法兰卷曲辅助装置的制作方法
1.本实用新型涉及法兰卷曲设备技术领域,具体涉及配套于法兰卷机的法兰卷曲辅助装置。
背景技术:
2.端板法兰(简称“法兰”)是混凝土管桩的一个重要组成环节,端板法兰的质量直接影响混凝土管桩的质量,其主要用于软土地基接桩作用。法兰卷机是端板法兰的主要生产设备。目前所使用的法兰卷机的结构包括:机架,在机架的一端通过轴承支承有滚筒,滚筒由电机驱动转动,在滚筒中设置有只能沿滚筒轴向移动而不能相对滚筒转动的圆柱形的模具,模具在气缸的带动下能沿滚筒轴向向外移动伸出滚筒而使扁钢能卷绕在模具上、或向内移动缩回滚筒而使模具上由扁钢卷制成的扁钢能从模具上脱落;在供模具进出滚筒的滚筒筒口的端面上设置有用以对扁钢端部进行定位的扁钢定位卡口。工作时,先通过气缸将模具沿滚筒轴向向外移动伸出滚筒,然后将加热后的扁钢对着扁钢定位卡口送入法兰卷机,直至扁钢的前端插入法尘卷机的扁钢定位卡口,接着工人使用锤子锤击插入扁钢定位卡口的扁钢前端,使扁钢前端完全卡入扁钢定位卡口;同时启动电机,使电机带动滚筒转动,滚筒转动时带动模具同步转动,模具转动时会将扁钢卷绕在模具上而卷制成螺旋形法兰卷;接着停止电机,使滚筒及模具停止转动,然后再通过气缸将模具沿滚筒轴向向内移动缩回滚筒,待模具完全缩回滚筒后,螺旋形法兰卷在自重作用下会脱离扁钢定位卡口,从而落至下方机架上的承接平台上;然后纵向切开螺旋形法兰卷,制成多个具有切口的端板法兰坯体,再将端板法兰坯体压平后进行切口焊接,从而制成环状的端板法兰。上述法兰卷机存在的缺点是:(1)在扁钢卷制过程中,需要工人使用锤子锤击插入扁钢定位卡口的扁钢前端,使扁钢前端完全卡入扁钢定位卡口,这种人工操作方式,导致工人劳动强度大,工作效率低;(2)在扁钢卷制完成后,在远离滚筒的螺旋形法兰卷后端尾部会有直线段的现象,该直线段尾部所在的一圈法兰圈为需切掉的废料,从而造成原料浪费,增加了企业生产成本。
技术实现要素:
3.本实用新型的目的是提供一种能提高工作效率的法兰卷曲辅助装置。
4.为实现上述目的,本实用新型采用了如下技术方案:法兰卷曲辅助装置,包括:与法尘卷机相对布置的机座,在机座的顶部设置有位于法兰卷机中的模具上方的上龙门支架,在上龙门支架中设置有若干根平行于模具轴心线的上导轨,上滑座滑动设置于上导轨上,在远离法兰卷机的上龙门支架端部水平安装有上平移液压缸,上平移液压缸的活塞杆与上滑座相连接,上平移液压缸能推动上滑座沿上导轨移动,在上滑座中竖直安装有升降液压缸,升降液压缸的活塞杆向下并安装有纵移架,在纵移架的底部设置有若干个上导轮,各上导轮位于垂直于模具轴心线的同一平面内、且各上导轮在该平面内呈弧形排布,在每个上导轮的端部设置有向外凸出且与该上导轮同轴心线的凸台,在法兰卷机通过模具将扁钢卷曲成螺旋形法兰卷的过程中,每个上导轮在上平移液压缸及升降液压缸的作用下其平
端面会始终向内紧顶在螺旋形法兰卷中最外层法兰圈的平端面上部、同时其凸台的外周面会始终向下紧压在螺旋形法兰卷中最外层法兰圈的外周面上;在机座的底部设置有位于法兰卷机中的模具下方的下底座,在下底座的顶部设置有若干根平行于模具轴心线的下导轨,下滑座滑动设置于下导轨上,在远离法兰卷机的下底座端部水平安装有下平移液压缸,下平移液压缸的活塞杆与下滑座相连接,下平移液压缸能推动下滑座沿下导轨移动,在下滑座上设置有下导轮,在法兰卷机通过模具将扁钢卷曲成螺旋形法兰卷的过程中,下导轮在下平移液压缸的作用下其平端面会始终向内紧顶在螺旋形法兰卷中最外层法兰圈的平端面下部。
5.进一步地,前述的法兰卷曲辅助装置,其中:下导轮在下滑座上的具体安装结构为:在下滑座的顶部设置有支座,在支座中设置有平行于模具轴心线的导向孔,导向孔中设置有能沿导向孔移动的推杆,下导轮安装于靠近法尘卷机的推杆端部,远离法兰卷机的推杆端部通过连接结构与锤击气缸的活塞杆相连接,锤击气缸水平安装于下滑座的顶部,下导轮在锤击气缸的作用下能对插入法兰卷机中扁钢定位卡口的扁钢前端进行锤击,使扁钢前端完全卡入扁钢定位卡口。
6.进一步地,前述的法兰卷曲辅助装置,其中:连接结构的结构包括:在远离法兰卷机的推杆端部设置有阶梯形的凹槽,在凹槽的内部设置有轴承,轴承的轴承外圈抵在凹槽的台阶面上,平端盖插入凹槽并将轴承限位固定在凹槽中,锤击气缸的活塞杆依次穿过平端盖及轴承的轴承内圈后安装有直径大于轴承内圈的限位螺母。
7.进一步地,前述的法兰卷曲辅助装置,其中:在上滑座中竖直安装有若干根穿过纵移架的竖直导杆,纵移架在升降液压缸的作用下沿竖直导杆向上或向下移动。
8.通过上述技术方案的实施,本实用新型的有益效果是:(1)螺旋形法兰卷卷制过程中,通过上导轮及下导轮对螺旋形法兰卷进行横向和纵向的辅助定位,不仅能防止螺旋形法兰卷卷制时发生变形,而且可以避免螺旋形法兰卷尾部直线段的产生,从而提高了原料利用率,避免原料浪费,降低了企业生产成本;(2)下导轮与锤击气缸配合后具备了锤击功能,通过锤击气缸推动下导轮对扁钢进行锤击,使扁钢前端完全卡入扁钢定位卡口,不再需要人工锤击操作,从而降低了工人劳动强度,提高了工作效率。
附图说明
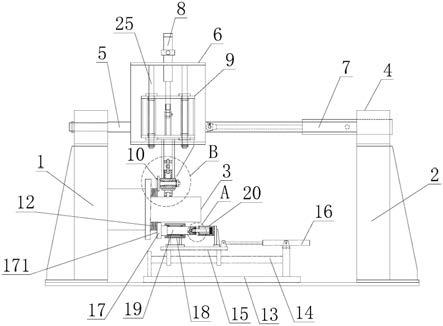
9.图1为本实用新型所述的法兰卷曲辅助装置的结构示意图。
10.图2为图1左视方向中所示的三个上导轮的位置关系示意图。
11.图3为图1中所示的a部位的放大示意图。
12.图4为图1中所示的b部位的放大示意图。
13.图5为图4中隐去上导轮后的结构示意图。
14.图6为图4中隐去法兰卷后的结构示意图。
具体实施方式
15.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
16.如图1、图2、图3、图4、图5、图6所示,所述的法兰卷曲辅助装置,包括:与法尘卷机1
相对布置的机座2,在机座2的顶部设置有位于法兰卷机1中的模具3上方的上龙门支架4,在上龙门支架4中设置有若干根平行于模具3轴心线的上导轨5,上滑座6滑动设置于上导轨5上,在远离法兰卷机1的上龙门支架4端部水平安装有上平移液压缸7,上平移液压缸7的活塞杆与上滑座6相连接,上平移液压缸7能推动上滑座6沿上导轨5移动,在上滑座6中竖直安装有升降液压缸8,升降液压缸8的活塞杆向下并安装有纵移架9,在本实施例中,在上滑座6中竖直安装有若干根穿过纵移架9的竖直导杆25,纵移架9在升降液压缸8的作用下沿竖直导杆25向上或向下平稳移动;在纵移架9的底部设置有若干个上导轮10,本实施例中,在纵移架9的底部设置有三个上导轮10;三个上导轮10位于垂直于模具轴心线的同一平面内、且三个上导轮10在该平面内呈弧形排布,在每个上导轮10的端部设置有向外凸出且与该上导轮同轴心线的凸台11,在法兰卷机1通过模具3将扁钢卷曲成螺旋形法兰卷12的过程中,每个上导轮10在上平移液压缸7及升降液压缸8的作用下其平端面101会始终向内紧顶在螺旋形法兰卷12中最外层法兰圈121的平端面1211上部、同时其凸台11的外周面111会始终向下紧压在螺旋形法兰卷12中最外层法兰圈121的外周面1212上;在机座2的底部设置有位于法兰卷机1中的模具3下方的下底座13,在下底座13的顶部设置有若干根平行于模具轴心线的下导轨14,下滑座15滑动设置于下导轨14上,在远离法兰卷机1的下底座13端部水平安装有下平移液压缸16,下平移液压缸16的活塞杆与下滑座15相连接,下平移液压缸16能推动下滑座15沿下导轨14移动,在下滑座15上设置有下导轮17,在法兰卷机1通过模具3将扁钢卷曲成螺旋形法兰卷12的过程中,下导轮17在下平移液压缸16的作用下其平端面171会始终向内紧顶在螺旋形法兰卷12中最外层法兰圈121的平端面1211下部;
17.在本实施例中,下导轮17在下滑座15上的具体安装结构为:在下滑座15的顶部设置有支座18,在支座18中设置有平行于模具轴心线的导向孔,导向孔中设置有能沿导向孔移动的推杆19,下导轮17安装于靠近法尘卷机1的推杆19端部,远离法兰卷机1的推杆19端部通过连接结构与锤击气缸20的活塞杆201相连接,锤击气缸20水平安装于下滑座15的顶部,下导轮17在锤击气缸20的作用下能对插入法兰卷机1中扁钢定位卡口的扁钢前端进行锤击,使扁钢前端完全卡入扁钢定位卡口,从而大大降低工人劳动强度,提高工作效率;
18.在本实施例中,连接结构的结构包括:在远离法兰卷机1的推杆19端部设置有阶梯形的凹槽21,在凹槽21的内部设置有轴承22,轴承22的轴承外圈抵在凹槽21的台阶面上,平端盖23插入凹槽21并将轴承22限位固定在凹槽21中,锤击气缸20的活塞杆201依次穿过平端盖23及轴承22的轴承内圈后安装有直径大于轴承内圈的限位螺母24,上述连接结构简单且安装维修方便,即能使锤击气缸20通过活塞杆201带动推杆19及下导轮17平移,又能使推杆19及下导轮17可以相对锤击气缸20的活塞杆201转动;
19.工作时,法兰卷机1先通过气缸将模具3伸出滚筒,然后将加热后的扁钢对着扁钢定位卡口送入法兰卷机1,直至扁钢的前端插入法尘卷机的扁钢定位卡口,然后使法兰卷机1带动滚筒及模具3同步转动,使模具3开始卷制扁钢,模具3卷制第一层法尘圈的过程中,当法尘卷机的扁钢定位卡口转动至正对着下导轮17时,使锤击气缸20的活塞杆伸出,推动下导轮17对插入法兰卷机1中扁钢定位卡口的扁钢前端进行锤击,使扁钢前端完全卡入扁钢定位卡口,然后再使锤击气缸20的活塞杆缩回复位,同步带动下导轮17复位;
20.接着使下平移液压缸16的活塞杆伸出,推动下滑座15沿下导轨14移动至下导轮17的平端面171向内紧顶在螺旋形法兰卷12中最外层法兰圈121的平端面1211下部,此时使下
平移液压缸16背压,使下导轮17在螺旋形法兰卷12卷制过程中始终向内紧顶在螺旋形法兰卷12中最外层法兰圈121的平端面1211下部,并随着螺旋形法兰卷12的层数增加而逐步后退;同时,使上平移液压缸16的活塞杆伸出,推动上滑座6沿上导轨5移动至纵移架9中的上导轮10向下正对着螺旋形法兰卷12中的最外层法兰圈121,然后使升降液压缸8的活塞杆向下伸出,推动纵移架9向下移动至上导轮10的平端面101向内紧顶在螺旋形法兰卷12中最外层法兰圈121的平端面1211上部、同时上导轮10的凸台11的外周面111向下紧压在螺旋形法兰卷12中最外层法兰圈121的外周面1212上,此时使上平移液压缸7背压,使上导轮10在螺旋形法兰卷12卷制过程中其平端面101会始终向内紧顶在螺旋形法兰卷12中最外层法兰圈121的平端面1211上部、同时其凸台11的外周面111会始终向下紧压在螺旋形法兰卷12中最外层法兰圈121的外周面1212上,并随着螺旋形法兰卷12的层数增加而逐步后退,直至完成螺旋形法兰卷12的卷制;在螺旋形法兰卷12的卷制过程中,通过上导轮10及下导轮17对螺旋形法兰卷12进行横向和纵向的辅助定位,不仅能防止螺旋形法兰卷12卷制时发生变形,而且可以避免螺旋形法兰卷12尾部直线段的产生,从而提高了原料利用率,避免原料浪费,降低了企业生产成本;接着停止法兰卷机1的电机,使滚筒及模具3停止转动,然后再通过气缸将模具3向内移动缩回滚筒,待模具3完全缩回滚筒后,螺旋形法兰卷12在自重作用下会脱离扁钢定位卡口,从而落至下方机架上的承接平台上;然后纵向切开螺旋形法兰卷12,制成多个具有切口的端板法兰坯体,再将端板法兰坯体压平后进行切口焊接,从而制成环状的端板法兰。
21.本实用新型的优点是:(1)螺旋形法兰卷卷制过程中,通过上导轮及下导轮对螺旋形法兰卷进行横向和纵向的辅助定位,不仅能防止螺旋形法兰卷卷制时发生变形,而且可以避免螺旋形法兰卷尾部直线段的产生,从而提高了原料利用率,避免原料浪费,降低了企业生产成本;(2)下导轮与锤击气缸配合后具备了锤击功能,通过锤击气缸推动下导轮对扁钢进行锤击,使扁钢前端完全卡入扁钢定位卡口,不再需要人工锤击操作,从而降低了工人劳动强度,提高了工作效率。
22.以上所述仅是本实用新型的较佳实施例,并非是对本实用新型作任何其他形式的限制,而依据本实用新型的技术实质所作的任何修改或等同变化,仍属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1