下一工位,第三工位为云母槽开槽工位。通过前后顶尖定位转子中心孔,气缸压紧固定,伺服电机带动转子旋转分度,铣刀由电机驱动,通过激光传感器找正换向器表面云母槽,铣刀前后做开槽工作。开槽完成后,开槽完成后,电枢搬运至下一工位,为转子铁芯外圆车削工位,压臂气缸升降伺服电机带动皮带,皮带下压转子铁芯外圆,驱动转子旋转,前方刀台伺服机构驱动车刀进给,完成铁芯外圆的车削加工。加工完成后电枢通过第一、二v型块搬运至人工取料口。
32.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1