一种全自动膜包机加工用折弯装置的制作方法
1.本发明涉及折弯加工技术领域,更具体地说,涉及一种全自动膜包机加工用折弯装置。
背景技术:
2.现有的全自动折弯装置,在使用全自动折弯装置时,工作人员每次折叠连续片时需要去测量长度,导致浪费大量时间,在折叠连续片时折叠出来的连续片长度还不一样,且在连续片固定时,由于片状物体容易出现打滑现象,所以现有的装置在使用时容易造成连续片打滑而对工作人员造成危险。
3.针对上述问题,关于现有全自动折弯装置在使用时容易造成连续片打滑而对工作人员造成危险的技术问题而言,经过大量的检索,查询到专利号为cn201911187936.9的一种全自动折弯装置,包括折弯机主体,折弯机主体的正面设置有控制开关,折弯机主体的一侧设置有散热口,折弯机主体的顶部分别设置有固定块、测量板和折弯盘,固定块的顶部设置有固定口,测量板由挡板、刻度尺、活动槽和固定螺丝组成,测量板的顶部分别设置有挡板、刻度尺和挡板固定口,挡板的顶部设置有固定螺丝,挡板顶部设置有活动槽,且测量板与挡板通过固定螺丝活动连接,折弯盘的顶部分别设置有折弯口和折弯柱,因此该种折弯机设备利用其强大的测量板和挡板实现了防止工作人员每次折叠连续片时需要去对比长度,还可以防止在折叠后有些连续片折叠长度会不一样,从而还让工作人员的更加便于折叠连续片的目的。
4.但是该专利所提供的技术方案对于该折弯装置适用于膜包机加工用时,由于折弯机主体外不具备降温功能,当散热口将装置内的热量散发出来时,会导致位于散热口外的折弯机主体温度较高,若未能对该热量及时降温处理,就会产生对膜包机的正常运行造成不良影响的技术问题。
技术实现要素:
5.本发明旨在于解决上述背景技术提出的技术问题,提供一种全自动膜包机加工用折弯装置。
6.为实现上述目的,本发明提供如下技术方案:一种全自动膜包机加工用折弯装置,包括:
7.折弯机主体,所述折弯机主体的底侧外表面四角位置固定安装有支撑腿,所述折弯机主体的顶侧外表面前后两端位置固定安装有固定块,所述固定块上等邻分列开设有若干个固定口,所述折弯机主体的顶侧外表面中央位置固定安装有折弯盘,所述折弯盘的顶侧外表面前端位置等邻分列环绕固定安装有折弯柱,所述折弯盘的顶侧外表面后端左右两部位置对称开设有折弯口,所述折弯机主体的前端中部位置开设有散热口;
8.降温组件,所述折弯机主体的前侧外表面于所述散热口外等邻分列环绕固定安装有若干个可以降低所述散热口外高温热量的降温组件,所述降温组件包括有:外壳、可以在
感知所述散热口外温度升高后及时发生活动的感温组件和可以在所述散热口外温度升高后及时释放出两类降温物料的出料组件;
9.所述折弯机主体的前侧外表面于所述散热口外等邻分列环绕固定安装有若干个外壳;
10.所述外壳的内部中央位置活动安装有感温组件;
11.所述外壳的内部上端左至右部之间位置活动安装有出料组件。
12.进一步的优选方案:所述外壳的外观在一个纵截面上呈内部中空、顶平底尖、全封闭的倒三角形状,所述外壳的材质为铜,所述外壳的后侧外表面固定安装于所述折弯机主体的前侧外表面靠近所述散热口外。
13.进一步的优选方案:所述感温组件包括有:
14.转轴,所述外壳的内部中央位置呈前后水平方向旋转安装有转轴,所述转轴的前后两端外表面旋转安装于所述外壳的前后内壁中央位置;
15.右板,所述转轴的右侧外表面环绕固定安装有右板,所述右板具有磁性,所述右板在正常情况下处于水平静止平衡状态。
16.进一步的优选方案:所述感温组件还包括有:
17.左板,所述转轴的左上侧外表面环绕固定安装有左板,所述左板在正常情况下处于左高右低与上下竖直面夹角为30
°
的静止平衡状态,所述左板与右板的外观在一个纵截面上呈内角为120
°
的字母“l”折板形状,所述左板的顶端尾侧外表面在正常情况下同所述外壳的顶内壁左端表面贴合,所述左板的长度大于右板的长度。
18.进一步的优选方案:所述感温组件还包括有:
19.右气囊,所述右板的底侧外表面中端位置固定安装有右气囊,所述右气囊的外观呈内部中空的顶平下凸的半圆形状,所述右气囊的前后宽度等于所述右板的前后宽度。
20.进一步的优选方案:所述感温组件还包括有:
21.挡板,所述左板的左侧上端外表面固定安装有挡板,所述挡板的外观在一个纵截面上呈左外凸、右内凹的弧条形状,所述左板的底端尾部在正常情况下位于所述外壳的左内壁中端表面附近位置,所述左板的左侧外表面同所述外壳的左内壁之间距离自上而下依次递减,所述左板的左侧底端尾部外表面距所述外壳的左内壁中端表面之间仍存有间隔。
22.进一步的优选方案:所述出料组件包括有:
23.左气囊,所述外壳的左内壁上端及顶内壁左端尾部表面、左板的左侧上端尾部外表面与挡板的左侧外表面之间位置嵌装有左气囊,所述左气囊的外观在一个纵截面上呈内部中空的倾斜梯形状,所述左气囊的左端底部在正常情况下位于所述外壳的左内壁中端表面与挡板的左侧外端底部外表面之间的间隔处,所述左气囊的内部位置预装有硝酸铵粉末,所述硝酸铵粉末的预装份量为所述左气囊内容积的1/3。
24.进一步的优选方案:所述出料组件还包括有:
25.锥板,所述外壳的内部左端中偏下部位置斜向固定安装有锥板,所述锥板的外观在一个纵截面上呈左上尖、右下凸的尖锥形状,所述锥板的前后两侧外表面固定安装于所述外壳的前后内壁左端中偏下部位置,所述锥板的左上端尖部朝向所述左气囊的左下端底部尾端位置且在正常情况下二者之间存有距离。
26.进一步的优选方案:所述出料组件还包括有:
27.隔板,所述外壳的内部右上端位置固定安装有隔板,所述隔板的外观在一个纵截面上呈左内凹、右外凸的镰刀形状,所述隔板的左端顶侧外表面固定安装于所述外壳的顶内壁中偏左端位置,所述隔板的右端底部尾端位于所述外壳的右内壁中端表面附近位置且二者之间存有空隙,所述隔板的左侧上端尾部外表面在正常情况下同左板的右侧上端尾部外表面相互贴合,所述隔板的左侧下端外表面在正常情况下同右板的右侧外表面相互贴合。
28.进一步的优选方案:所述出料组件还包括有:
29.转杆,所述外壳的右内壁中偏上端位置呈前后水平方向旋转安装有转杆,所述转杆的前后两端外表面旋转安装于所述外壳的前后内壁右端中偏上端位置,所述转杆位于右板右端尾部的正右方位置;
30.转板,所述转杆的左侧外表面环绕固定安装有转板,所述转板在正常情况下处于水平静止平衡状态,所述转板具有同右板相异的磁性,所述转板的左侧外表面在正常情况下因与所述右板相互磁吸而贴合于所述隔板的右侧下端外表面,所述转板的顶侧外表面、所述隔板的右侧外表面与所述外壳的右内壁上端表面及顶内壁左至右端表面之前开设有闭合空腔,所述闭合空腔的底端位置预装有冷却液,所述冷却液的预装份量为所述闭合空腔内容积的1/5。
31.有益效果:
32.1.该种全自动膜包机加工用折弯装置,通过设置有降温组件,利用热胀冷缩、杠杆和负压原理,当将该折弯装置适用于膜包机加工用时,折弯机主体在折弯运行过程中将其内的高温热量自内向外经散热口散发出来时,使散热口外的温度逐渐升高,该高温热量首先会使散热口外的降温组件的外壳表面升温,通过材质为铜的外壳将热量传至其内,在热胀冷缩和杠杆原理的作用下,使外壳内降温组件的感温组件受热发生形变活动;在负压和杠杆原理的作用下,以连带触发外壳内降温组件的出料组件将外壳内上端左右两块区域内的两类降温物料释放出,并依次向下汇集至外壳底端,二者接触混合后吸收外壳内的高温热量,并产生冷温,该冷温再反向经外壳传导至散热口外;如此以在多个降温组件的连续共同配合作用下,可以实现对散热口外高温热量的降低;
33.2.该种全自动膜包机加工用折弯装置,通过设置有感温组件,利用热胀冷缩和杠杆原理,当散热口外的温度正常时,感温组件的右板处于水平静止平衡状态;感温组件的左板处于左高右低与上下竖直面夹角为
°
的静止平衡状态,且其顶端尾侧外表面同外壳的顶内壁左端表面贴合;感温组件的右气囊处于自然膨胀未变形状态;感温组件的左板的底端尾部位于外壳的左内壁中端表面附近位置;但当散热口外的温度逐渐升高后,会逐渐打破这种状态,即如上述般在散热口外的高温热量传至外壳内时,热量会飘至右气囊表面,在热胀冷缩原理的作用下,使其受热发生膨胀,自身浮力提高,以向上推动右板发生逆时针转动,一方面同时逐渐控制后续出料组件释放出外壳右上端区域内的一类降温物料;另一方面同时控制左板发生逆时针转动,以控制后续出料组件释放出外壳左上端区域内的另一类降温物料,使两类降温物料依次导出至外壳底端汇集混合吸热降温;如此以实现在感知散热口外温度升高后及时发生活动,便于降温;
34.3.该种全自动膜包机加工用折弯装置,通过设置有出料组件,利用杠杆和负压原理,当散热口外的温度正常时,出料组件的左气囊处于自然膨胀未变形状态,其左端底部位
于外壳的左内壁中端表面与挡板的左侧外端底部外表面之间的间隔处,其内的硝酸铵粉末未溢出;出料组件的锥板的左上端尖部与左气囊的左下端底部尾端之间存有距离;出料组件的隔板的左侧上端尾部外表面同左板的右侧上端尾部外表面相互贴合,其左侧下端外表面同右板的右侧外表面相互贴合;出料组件的转板处于水平静止平衡状态,其左侧外表面贴合于隔板的右侧下端外表面而使闭合空腔内的冷却液未溢出;但当散热口外的温度逐渐升高后,会逐渐打破这种状态,一方面,即如上述般在右板受力向上逆时针转动时,其对转板的吸力会逐渐减弱,待冷却液赋予转板向下的压力大于右板对转板的吸力阈值后,在杠杆原理的作用下,会使转板受力发生逆时针转动,其左侧外表面与隔板右侧外表面之间逐渐产生越来越大的间隙,使冷却液可经此间隙逐渐向下滑落至外壳底端堆积;另一方面,左板同时发生向下的逆时针转动时,其左端尾部会朝左气囊右上端逐渐进行挤压,在负压原理的作用下,使左气囊左下端底部部分发生朝锥板逐渐靠近的膨胀伸展形变,并最终在二者发生接触后使锥板戳破左气囊,将左气囊内的硝酸铵粉末释放,并逐渐向下流至外壳底端与先前释放的冷却液发生汇集,二者接触混合后吸收大量外壳内的高温热量,并产生冷温,该冷温经外壳再反向传至散热口附近降温;如此以实现在散热口外温度升高后及时释放出两类降温物料,便于降温;
35.4.综上所述,该种全自动膜包机加工用折弯装置,通过降温组件、感温组件和出料组件等的共同配合作用,可以在该折弯装置适用于膜包机加工用时,使折弯机主体外具备降温功能,当散热口将装置内的热量散发出来时,位于散热口外的折弯机主体温度不会持续过高,能对该热量及时降温处理,保证了膜包机的正常运行。
附图说明
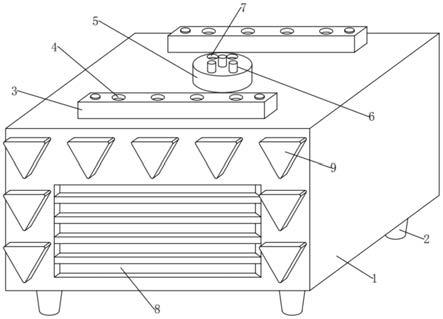
36.图1为本发明的整体结构示意图;
37.图2为本发明的降温组件的立体剖视结构示意图;
38.图3为本发明的图2中a处放大结构示意图;
39.图4为本发明的图2中b处放大结构示意图;
40.图5为本发明的感温组件和出料组件处于活动状态时的降温组件立体剖视结构示意图;
41.图6为本发明的外壳与感温组件的立体剖视爆炸图;
42.图7为本发明的外壳与出料组件的立体剖视爆炸图;
43.图1-7中:1-折弯机主体;2-支撑腿;3-固定块;4-固定口;5-折弯盘;6-折弯柱;7-折弯口;8-散热口;9-降温组件;10-外壳;11-感温组件;12-出料组件;13-转轴;14-右板;15-左板;16-右气囊;17-挡板;18-左气囊;19-锥板;20-隔板;21-转杆;22-转板。
具体实施方式
44.下面将结合本发明实施例中的附图1-图7,对本发明实施例中的技术方案进行清楚、完整地描述。
45.实施例1
46.请参阅图1-2,本发明实施例中,一种全自动膜包机加工用折弯装置,包括:
47.折弯机主体1,折弯机主体1的底侧外表面四角位置固定安装有支撑腿2,折弯机主
体1的顶侧外表面前后两端位置固定安装有固定块3,固定块3上等邻分列开设有若干个固定口4,折弯机主体1的顶侧外表面中央位置固定安装有折弯盘5,折弯盘5的顶侧外表面前端位置等邻分列环绕固定安装有折弯柱6,折弯盘5的顶侧外表面后端左右两部位置对称开设有折弯口7,折弯机主体1的前端中部位置开设有散热口8;
48.此处的散热口8,可便于将折弯机主体1内在折弯过程中所产生的热量及时自内向外散发出来,而所散发出的热量又可及时经散热口8外的降温组件9及时吸收冷却降温;
49.降温组件9,折弯机主体1的前侧外表面于散热口8外等邻分列环绕固定安装有若干个可以降低散热口8外高温热量的降温组件9,降温组件9包括有:外壳10、可以在感知散热口8外温度升高后及时发生活动的感温组件11和可以在散热口8外温度升高后及时释放出两类降温物料的出料组件12;
50.此处的降温组件9,是通过外壳10,将散热口8外的高温热量自外向内传导至感温组件11上时,利用热胀冷缩和杠杆原理,使之发生形变活动,进而在负压和杠杆原理的作用下,推动出料组件12发生形变活动,以释放出两类降温物料至外壳10内部底端发生混合接触,从而将外壳10内的高温热量吸收后及时产生冷温,该冷温再反向经外壳10将散热口8外的高温降低,以实现降温;
51.折弯机主体1的前侧外表面于散热口8外等邻分列环绕固定安装有若干个外壳10;
52.此处的外壳10,是为提供装纳感温组件11及出料组件12的载体,以便在感温组件11感知散热口8外的高温后及时发生形变活动,以及时触发出料组件12释放出降温物料降温;
53.外壳10的内部中央位置活动安装有感温组件11;
54.此处的感温组件11,是为利用热胀冷缩和杠杆原理,在散热口8外的温度升高后,及时感知高温产生形变活动,以便在后续推动出料组件12出料;
55.外壳10的内部上端左至右部之间位置活动安装有出料组件12;
56.此处的出料组件12,是为利用负压和杠杆原理,在感温组件11感知高温发生活动后,将外壳10内上端区域的两类降温物料释放至其底端汇集混合接触后实现吸热降温。
57.本发明实施例中,外壳10的外观在一个纵截面上呈内部中空、顶平底尖、全封闭的倒三角形状,外壳10的材质为铜,外壳10的后侧外表面固定安装于折弯机主体1的前侧外表面靠近散热口8外;
58.此处的外壳10且外观在一个纵截面上呈内部中空、顶平底尖、全封闭的倒三角形状,是为便于用倒三角形的上端左右两部区域以分别装纳两类降温物料,用上端及中央位置以分别装纳出料组件12及感温组件11;而外壳10的材质选为铜,是为便于利用铜良好的导热性,以在散热口8外温度升高后可及时将热温传导至其内使感温组件11发生活动连带出料组件12将两类降温物料自上分别释放至倒三角形的底端,二者发生混合接触后吸热降温,将冷温再反向及时传导至散热口8外,实现降温。
59.该种全自动膜包机加工用折弯装置,通过设置有降温组件9,利用热胀冷缩、杠杆和负压原理,当将该折弯装置适用于膜包机加工用时,折弯机主体1在折弯运行过程中将其内的高温热量自内向外经散热口8散发出来时,使散热口8外的温度逐渐升高,该高温热量首先会使散热口8外的降温组件9的外壳10表面升温,通过材质为铜的外壳10将热量传至其内,在热胀冷缩和杠杆原理的作用下,使外壳10内降温组件9的感温组件11受热发生形变活
动;在负压和杠杆原理的作用下,以连带触发外壳10内降温组件9的出料组件12将外壳10内上端左右两块区域内的两类降温物料释放出,并依次向下汇集至外壳10底端,二者接触混合后吸收外壳10内的高温热量,并产生冷温,该冷温再反向经外壳10传导至散热口8外;如此以在多个降温组件9的连续共同配合作用下,可以实现对散热口8外高温热量的降低。
60.实施例2
61.请参阅图2、图5-6,本发明实施例相对于实施例1,其区别之处在于:感温组件11包括有:
62.转轴13,外壳10的内部中央位置呈前后水平方向旋转安装有转轴13,转轴13的前后两端外表面旋转安装于外壳10的前后内壁中央位置;
63.右板14,转轴13的右侧外表面环绕固定安装有右板14,右板14具有磁性,右板14在正常情况下处于水平静止平衡状态;
64.此处的右板14,是为便于利用杠杆原理,在右气囊16将其向上顶起发生逆时针转动的过程中,一方面右板14可连带左板15发生逆时针转动以压迫出料组件12释放出外壳10内左端区域的降温物料,另一方面,右板14在向上转动的过程中还会连带控制出料组件12释放出外壳10内右端区域的降温物料,使最终两类降温物料向下合二为一,发生接触混合后吸热降温。
65.本发明实施例中,感温组件11还包括有:
66.左板15,转轴13的左上侧外表面环绕固定安装有左板15,左板15在正常情况下处于左高右低与上下竖直面夹角为30
°
的静止平衡状态,左板15与右板14的外观在一个纵截面上呈内角为120
°
的字母“l”折板形状,左板15的顶端尾侧外表面在正常情况下同外壳10的顶内壁左端表面贴合,左板15的长度大于右板14的长度;
67.此处的左板15且与右板14的外观在一个纵截面上设为内角为120
°
的字母“l”折板形状,且长度大于右板14的长度,是为便于左板15在逆时针转动时,能更好压迫出料组件12将外壳10内左端区域的降温物料释放。
68.本发明实施例中,感温组件11还包括有:
69.右气囊16,右板14的底侧外表面中端位置固定安装有右气囊16,右气囊16的外观呈内部中空的顶平下凸的半圆形状,右气囊16的前后宽度等于右板14的前后宽度;
70.此处的右气囊16且外观设为内部中空的顶平下凸的半圆形状及前后宽度等于右板14的前后宽度,是为便于利用热胀冷缩原理,在外壳10将散热口8附近的高温传导入内后,可被右气囊16外表面所感知以及时受热发生膨胀,提高自身的浮力,以向上推动右板14发生逆时针转动。
71.本发明实施例中,感温组件11还包括有:
72.挡板17,左板15的左侧上端外表面固定安装有挡板17,挡板17的外观在一个纵截面上呈左外凸、右内凹的弧条形状,左板15的底端尾部在正常情况下位于外壳10的左内壁中端表面附近位置,左板15的左侧外表面同外壳10的左内壁之间距离自上而下依次递减,左板15的左侧底端尾部外表面距外壳10的左内壁中端表面之间仍存有间隔;
73.此处的挡板17且外观在一个纵截面上设为左外凸、右内凹的弧条形状,是为便于在随左板15向下逆时针转动的过程中,可一直保持对出料组件12左端部分的限位控制,以顺利释放出外壳10内左端区域的降温物料。
74.该种全自动膜包机加工用折弯装置,通过设置有感温组件11,利用热胀冷缩和杠杆原理,当散热口8外的温度正常时,感温组件11的右板14处于水平静止平衡状态;感温组件11的左板15处于左高右低与上下竖直面夹角为30
°
的静止平衡状态,且其顶端尾侧外表面同外壳10的顶内壁左端表面贴合;感温组件11的右气囊16处于自然膨胀未变形状态;感温组件11的左板15的底端尾部位于外壳10的左内壁中端表面附近位置;但当散热口8外的温度逐渐升高后,会逐渐打破这种状态,即如上述般在散热口8外的高温热量传至外壳10内时,热量会飘至右气囊16表面,在热胀冷缩原理的作用下,使其受热发生膨胀,自身浮力提高,以向上推动右板14发生逆时针转动,一方面同时逐渐控制后续出料组件12释放出外壳10右上端区域内的一类降温物料;另一方面同时控制左板15发生逆时针转动,以控制后续出料组件12释放出外壳10左上端区域内的另一类降温物料,使两类降温物料依次导出至外壳10底端汇集混合吸热降温;如此以实现在感知散热口8外温度升高后及时发生活动,便于降温。
75.实施例3
76.请参阅图2-5和图7,本发明实施例相对于实施例1,其区别之处在于:出料组件12包括有:
77.左气囊18,外壳10的左内壁上端及顶内壁左端尾部表面、左板15的左侧上端尾部外表面与挡板17的左侧外表面之间位置嵌装有左气囊18,左气囊18的外观在一个纵截面上呈内部中空的倾斜梯形状,左气囊18的左端底部在正常情况下位于外壳10的左内壁中端表面与挡板17的左侧外端底部外表面之间的间隔处,左气囊18的内部位置预装有硝酸铵粉末,硝酸铵粉末的预装份量为左气囊18内容积的1/3;
78.此处的左气囊18且外观在一个纵截面上设为内部中空的倾斜梯形状,是为便于同外壳10、左板15及挡板17相互嵌合,以利用负压原理,在左板15发生向下的逆时针转动时,左板15可顺利挤压左气囊18内右端区域的空气,挤至左气囊18左端底部,以顺利将左气囊18内预装的成分为硝酸铵粉末的一类降温物料释放出;而硝酸铵粉末的预装份量设为左气囊18内容积的1/3,是为防止左气囊18内的降温物料份量过多而在左板15挤压其时难以发生形变。
79.本发明实施例中,出料组件12还包括有:
80.锥板19,外壳10的内部左端中偏下部位置斜向固定安装有锥板19,锥板19的外观在一个纵截面上呈左上尖、右下凸的尖锥形状,锥板19的前后两侧外表面固定安装于外壳10的前后内壁左端中偏下部位置,锥板19的左上端尖部朝向左气囊18的左下端底部尾端位置且在正常情况下二者之间存有距离;
81.此处的锥板19且外观在一个纵截面上设为左上尖、右下凸的尖锥形状,是为便于在左气囊18受压其左端底部向锥板19伸展靠近时,最终会被锥板19的尖部所戳破而将左气囊18内的硝酸铵粉末释放。
82.本发明实施例中,出料组件12还包括有:
83.隔板20,外壳10的内部右上端位置固定安装有隔板20,隔板20的外观在一个纵截面上呈左内凹、右外凸的镰刀形状,隔板20的左端顶侧外表面固定安装于外壳10的顶内壁中偏左端位置,隔板20的右端底部尾端位于外壳10的右内壁中端表面附近位置且二者之间存有空隙,隔板20的左侧上端尾部外表面在正常情况下同左板15的右侧上端尾部外表面相
互贴合,隔板20的左侧下端外表面在正常情况下同右板14的右侧外表面相互贴合;
84.此处的隔板20的外观在一个纵截面上设为左内凹、右外凸的镰刀形状,一方面是为在左气囊18受挤压时可对左气囊18的右上端部分进行限位,防止其朝左板15右侧区域发生伸展;另一方面,可便于提供给右板14与转板22之间相互磁吸的分隔板作用,以产生闭合空腔装纳冷却液,在右板14转动后将转板22放下释放出冷却液,而不会将冷却液导至右气囊16上。
85.本发明实施例中,出料组件12还包括有:
86.转杆21,外壳10的右内壁中偏上端位置呈前后水平方向旋转安装有转杆21,转杆21的前后两端外表面旋转安装于外壳10的前后内壁右端中偏上端位置,转杆21位于右板14右端尾部的正右方位置;
87.转板22,转杆21的左侧外表面环绕固定安装有转板22,转板22在正常情况下处于水平静止平衡状态,转板22具有同右板14相异的磁性,转板22的左侧外表面在正常情况下因与右板14相互磁吸而贴合于隔板20的右侧下端外表面,转板22的顶侧外表面、隔板20的右侧外表面与外壳10的右内壁上端表面及顶内壁左至右端表面之前开设有闭合空腔,闭合空腔的底端位置预装有冷却液,冷却液的预装份量为闭合空腔内容积的1/5;
88.此处的转板22,是为便于利用杠杆原理,在正常右气囊16未受热膨胀时,保持与右板14相互持平的磁吸而防止其上冷却液的溢出;在右气囊16受热膨胀后,缺少右板14对其的磁吸作用,发生逆时针转动,以将冷却液释放;与左端区域落下的硝酸铵粉末汇集于外壳10底端,及时吸热降温。
89.该种全自动膜包机加工用折弯装置,通过设置有出料组件12,利用杠杆和负压原理,当散热口8外的温度正常时,出料组件12的左气囊18处于自然膨胀未变形状态,其左端底部位于外壳10的左内壁中端表面与挡板17的左侧外端底部外表面之间的间隔处,其内的硝酸铵粉末未溢出;出料组件12的锥板19的左上端尖部与左气囊18的左下端底部尾端之间存有距离;出料组件12的隔板20的左侧上端尾部外表面同左板15的右侧上端尾部外表面相互贴合,其左侧下端外表面同右板14的右侧外表面相互贴合;出料组件12的转板22处于水平静止平衡状态,其左侧外表面贴合于隔板20的右侧下端外表面而使闭合空腔内的冷却液未溢出;但当散热口8外的温度逐渐升高后,会逐渐打破这种状态,一方面,即如上述般在右板14受力向上逆时针转动时,其对转板22的吸力会逐渐减弱,待冷却液赋予转板22向下的压力大于右板14对转板22的吸力阈值后,在杠杆原理的作用下,会使转板22受力发生逆时针转动,其左侧外表面与隔板20右侧外表面之间逐渐产生越来越大的间隙,使冷却液可经此间隙逐渐向下滑落至外壳10底端堆积;另一方面,左板15同时发生向下的逆时针转动时,其左端尾部会朝左气囊18右上端逐渐进行挤压,在负压原理的作用下,使左气囊18左下端底部部分发生朝锥板19逐渐靠近的膨胀伸展形变,并最终在二者发生接触后使锥板19戳破左气囊18,将左气囊18内的硝酸铵粉末释放,并逐渐向下流至外壳10底端与先前释放的冷却液发生汇集,二者接触混合后吸收大量外壳10内的高温热量,并产生冷温,该冷温经外壳10再反向传至散热口8附近降温;如此以实现在散热口8外温度升高后及时释放出两类降温物料,便于降温。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1