一种超音速线材火焰喷枪的制作方法
[0001]
本实用新型涉及超音速线材火焰喷枪技术领域,具体为一种超音速线材火焰喷枪。
背景技术:
[0002]
目前国内线材喷涂一般都采用电弧喷枪,电弧喷枪喷涂的特点是操作简单,喷涂成本相对比较低,喷涂的涂层比较粗,结合强度也相对比较低,而当我们对线材喷涂的涂层要求更细腻一点,结合强度更高一点,电弧喷枪就显得有点力不从心。
[0003]
所以如何设计一种超音速线材火焰喷枪,成为我们当前要解决的问题。
技术实现要素:
[0004]
针对上述情况,为克服现有技术的缺陷,本实用新型提供一种超音速线材火焰喷枪,有效的解决了电弧喷枪操作简单,喷涂的涂层比较粗,结合强度也相对比较低的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:本实用新型包括手柄,所述手柄顶端安装有枪体,枪体外侧下部安装有送气组件,枪体外侧位于送气组件上方位置处安装有送丝组件;
[0006]
所述送气组件包括进气板、接头、单向阀、进气管、喷嘴和空气帽,枪体外侧下部固定有进气板,进气板外侧中部设置有接头,接头内部安装有单向阀,枪体内部嵌有进气管,进气管一端与接头连接,进气管远离接头一端固定有喷嘴,枪体位于喷嘴外部套接有空气帽。
[0007]
优选的,所述送丝组件包括电机、蜗杆、涡轮、转轴、送丝轮和送丝管道,枪体外侧上部固定有电机,电机输出端通过蜗杆转动连接有涡轮,涡轮外侧啮合连接有转轴,转轴外侧上部固定有送丝轮,枪体内部对应送丝轮嵌有送丝管道。
[0008]
优选的,所述转轴外侧开设有与涡轮配合使用的螺纹。
[0009]
优选的,所述枪体外侧对应喷嘴位置处设置有耐高温密封圈。
[0010]
优选的,所述手柄外侧上部设置有电源开关。
[0011]
本实用新型喷涂出的涂料更加细腻,表面粗糙度可以提高至ra6左右,提高了结合强度,结合强度可以达到50mpa左右,涂层质量得到明显的提升,该装置能够满足对涂层要求更高的场合使用,尤其是喷涂钼丝时更显得得心应手。
附图说明
[0012]
附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
[0013]
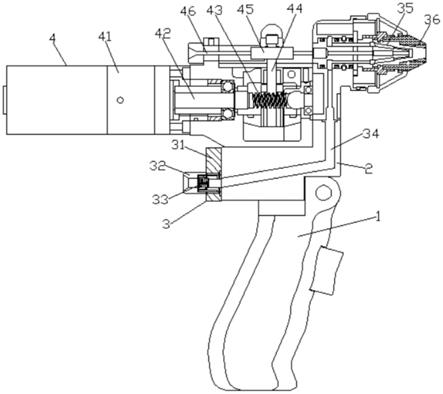
图1是本实用新型的整体结构剖面示意图;
[0014]
图2是本实用新型的送气组件结构示意图。
[0015]
图中标号:1、手柄;2、枪体;3、送气组件;31、进气板;32、接头; 33、单向阀;34、进
气管;35、喷嘴;36、空气帽;4、送丝组件;41、电机; 42、蜗杆;43、涡轮;44、转轴;45、送丝轮;46、送丝管道。
具体实施方式
[0016]
下面结合附图1-2对本实用新型的具体实施方式做进一步详细说明。
[0017]
实施例一,由图1和图2给出,本实用新型包括手柄1,所述手柄1顶端安装有枪体2,枪体2外侧下部安装有送气组件3,枪体2外侧位于送气组件 3上方位置处安装有送丝组件4;
[0018]
送气组件3包括进气板31、接头32、单向阀33、进气管34、喷嘴35和空气帽36,枪体2外侧下部固定有进气板31,进气板31外侧中部设置有接头32,接头32内部安装有单向阀33,防止气体向外泄露,枪体2内部嵌有进气管34,进气管34一端与接头32连接,进气管34远离接头32一端固定有喷嘴35,混合气体通过喷嘴35喷出形成火焰对丝材进行融化,枪体2位于喷嘴35外部套接有空气帽36。
[0019]
实施例二,在实施例一的基础上,送丝组件4包括电机41、蜗杆42、涡轮43、转轴44、送丝轮45和送丝管道46,枪体2外侧上部固定有电机41,电机41输出端通过蜗杆42转动连接有涡轮43,涡轮43外侧啮合连接有转轴 44,转轴44外侧上部固定有送丝轮45,电机41通过涡轮43与转轴44之间的旋合连接带动送丝轮45转动,从而实现送丝过程,枪体2内部对应送丝轮 45嵌有送丝管道46。
[0020]
实施例三,在实施例二的基础上,转轴44外侧开设有与涡轮43配合使用的螺纹,便于送丝的进行。
[0021]
实施例四,在实施例一的基础上,枪体2外侧对应喷嘴35位置处设置有耐高温密封圈,增强该装置的密封性。
[0022]
实施例五,在实施例一的基础上,手柄1外侧上部设置有电源开关,便于该装置的使用。
[0023]
本实用新型使用时电机41通过蜗杆42带动涡轮43转动,涡轮43与转轴44通过螺纹啮合连接,所以转轴44随着涡轮43运动而转动,转轴44带动送丝轮45转动,送丝轮45将丝材送至枪体2内部,丙烷、氧气和压缩空气作为燃料从单向阀33被送入进气管34内,然后从喷嘴35喷出来融化丝材,超音速线材火焰喷枪采用丙烷、氧气和压缩空气作为燃料,通过质量流量计控制各自不同的流量,来达到一定的混合比,使喷枪喷出的火焰产生一个高温高速超音速焰流来熔化线材,同时可以通过调节电机41的调速来通过调节送丝速度和各气体流量来适应喷涂各种不同熔点的丝材,由于采用质量流量计控制流量,使得喷涂火焰很稳定,各种不同丝材的喷涂参数都可以储存在 plc电脑里,给操作人员在喷涂加工时提供了更多的便利,最主要的是表面粗糙度可以提高至ra6左右,结合强度可以达到50mpa左右,涂层质量得到明显的提升。
[0024]
本实用新型喷涂出的涂料更加细腻,表面粗糙度可以提高至ra6左右,提高了结合强度,结合强度可以达到50mpa左右,涂层质量得到明显的提升,该装置能够满足对涂层要求更高的场合使用,尤其是喷涂钼丝时更显得得心应手。
[0025]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员
来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1