一种镁合金猫头夹压铸模具的制作方法
1.本实用新型是一种镁合金猫头夹压铸模具,属于压铸模具技术领域。
背景技术:
2.随着技术的不断发展,金属压铸模具在工业生产中得到了广泛的应用,一般而言,压铸模具都是在较高的工作温度下工作的,工作时,需要将熔融的金属液以高压高速的方式注入模具的型腔内。现有的铝镁合金压铸件生产时不仅需要进行浇铸,同时需要对浇铸件进行加压,现有的模具需要手动进行操作,但是镁合金融化温度较高,人工操作时需要小心谨慎,当工作人员接触到高温金属溶液或者模具时,将会对工作人员身体造成烫伤损害,因此生产效率较低;除此之外,现在有的压铸件模具散热效率较低,非常影响压铸件的生产效率。因此,本实用新型提供一种镁合金猫头夹压铸模具来解决以上问题。
技术实现要素:
3.针对现有技术存在的不足,本实用新型目的是提供一种镁合金猫头夹压铸模具,通过增加压铸段、定位段、盒盖、压杆、压模以及冷却水管,以解决上述背景技术中提出的问题,其结构简单,加压安全方便,散热速度快,提升了生产效率。
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种镁合金猫头夹压铸模具,包括压铸段、定位段、盒盖、压杆、压模以及冷却水管,所述压铸段上侧设置有定位段,所述定位段上侧设置有盒盖,所述盒盖下侧设置有定位块,所述定位块下侧设置有压模,所述压模下侧开设有模腔,所述盒盖上侧设置有导向筒,所述导向筒左侧设置有浇注口,所述导向筒内部设置有推杆,所述推杆上端头设置有压块,所述压铸段外表面设置有多组冷却水管。
5.进一步地,所述压铸段和定位段为一个整体且内部互通,所述压铸段和定位段的横截面均为正方形,且二者的中心数轴在同一轴线上,所述压铸段水位横截面边长为定位段横截面边长的一半。
6.进一步地,所述压铸段前后左右四个端面上各设置有三组冷却水管,所述冷却水管背向压铸段的端面上侧开设有出水口,所述冷却水管下端面开设有进水口。
7.进一步地,所述定位块上端面和盒盖下端面固定连接,所述定位块卡设在定位段内部,所述盒盖通过多组定位螺栓和定位段上端面固定连接。
8.进一步地,所述导向筒从盒盖上端面中心依次贯穿盒盖、定位块以及压模,所述导向筒与盒盖和定位块之间活动连接,所述导向筒和压模之间固定连接,所述导向筒下端口所在平面和压模下端面持平。
9.进一步地,所述浇注口左高右低,所述推杆的直径和导向筒内腔相同,所述推杆的上下长度和导向筒的上下长度相同。
10.本实用新型的有益效果:本实用新型的一种镁合金猫头夹压铸模具,通过增加压铸段、定位段、盒盖、压杆、压模以及冷却水管,通过定位块和定位段的卡合固定再加上定位
螺栓的固定,实现压模精确的进入模腔,同时保证在压铸过程中不会出现松动的现象,从浇注口向模腔内部定量注入镁合金液体,之后从压块上端面对压块施压,进而使得推杆在导向筒内部下移,当推杆下端面与导向筒下端面持平时,压块压在导向筒上端面,这时压块将压力整体传输到导向筒,进而使得压模对模腔内部进行下压,使得模腔内部的压铸件更加紧密,通过从进水口向冷却水管内部输送冷却水,吸收热量的冷却水从出水口流出将热量带走,可实现压铸段快速降温,在实际使用的时候,更适合应用于压铸模具技术领域。
附图说明
11.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
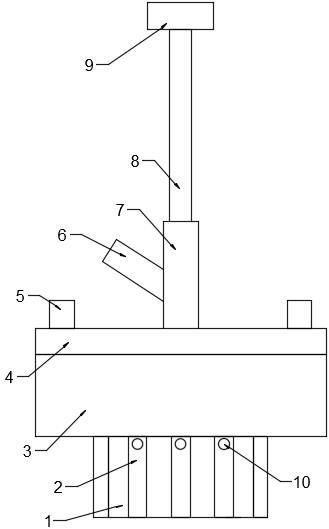
12.图1为本实用新型一种镁合金猫头夹压铸模具的正视图;
13.图2为本实用新型一种镁合金猫头夹压铸模具的正视剖视图;
14.图3为本实用新型一种镁合金猫头夹压铸模具的仰视图;
15.图中:1
‑
压铸段、2
‑
冷却水管、3
‑
定位段、4
‑
盒盖、5
‑
定位螺栓、6
‑
浇注口、7
‑
导向筒、8
‑
推杆、9
‑
压块、10
‑
出水口、11
‑
进水口、12
‑
定位块、13
‑
压模、14
‑
模腔。
具体实施方式
16.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
17.请参阅图1
‑
图3,本实用新型提供一种技术方案:一种镁合金猫头夹压铸模具,包括压铸段1、定位段3、盒盖4、压杆、压模13以及冷却水管2,压铸段1上侧设置有定位段3,定位段3上侧设置有盒盖4,盒盖4下侧设置有定位块12,定位块12下侧设置有压模13,压模13下侧开设有模腔14,盒盖4上侧设置有导向筒7,导向筒左侧设置有浇注口6,导向筒7内部设置有推杆8,推杆8上端头设置有压块9,压铸段1外表面设置有多组冷却水管2。
18.压铸段1和定位段3为一个整体且内部互通,压铸段1和定位段3的横截面均为正方形,且二者的中心数轴在同一轴线上,压铸段1水位横截面边长为定位段3横截面边长的一半,压铸段1前后左右四个端面上各设置有三组冷却水管2,冷却水管2背向压铸段1的端面上侧开设有出水口10,冷却水管2下端面开设有进水口11,定位块12上端面和盒盖4下端面固定连接,定位块12卡设在定位段3内部,盒盖4通过多组定位螺栓5和定位段3上端面固定连接,导向筒7从盒盖4上端面中心依次贯穿盒盖4、定位块12以及压模13,导向筒7与盒盖4和定位块12之间活动连接,导向筒7和压模13之间固定连接,导向筒7下端口所在平面和压模13下端面持平,浇注口6左高右低,推杆8的直径和导向筒7内腔相同,推杆8的上下长度和导向筒7的上下长度相同。
19.作为本实用新型的一个实施例:通过定位块12和定位段3的卡合固定再加上定位螺栓5的固定,实现压模13精确的进入模腔14,同时保证在压铸过程中不会出现松动的现象,从浇注口6向模腔14内部定量注入镁合金液体,之后从压块9上端面对压块9施压,进而使得推杆8在导向筒7内部下移,当推杆8下端面与导向筒7下端面持平时,压块9压在导向筒7上端面,这时压块9将压力整体传输到导向筒7,进而使得压模13对模腔14内部进行下压,使得模腔14内部的压铸件更加紧密,通过从进水口11向冷却水管2内部输送冷却水,吸收热
量的冷却水从出水口10流出将热量带走,可实现压铸段1快速降温,本实用新型结构简单,加压安全方便,散热速度快,提升了生产效率。
20.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
21.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1