一种铜合金铸镦挤模具及铸镦挤方法与流程
1.本发明涉及铜合金铸造加工技术领域,具体涉及一种铜合金铸镦挤模具及铸镦挤方法。
背景技术:
2.目前国内同类高强度铜合金套类零件加工用毛坯的制造,有的企业采用棒料作为毛坯,有的企业用棒料单工步挤压制造毛坯。高强度铜合金套类零件是重要零件,它不但要求耐磨而且要有一定的强度,在很大程度上也影响着整机的使用寿命。而铜合金套类零件多数又是易损件,年消耗量较大,其加工工艺繁杂、成本较高。
3.另外,在企业生产制造零件的过程中,会产生大量的切屑,还有废料头和加工过程中的废品零件。这些切屑、废料头和废零件往往作为废料处理。如果对切屑、废料头和废零件加以利用,生产合金零件,对降低企业成本有积极意义。
4.鉴于此,提高铜合金套类零件的生产效率以及切屑、废料头和废零件的利用是需要解决的技术问题,另外现有技术对于铜合金套类零件的铸造、镦挤、反挤压等工序,是在不同的模具上进行加工,不能连续生产,而现有技术也未发现利用金属型铸造、温镦挤、冷反挤压相结合用一套模具来连续生产,制造高强度铜合金套类零件加工用毛坯的模具。
技术实现要素:
5.本发明的目的是为了解决现有技术铜合金套类零件加工中存在的技术问题,提供了一种铜合金铸镦挤模具。
6.为了达到上述目的,本发明采用以下技术方案:一种铜合金铸镦挤模具,包括底板,底板的底部装有顶出油缸,底板的顶部装有模座,模座内装有大顶杆,模座上装有凹模,凹模的下部安装大顶杆的一端,大顶杆的另一端装在底板的顶部;凹模的上方设有盖板,盖板的边缘与设置在底板上的导柱滑动连接,盖板的中部开设有燕尾槽,燕尾槽内装有滑块,滑块上对称装有镦挤冲头及反挤压冲头,滑块的侧部装有可供滑块移动的动力机构。
7.进一步地,预应力圈的中部开设有上小下大的凹模孔,凹模孔内安装有凹模,且预应力圈上设有进水通道、出水通道,进水通道与设置在预应力圈中部内侧的进水冷却环槽连通,出水通道与设置在预应力圈中部内侧的出水冷却环槽连通,且进水冷却环槽与出水冷却环槽之间通过溢流槽连通。
8.进一步地,盖板的一侧装有用于镦挤时限制滑块行程的第一限位块,盖板的另一侧装有用于反挤压时限制滑块行程的第二限位块。
9.进一步地,滑块的底部可拆卸装有镦挤冲头固定套,镦挤冲头固定套内侧开设有锥形安装孔,且镦挤冲头安装在锥形安装孔内,镦挤冲头的顶部装有上垫板。
10.进一步地,滑块的底部还可拆卸装有反挤压冲头固定套,反挤压冲头固定套内侧装有冲头保护套,冲头保护套内侧开设有上大下小的定位安装孔,且反挤压冲头安装在定
位安装孔内,反挤压冲头的顶部装有上垫板。
11.进一步地,盖板的底部装有导套,且导柱安装在导套内。
12.进一步地,底板的顶部与模座接触处装有下垫板,所述模座与预应力圈安装处设有沉孔,模座的两侧开有起吊孔。
13.进一步地,滑块及盖板上对应开设有多个通气孔。
14.进一步地,燕尾槽的两侧角度为10
°‑
15
°
。
15.本发明还公开了一种铜合金铸镦挤方法,包括以下步骤:1)、将熔化好的铜合金浇注在由凹模和大顶杆形成的模腔内;2)、初始位时,滑块侧部与第一限位块接触,此时镦挤冲头与凹模对中,当模腔内的铜合金温度下降至镦挤温度150℃-250℃后,压力机开始动作,带动盖板及镦挤冲头下移,镦挤冲头与模腔内的铜合金配合进行镦挤;3)、完成镦挤工步后,压力机动作,使盖板及镦挤冲头抬起,之后滑块的侧部的滑块移动油缸动作,带动滑块水平移动,当滑块侧部与第二限位块接触时,滑块上的反挤压冲头与凹模对中,滑块移动油缸不再动作;4)、之后压力机动作带动盖板、反挤压冲头下移,完成反挤压;5)、之后压力机滑块抬起后信号反馈给顶出油缸,顶出油缸顶出油缸动作,大顶杆上移顶出挤压件即毛坯,之后顶出油缸回位,同时滑块移动油缸动作,使镦挤冲头与凹模对中,进入下一个工作循环。
16.本发明相对于现有技术,具有以下有益效果:本发明可用于高强度铜合金套类零件加工毛坯的制造,也可用于同类其它零件加工毛坯的制造,本发明将金属型铸造、温镦挤、冷反挤压集于一体,应用一套模具,实现三个功能,可连续生产,提高了铜合金套类零件的生产效率。
17.本发明盖板上燕尾槽与滑块上燕尾配研,以保证适当间隙并移动灵活,优选为12
°
,既保证了滑块的灵活移动,又保证了防止冲头折断,保证燕尾槽与燕尾在铸镦挤模具上合理的间隙。
18.本发明凹模孔设置成上小下大带有锥度的孔,锥度为1度30分,一是达到凹模自锁的目的,二是压合配合方便。
19.本发明通过在预应力圈上设置进水冷却环槽、出水冷却环槽,达到降低模具温度、保护凹模、急冷铜合金液的作用。
20.本发明通过将反挤压冲头通过反挤压冲头固定套及冲头保护套安装,可保证反挤冲头的强度,防止反挤压时冲头折断。本发明通过镦挤冲头固定套与镦挤冲头上部通过锥面安装,保证了二者的定位,通过设置上垫板,可防止滑块压陷。本发明通过在滑块及盖板上对应开设有多个通气孔,方便通气且方便更换垫板。
21.本发明第一定位块及第二定位块安装在盖板两端,用于滑块移动限位,并保证镦挤冲头和反挤压冲头的对中。滑块移动油缸安装在盖板的端面处,其活塞杆又与滑块用螺纹连结,油缸动作时,通过滑块带动镦挤冲头和反挤压冲头换位。
附图说明
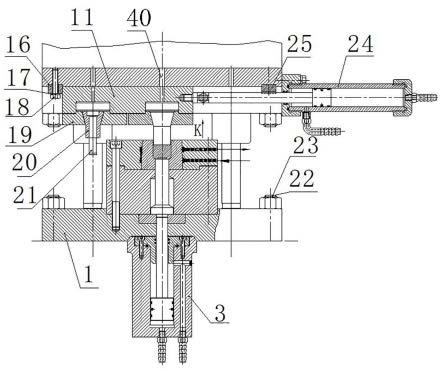
22.图1为本发明的主视图。
23.图2为本发明的侧视图。
24.图3为本发明图1的k向视图。
25.图4为本发明图盖板的结构示意图。
26.图5为本发明滑块的结构示意图。
27.图6为本发明模座的结构示意图。
28.图7为本发明预应力圈的结构示意图。
29.图8为本发明镦挤冲头的结构示意图。
30.图9为本发明镦挤冲头固定套的结构示意图。
31.图10为本发明冲头保护套的结构示意图。
32.图11为本发明大顶杆的结构示意图。
33.图12为本发明铸造、温镦挤示意图。
34.图13为本发明反挤压示意图。
35.图14本发明顶出挤压件示意图。
36.图15为本发明铸镦挤加工后的零件示意图。
37.附图标记含义如下:1.底板;2.内六角螺钉;3.顶出油缸;4.下垫板;5.大顶杆;6.模座;7.预应力圈;8.凹模;9.镦挤冲头;10.盖板;11.滑块;12.上垫板;13.镦挤冲头固定套;14.导套;15.导柱;16.第一限位块;17.标准型弹簧垫圈;18.六角头螺栓;19.反挤压冲头固定套;20.冲头保护套;21.反挤压冲头;22.t形螺栓;23.六角螺母;24.滑块移动油缸;25.第二限位块;26.重型弹簧垫圈;27.六角头螺栓;28.燕尾槽;29.锥形安装孔;30.上部圆锥段;31.下部圆柱段;32.进水冷却环槽;33.出水冷却环槽;34.溢流槽;35.凹模孔;36.沉孔;37.凸起;38.起吊孔;39.定位安装孔;40.通气孔。
具体实施方式
38.下面结合附图和具体实施方式对本发明作进一步说明。
39.如图1-11所示,一种铜合金铸镦挤模具,包括底板1,底板1上加工有模座定位孔、大顶杆安装孔、两个导柱安装孔及模具在工作台上定位锥孔等。模座6与底板1 h7/h6间隙配合。模座6上装有预应力圈7(通过内六角螺栓连接),预应力圈7的中部开设有上小下大的凹模孔35,凹模孔35锥度为1度30分,凹模孔35内安装有凹模8,且预应力圈7上设有进水通道、出水通道,进水通道与设置在预应力圈7中部内侧的进水冷却环槽32连通,出水通道与设置在预应力圈7中部内侧的出水冷却环槽33连通,且进水冷却环槽32与出水冷却环槽33之间通过溢流槽34连通。
40.预应力圈7与凹模8加工时配研,并用热压方法压装在一起,安装在模座6上,模座6与预应力圈7安装处设有沉孔36,模座6、预应力圈7压装组合件用螺栓固定在底板1上。底板1通过t形螺栓22及六角螺母23紧固在工作台上。底板1的底部装有顶出油缸3,底板1的顶部与模座6接触处装有下垫板4,下垫板4可更换,模座6的两侧开有起吊孔38。
41.大顶杆5安放在下垫板4上并通过模座6顶端与凹模8形成模腔。顶出油缸3安装在压力机工作台上的孔中,其上端锥面用来与底板定位锥孔配合。
42.凹模8的上方设有盖板10,盖板10的边缘与设置在底板1上的导柱15滑动连接,盖板10的底部装有导套14,且导柱15上端安装在导套14内,导柱15用过盈配合安装在底板1的
孔中。
43.盖板10的中部开设有燕尾槽28,燕尾槽28的两侧角度为10
°‑
15
°
,本实施例中优选12
°
,燕尾槽28内装有滑块11。滑块11上开设有两个盲孔,一个盲孔用于安装镦挤冲头9,另一个盲孔用于安装反挤压冲头21,滑块11的底部通过螺栓装有镦挤冲头固定套13,镦挤冲头固定套13内侧开设有锥形安装孔29,且镦挤冲头9由上部圆锥段30及下部圆柱段31组成,上部圆锥段30与竖直方向的夹角为15
°
,上部圆锥段30配合安装在锥形安装孔29内,镦挤冲头9的顶部装有上垫板12。镦挤冲头9与镦挤冲头固定套13通过15
°
锥面配加工。镦挤冲头9的顶部装有上垫板12。滑块11的底部通过紧固螺栓装有反挤压冲头固定套19,反挤压冲头固定套19内侧装有冲头保护套20,冲头保护套20内侧开设有上大下小的定位安装孔39,且反挤压冲头21安装在定位安装孔39内,反挤压冲头21的顶部装有上垫板12。且镦挤冲头固定套13、反挤压冲头固定套19与滑块11上的盲孔间隙配合。反挤压冲头固定套19与冲头保护套20通过15
°
锥面配加工。
44.滑块11及盖板10上对应开设有多个通气孔40,滑块11的侧部通过重型弹簧垫圈26、六角头螺栓27装有滑块移动油缸24。盖板10的一侧装有用于镦挤时限制滑块11行程的第一限位块16,盖板10的另一侧装有用于反挤压时限制滑块11行程的第二限位块25。第一限位块16、第二限位块25均通过标准型弹簧垫圈17、六角头螺栓18紧固在盖板10上。盖板10通过紧固螺栓安装在压力机上。
45.本发明步骤如下:如图12所示,切屑、废料头和废零件熔化好的铜合金浇注在由凹模8和大顶杆5形成的模腔内,初始位时,滑块11侧部与第一限位块16接触,此时镦挤冲头9与凹模8对中,当温度下降到镦挤温度150℃-250℃后,温度仪给压力机动作信号,镦挤冲头9进行镦挤。
46.本发明通过镦挤一方面压平铸造时形成的端面收缩凹坑,防止下工步冷挤压冲头折断和挤压件内、外圆的偏心,另一方面压实和焊合铸造缺陷。
47.如图13所示,完成镦挤工步后压力机滑块抬起一定距离,滑块移动油缸24动作,当滑块11侧部与第二限位块25接触时,滑块11上的反挤压冲头21与凹模8对中,滑块移动油缸24不再动作,压力机滑块下移完成反挤压。
48.本发明通过反挤压可挤压出工件内孔,同时保证了毛坯的高度,并进一步强化了毛坯。
49.如图14所示,压力机滑块抬起后信号反馈给顶出油缸3,顶出油缸3动作,顶出挤压件即毛坯。顶出油缸3回位。同时滑块移动油缸24动作,使镦挤冲头9与凹模8对中,进入下一个循环。
50.本发明不涉及铜合金熔化、压力机自动控制部分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1