一种模锻切边通用燕尾结构的制作方法
1.本实用新型涉及燕尾制造和使用技术领域,特别涉及一种模锻切边通用燕尾结构。
背景技术:
2.锻造是机加工行业最基础的金属加工,模锻是锻造加工中一种对大批量产品常用的锻造加工方法。模锻件在锻造完后一般都需要切边才能得到相应的锻件。
3.一般情况下,模锻工装,每次都需要单独制作整套的切边模;切边模是跟相应锻件产品一一对应的,而切边上模切边时是安装在切边压力机上,切边燕尾是切边时连接压力机的滑块和切边燕尾,起传递切边压力的作用。同一台切边机对应的切边燕尾尺寸是标准的,只有冲头变化。冲头和燕尾一般采用焊接方式。每设计一副切边模,就需要准备一块切边燕尾毛坯,并经过按标准尺寸加工、热处理、焊接等工序。加工周期长,费用也较高。
技术实现要素:
4.本实用新型所要解决的技术问题是,提供一种模锻切边通用燕尾结构;与切边燕尾螺纹连接,使得切边燕尾能够重复使用,增加了通用性,降低了加工周期和加工成本。
5.本实用新型解决技术问题所采用的解决方案是:
6.与现有技术相比,本实用新型的有益效果:
7.一种模锻切边通用燕尾结构,包括燕尾榫头、与燕尾榫头一体成型的燕尾板;所述燕尾板与切边燕尾螺栓连接,所述燕尾榫头远离燕尾榫头的一侧上设置有与切边燕尾配合安装的定位结构。
8.相比现有技术,本实用新型在进行模锻切边时,不再使用焊接的连接方式,而采用螺纹连接的连接方式,并通过定位结构实现切边燕尾与本实用新型的连接,使得对其定位准确,增加了通用性,使得一个切边燕尾能够重复使用,降低了加工成本;两者采用螺纹连接还将有效的避免后期对于燕尾结构的切割和打磨;有效的使得加工周期变短。
9.在一些可能的实施方式中,所述燕尾结构上设置有螺栓孔;所述螺栓孔贯穿燕尾榫头和燕尾板。
10.在一些可能的实施方式中,为了保证燕尾结构与切边燕尾的连接;使得连接更加牢固;所述螺栓孔的数量为多个且沿燕尾榫头的长方向设置。
11.在一些可能的实施方式中,为了使得在加工过程中,燕尾结构受力均匀;多个所述螺栓孔的轴心在同一直线上,且与燕尾榫头长方向的中线在同一平面上。
12.在一些可能的实施方式中,为了实现对于燕尾结构的定位,避免在加工过程中,燕尾结构移动,降低加工精度;所述定位结构包括沿所述燕尾板的长度方向设置的定位槽一、沿所述燕尾板的宽度方向设置有定位槽二。
13.在一些可能的实施方式中,所述定位槽一长方向的中线与燕尾板长方向的中线重叠设置。
14.在一些可能的实施方式中,所述定位槽二长方向的中线与燕尾板宽度方向的中线重叠设置。
附图说明
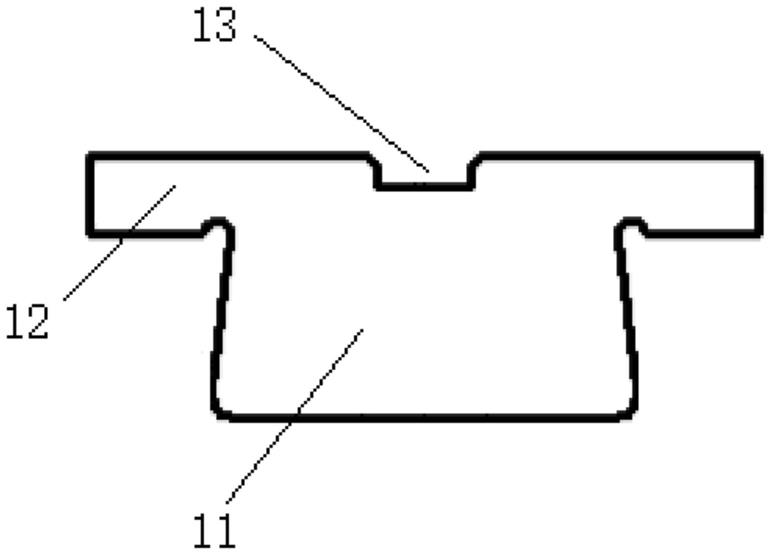
15.图1为本实用新型的侧面结构示意图;
16.图2为本实用新型的俯视图;
17.图3为本实用新型的仰视图;
18.图4为本实用新型中螺栓孔与定位结构的位置关系示意图;
19.其中:11、燕尾榫头;12、燕尾板;13、定位结构;131、定位槽一;132、定位槽二;14、螺栓孔。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.本技术所提及的"一"、"二"以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,"一个"或者"一"等类似词语也不表示数量限制,而是表示存在至少一个。
22.在本技术实施例的描述中,除非另有说明,“多个”的含义是指两个或两个以上。例如,多个定位柱是指两个或两个以上的定位柱。
23.下面结合附图和实施例对本实用新型做进一步说明。
24.本实用新型通过下述技术方案实现,如图1-图4所示,
25.一种模锻切边通用燕尾结构,包括燕尾榫头11、与燕尾榫头11一体成型的的燕尾板12;所述燕尾板12与切边燕尾螺栓连接,所述燕尾榫头11远离燕尾榫头11的一侧上设置有与切边燕尾配合安装的定位结构13。
26.使用时,首先通过定位结构13实现燕尾结构与切边燕尾的定位,其次将燕尾结构通过螺栓与切边燕尾连接,切边燕尾上设置有螺栓孔二,螺栓依次穿过燕尾榫头11、燕尾板12进入到螺栓孔二中,从而实现燕尾结构与切边燕尾的连接。
27.相比现有技术,本实用新型在进行模锻切边时,不再使用焊接的连接方式,而采用螺纹连接的连接方式,并通过定位结构13实现切边燕尾与本实用新型的连接,使得对其定位准确,增加了通用性,使得一个切边燕尾能够重复使用,降低了加工成本和材料成本;两者采用螺纹连接还将有效的避免后期对于燕尾结构的切割和打磨;有效的使得加工周期变短。
28.在一些可能的实施方式中,图2-图4所示,所述燕尾结构上设置有螺栓孔14;所述螺栓孔14贯穿燕尾榫头11和燕尾板12。
29.螺栓孔14与螺栓孔二相适配;
30.优选的,如图4所示,螺栓孔14包括螺帽孔、与螺帽孔同轴且相互连通的通孔,通孔内设设置有螺纹;螺帽孔设置在燕尾榫头11远离燕尾板12的一侧。在使用过程中,螺栓的螺
帽将位于螺帽孔内,螺栓的螺杆将穿过通孔与螺栓孔二连接。
31.在一些可能的实施方式中,为了保证燕尾结构与切边燕尾的连接;使得连接更加牢固;所述螺栓孔14的数量为多个且沿燕尾榫头11的长方向设置。
32.优选的,多个螺栓孔14沿燕尾榫头11的长方向均匀设置,使得燕尾结构与切边燕尾的连接更加牢固。
33.在一些可能的实施方式中,为了使得在加工过程中,燕尾结构受力均匀;如图2、图4所示,多个所述螺栓孔14的轴心在同一直线上,且与燕尾榫头11长方向的中线在同一平面上。
34.在一些可能的实施方式中,为了实现对于燕尾结构的定位,避免在加工过程中,燕尾结构与切边冲头产生移动,降低使用精度;所述定位结构13包括沿所述燕尾板12的长度方向设置的定位槽一131、沿所述燕尾板12的宽度方向设置有定位槽二132。
35.在一些可能的实施方式中,所述定位槽一131长方向的中线与燕尾板12长方向的中线重叠设置。
36.在一些可能的实施方式中,所述定位槽二132长方向的中线与燕尾板12宽度方向的中线重叠设置。
37.在切边冲头上设置有与定位槽一131、定位槽二132分别对应设置的定位筋。定位槽一131与定位槽二132形成十字形,这样从两个方向上对于燕尾结构进行定位,有效避免侧滑移动。
38.优选的,定位槽一131、定位槽二132均可为多条,其中多条定位槽一131,沿燕尾板12的长度方向均匀设置;多条定位槽二132,沿燕尾板12的宽度方向均匀设置。
39.优选的,如图1所示,燕尾板12的宽度大于燕尾榫头11的最大宽度;如图2所示,燕尾板12的长度与燕尾榫头11的长度相等。
40.以上对本技术实施例进行了详细介绍,本技术中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1