食品级炊具的铸件及其制备方法与流程
1.本技术涉及炊具技术领域,尤其涉及食品级炊具的铸件及其制备方法。
背景技术:
2.随着科技发展,食物加工方面也越加精细,使得部分对人体有益的物质随“废物”在加工环节脱离食物,人们通过食物获得这些有益物质的路径则变得偏窄。此时,另一条曲径被发现——使用铸铁锅炒菜做饭时,加热到一定程度,铸铁锅中一些铁离子会渗入到食物中,进而被人体吸收,起到补血的作用,并且经过实验证明,精铁锅和钢锅都没有此功能,加之铸铁锅传热比较均匀、寿命较高,且是我国传统炊具,这就更加凸显出铸铁锅在炊具领域的地位。
3.作为一种工业批量制品,它不像手工铸锅,缺陷少合格率高。近年来国外的消费者也发现铸铁锅的诸多好处,也纷纷选择铸铁类炊具,如炖锅、炒锅、奶锅、煎盘等等;国内市场更是经过了几次不良事件,推动铸铁锅生产、加工技术不断进步,同时,追求美亦是时代发展的内在需要和某些功能的外在表现,因此,一般会选择喷涂搪瓷、植物油等表面处理方法对铸铁锅的外观进行装饰,以上各方面均对铸件本体有严格要求。
4.在铸件生产中会遇到很多问题,如生铁加入过多导致石墨组织粗大、铸件硬度低、质地较软,饼铛、板类炊具的铸件本体易发生变形。
5.因此,本技术旨在设计一种食品级炊具的铸件及其制备方法,在不影响铸件其他性能的前提下,降低生铁质量百分比,解决铸件易变形的问题。
技术实现要素:
6.为克服相关技术中存在的问题,本技术提供一种食品级炊具的铸件及其制备方法,该食品级炊具的铸件及其制备方法,能够有效改善铸件质地,进而防止铸件变形。
7.本技术第一方面提供一种食品级炊具的铸件,所述铸件的原料包括:生铁、废钢和回炉料;
8.所述生铁的质量百分比为0%-15%;
9.所述废钢的质量百分比为10%-35%;
10.所述回炉料的质量百分比为50%-70%。
11.在一种实施方式中,所述原料混合形成的所述铸件中,各元素成分质量百分比为:
12.碳:3.6%-3.8%;
13.硅:2.30%-2.45%;
14.锰:0.45%-0.6%;
15.磷:0.07%-0.09%;
16.硫:0.06%-0.07%。
17.本技术第二方面提供一种食品级炊具的铸件制备方法,用于制备所述铸件,包括:
18.熔化:按照配料单进行原料的配料,通过计算确定需预加的添加剂,将所述原料和
所述添加剂倒入中频炉进行熔化,形成铁水,所述添加剂为所缺成分的补充剂;
19.成分质量分析:当熔化后的铁水温度达到1430℃以上时取光谱和碳杯式样进行成分质量分析;若所述成分质量不满足熔化后铁水的要求,则进行所缺成分的添加,直至所述成分质量满足熔化后铁水的要求;若所述成分质量满足熔化后铁水的要求,则进行高温静置;
20.转包孕育:在高温静置完成后,清理高温静置后的铁水表面浮渣并进行出水,将所述铁水倒入转运包后,将孕育剂放入所述转运包内;
21.浇注:将所述转运包内的铁水倒入浇注包并进行打渣测温,当温度达到1410℃-1430℃后开始浇注,控制所述铁水进入所述浇注包底部的砂芯内,当所述浇注包内铁水剩余100kg-300kg时再次进行温度测量和成分质量分析,若浇注后铁水的温度大于1360℃且成分质量满足浇注后铁水的要求,则正常生产,形成铸件。
22.在一种实施方式中,所述浇注之后,还包括:后续处理;
23.所述后续处理为:将所述铸件进行砂芯冷却、落砂、浇道分离、抛丸和打磨后包装入库。
24.在一种实施方式中,所述将所述原料和所述添加剂倒入中频炉进行熔化,包括:
25.将所述原料按照废钢、生铁、回炉料的顺序倒入所述中频炉进行熔化,并在所述原料进行熔化的过程中倒入所述添加剂进一步熔化。
26.在一种实施方式中,所述当熔化后的铁水温度达到1430℃以上时开始取光谱和碳杯式样进行成分质量分析,包括:
27.分析所述熔化后的铁水中各成分质量百分比是否为:
28.碳:3.7%-3.8%;
29.硅:2.15%-2.25%;
30.锰:0.5%-0.6%;
31.磷:0.07%-0.09%;
32.硫:0.06%-0.07%;
33.若是,则所述成分质量满足熔化后铁水的要求;
34.若否,则所述成分质量不满足熔化后铁水的要求。
35.在一种实施方式中,所述若所述成分质量满足熔化后铁水的要求,则进行高温静置,包括:
36.若所述成分质量满足熔化后铁水的要求,则在1500℃-1530℃下进行5-10分钟的高温静置。
37.在一种实施方式中,所述孕育剂的质量占所述转运包内的铁水质量的0.3%。
38.在一种实施方式中,所述当所述浇注包内铁水剩余100kg-300kg时再次进行温度测量和成分质量分析之后,包括:
39.若浇注后铁水的温度小于等于1360℃,则将所述浇注包内的铁水倒进残铁盆进行废弃处理;
40.若成分质量不满足浇注后铁水的要求,则将成型件取出单独放置。
41.在一种实施方式中,所述当所述浇注包内铁水剩余100kg-300kg时再次进行成分质量分析,包括:
42.分析所述浇注包内铁水中各成分质量百分比是否为:
43.碳:3.6%-3.8%;
44.硅:2.30%-2.45%;
45.锰:0.45%-0.6%;
46.磷:0.07%-0.09%;
47.硫:0.06%-0.07%;
48.若是,则所述成分质量满足浇注后铁水的要求;
49.若否,则所述成分质量不满足浇注后铁水的要求。
50.本技术提供的技术方案可以包括以下有益效果:
51.本技术通过对食品级炊具的铸件原料质量百分比进行改进,将生铁的质量百分比控制在0%-15%之间,废钢的质量百分比控制在10%-35%之间,回炉料的质量百分比控制在50%-70%之间,降低了炊具的铸件原料中生铁的质量百分比,由于生铁为铸造过程中碳的主要来源,降低生铁质量百分比相当于降低碳的质量百分比,当碳化物在工作温度和应力作用下分解成游离的石墨时,铸造表面析出的石墨组织减小,经过实验证明,相比传统方式,本技术析出的石墨组织显著减小,由于石墨质地较软,若石墨组织太大会导致炊具铸件质地较软,炊具铸件易发生变形,因此本技术能够有效改善铸件质地,进而防止铸件变形。
52.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
53.通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
54.图1是传统方法下的炊具铸件石墨金相图;
55.图2是本技术实施例示出的炊具铸件石墨金相图;
56.图3是本技术实施例示出的炊具铸件制备方法流程图;
57.图4是传统方式下的炊具铸件边缘渗碳体金相图;
58.图5是本技术实施例示出的炊具铸件边缘渗碳体金相图。
具体实施方式
59.下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
60.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
61.应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信
息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
62.在铸件生产中会遇到很多问题,如生铁加入过多导致石墨组织粗大、铸件硬度低、质地较软,饼铛、板类炊具的铸件本体易发生变形。
63.针对上述问题,本技术实施例提供一种食品级炊具的铸件及其制备方法,在不影响铸件其他性能的前提下,降低生铁质量百分比,解决铸件易变形的问题。
64.以下结合附图详细描述本技术实施例的技术方案。
65.实施例一
66.该食品级炊具的铸件原料包括:生铁、废钢和回炉料,生铁的质量百分比为0%-15%,废钢的质量百分比为10%-35%,回炉料的质量百分比为50%-70%,其中,生铁可以为铸造生铁,也可以是球铁生铁,此处不作限定,可根据偏好或市场价格进行选择;废钢中锰含量可以小于0.9%,为了降低成本,可以使用单一品种钢屑;回炉料为铸造车间的废铸件、浇口和/或冒口等废金属送回熔炉重熔的炉料。
67.原料质量百分比在波动范围内变化,产品的质量无明显变化,但当主材发生变化,如z14生铁转换为z22生铁时,产品质量存在波动,需有一缓冲期或改变孕育量来稳定质量。
68.本实施例中,采用q10生铁:10%、废钢:30%和回炉料:60%。
69.由于生铁为原料中碳的主要来源,在工作温度和应力的作用下,会使碳化物分解成游离的石墨,并从铸件表面析出,由于石墨中碳原子层与层之间距离大,结合力小,各层可以滑动,所以石墨的密度比金刚石小,质软并有滑腻感,若析出的石墨组织过大,则会导致铸件质地太软,容易变形。
70.图1是传统方法下的炊具铸件石墨金相图;
71.图2是本技术实施例示出的炊具铸件石墨金相图。
72.参见图1-2,传统方式下生铁质量百分比为40%,本实施例中生铁质量百分比为10%,经过对比可以看出,本实施例中析出的石墨组织显著减小。
73.从上述实施例一可以得到以下有益效果:
74.本实施例通过对食品级炊具的铸件原料质量百分比进行改进,将生铁的质量百分比控制在0%-15%之间,废钢的质量百分比控制在10%-35%之间,回炉料的质量百分比控制在50%-70%之间,降低了炊具的铸件原料中生铁的质量百分比,由于生铁为铸造过程中碳的主要来源,降低生铁质量百分比相当于降低碳的质量百分比,当碳化物在工作温度和应力作用下分解成游离的石墨时,铸造表面析出的石墨组织减小,经过实验证明,相比传统方式,本技术析出的石墨组织显著减小,由于石墨质地较软,若石墨组织太大会导致炊具铸件质地较软,炊具铸件易发生变形,因此实施例能够有效改善铸件质地,进而防止铸件变形。
75.实施例二
76.在实际应用中,在实施例一的基础上,需要通过特定的制备方法将原料混合形成的铸件中各元素成分质量百分比控制在一定的范围内,以达到较好的铸造效果。
77.该铸件中各元素成分质量百分比为:
78.碳:3.6%-3.8%;
79.硅:2.30%-2.45%;
80.锰:0.45%-0.6%;
81.磷:0.07%-0.09%;
82.硫:0.06%-0.07%。
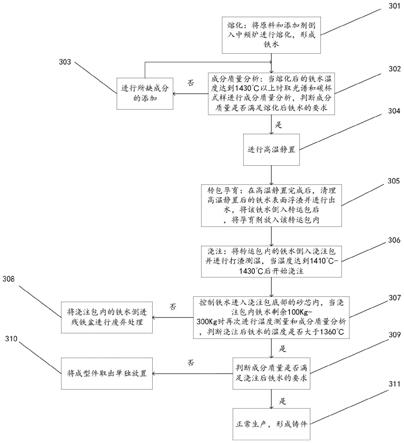
83.图3是本技术实施例示出的炊具铸件制备方法流程图。
84.301、熔化:将原料和添加剂倒入中频炉进行熔化,形成铁水;
85.其中,原料是按照配料单进行的配料,本实施例中,原料的质量百分比为q10生铁:10%、废钢:30%和回炉料:60%。
86.通过计算确定需预加的添加剂,该添加剂为所缺成分的补充剂,是根据熔化后铁水各元素的目标成分质量占比计算的理论值,该添加剂可以为增碳剂、硅铁等物质。
87.该目标成分质量占比为:
88.碳:3.7%-3.8%;
89.硅:2.15%-2.25%;
90.锰:0.5%-0.6%;
91.磷:0.07%-0.09%;
92.硫:0.06%-0.07%。
93.原料按照废钢、生铁、回炉料的顺序倒入中频炉进行熔化,并在原料进行熔化的过程中倒入添加剂进一步熔化。
94.302、成分质量分析:当熔化后的铁水温度达到1430℃以上时取光谱和碳杯式样进行成分质量分析,判断成分质量是否满足熔化后铁水的要求;
95.其中,碳杯式样用于检测碳含量和碳当量,光谱式样用于进行其他成分分析。
96.判断成分质量是否满足熔化后铁水要求的方法为:分析熔化后的铁水中各成分质量百分比是否为:
97.碳:3.7%-3.8%;
98.硅:2.15%-2.25%;
99.锰:0.5%-0.6%;
100.磷:0.07%-0.09%;
101.硫:0.06%-0.07%;
102.若是,则成分质量满足熔化后铁水的要求;
103.若否,则成分质量不满足熔化后铁水的要求。
104.此时的成分质量分析是针对实际生产过程中的铁水进行的,此时的铁水已经在原料混合的基础上添加了添加剂等混合物。
105.303、若成分质量不满足熔化后铁水的要求,则进行所缺成分的添加;
106.当碳的质量百分比低于3.7%时,可以加生铁补偿;当碳的质量百分比高于3.8%时,可以加废钢补偿;当锰的质量百分比低于0.5%时,可以加锰铁补偿等。
107.进行成分添加之后,再次进行成分质量分析,判断成分质量是否满足熔化后铁水的要求,若不满足熔化后铁水的要求,则继续进行成分添加及质量分析,以此循环;若满足
熔化后铁水的要求,则跳出该循环进入步骤304。
108.304、若成分质量满足熔化后铁水的要求,则进行高温静置;
109.该高温静置是在1500℃-1530℃下进行5-10分钟。
110.305、转包孕育:在高温静置完成后,清理高温静置后的铁水表面浮渣并进行出水,将该铁水倒入转运包后,将孕育剂放入该转运包内;
111.出水即为将铁水进行转运,出水量是每次转运铁水的质量,本实施例中,出水量为600kg
±
20kg。
112.孕育剂是一种可促进石墨化、减少白口倾向、改善石墨形态和分布状况、增加共晶团数量以及细化基体组织的物质。本实施例中采用硅钡孕育剂对铁水进行孕育处理。
113.306、浇注:将转运包内的铁水倒入浇注包并进行打渣测温,当温度达到1410℃-1430℃后开始浇注;
114.307、控制铁水进入浇注包底部的砂芯内,当浇注包内铁水剩余100kg-300kg时再次进行温度测量和成分质量分析,判断浇注后铁水的温度是否大于1360℃;
115.308、若浇注后铁水的温度小于等于1360℃,则将浇注包内的铁水倒进残铁盆进行废弃处理;
116.309、若浇注后铁水的温度大于1360℃,则判断成分质量是否满足浇注后铁水的要求;
117.判断成分质量是否满足浇注后铁水要求的方法为:分析浇注后的铁水中各成分质量百分比是否为:
118.碳:3.6%-3.8%;
119.硅:2.30%-2.45%;
120.锰:0.45%-0.6%;
121.磷:0.07%-0.09%;
122.硫:0.06%-0.07%;
123.若是,则成分质量满足浇注后铁水的要求;
124.若否,则成分质量不满足浇注后铁水的要求。
125.310、若成分质量不满足浇注后铁水的要求,则将成型件取出单独放置;
126.311、若成分质量满足浇注后铁水的要求,正常生产,形成铸件。
127.需要说明的是,由于生铁质量百分比减小使得铸件质地不至于太软,因而不再容易变形,但同时,为了避免铸件质地过硬,需要适当减少锰的质量百分比以补偿生铁质量百分比的减小,由于锰能够促进珠光体(铁素体和渗碳体一起组成的机械混合物)增加,当锰的质量百分比减少时,珠光体减少,又由于珠光体的强度、硬度较高,当珠光体减少时,铸件的强度和硬度也随之下降,因此能够避免铸件质地过硬,对生铁质量百分比的减小予以补偿。
128.与此同时,锰含量过高也会使得铸件的强度、硬度过大,因而脆性较大,碰撞时易发生裂缝,因此本实施例最终将锰的质量百分比控制在0.45%-0.6%,能够与各成分反应良好,使得铸件的硬度和强度既不会太大也不会太小。
129.从上述实施例二可以得到以下有益效果:
130.本实施例通过熔化、成分质量分析、转包孕育以及浇注,能够将铸件中各元素的成
分质量百分比控制在如下范围内,碳:3.6%-3.8%、硅:2.30%-2.45%、锰:0.45%-0.6%、磷:0.07%-0.09%以及硫:0.06%-0.07%,各元素成分在该质量百分比下相互反应、相互补偿,能够避免铸件质地太软或太硬,既不易变形又不易发生裂缝。
131.实施例三
132.在实际应用中,在以上实施例的基础上,还需要对铸件进行后续处理,以达到较好的铸造效果。
133.后续处理为:将铸件进行砂芯冷却、落砂、浇道分离、抛丸和打磨后包装入库。
134.砂芯是铸造生产中用以形成铸件内部结构,如内孔、腔等,砂芯的制作原料可以为原砂、铸造砂等,此处不作限定,本实施例中,采用潮膜砂制造砂芯,用以形成铸件的内腔。
135.该潮膜砂的各参数如下:
136.表一 潮膜砂参数表
[0137][0138]
其中,规格值为可接受范围,目标值相对规格值范围更小,是内部严格控制范围,该范围内潮膜砂性能波动更小。
[0139]
落砂是使铸型中的砂芯和铸件分离的工序,由于滚筒式落砂会使铸件产生裂缝、断把等缺陷,本实施例采用振动式落砂,并减少铸件落差高度以克服该缺陷。
[0140]
抛丸也是一种机械方面的表面处理工艺,分为抛丸清理和抛丸强化,抛丸清理是为了去除表面氧化皮等杂质,提高外观质量,抛丸强化就是利用高速运动的弹丸流连续冲击待强化的工件表面,迫使靶材表面和表层在循环性变形过程中发生以下变化:
[0141]
(1)显微组织结构发生改性;
[0142]
(2)非均匀的塑变外表层引入残余压应力,内表层产生残余拉应力;
[0143]
(3)外表面粗糙度发生变化。
[0144]
这些变化可提高材料/零件疲劳断裂抗力,防止疲劳失效、塑性变形与脆断,提高
疲劳寿命。
[0145]
本实施例中,抛丸时长为2-3分钟,打磨使用的研磨钢丸粒度为1.0毫米。
[0146]
从上述实施例三可以得到以下有益效果:
[0147]
本实施例对铸件进行砂芯冷却、落砂、浇道分离、抛丸以及打磨等后续处理,能够使得铸件减少裂缝、断把等缺陷,提高外观质量及疲劳寿命。
[0148]
实施例四
[0149]
在实际应用中,在以上实施例的基础上,还需要控制孕育剂的孕育量,以达到较好的铸造效果。
[0150]
在铸件凝固时,由于冷却速度等因素的不同,铸件表面某些部分会出现白口,白口指在结晶过程中没有石墨析出,铸件中的碳全部以渗碳体形式存在,断口呈银白色。
[0151]
为了防止白口的出现,一般在铸件过程中会添加孕育剂,促进铸件石墨化。
[0152]
本实施例中,孕育剂的孕育量为0.3%,即孕育剂的质量占转运包内的铁水质量的0.3%,与传统方式中孕育量为0.2%相比,由于孕育剂的加入能促进铸件石墨化,降低铸件的脆性,因此,适当增加孕育量能够减少铸件的裂缝和缺损,经过实验证明,本实施例的孕育量能够有效减少铸件的裂缝和缺损。
[0153]
同时,孕育剂作用时间有限且孕育衰退明显,在加入孕育剂后的一定时间内必须完成浇注才能保证孕育效果,由于传统的炉前孕育是在转包前加入孕育剂,可能存在孕育剂失效时仍未能完成浇注的问题,而转包孕育是在转包时加入孕育剂,缩短了从孕育剂起作用到浇注的时间,保证孕育剂在更长的浇注时间范围内起到孕育作用。
[0154]
实验证明,在转包孕育的基上增加孕育剂的孕育量至0.3%,能够进一步减少铸件的裂缝和缺损,有效提高铸件的合格率,如下表所示:
[0155]
表二 孕育量与孕育方式对比表(以72a平底锅为例)
[0156][0157]
由上表可知,当采用转包孕育,孕育量为0.3%时,相比传统方式采用炉前孕育,孕育量为0.2%,合格率由91%上升为97%,裂缝缺损率由8.4%下降为1.5%,即铸件合格率显著提高,裂缝缺损率显著下降。
[0158]
同时,由于孕育效果显著,铸件白口的现象也得以改善。
[0159]
图4是传统方式下的炊具铸件边缘渗碳体金相图;
[0160]
图5是本技术实施例示出的炊具铸件边缘渗碳体金相图。
[0161]
参见图4-5,渗碳体为图中针状图形,取样位置均为同一产品同一边沿位置,本实施例相比传统方式渗碳体显著减少,铸件白口现象也得到了明显改善。
[0162]
从上述实施例四可以得到以下有益效果:
[0163]
本实施例通过在转包孕育下提高孕育量至0.3%,有效缩短了从孕育剂起作用到浇注的时间,保证了孕育剂在更长的浇注时间范围内起到孕育作用,促进铸件的石墨化,一方面降低了铸件的脆性,从而使得铸件合格率显著提高,裂缝缺损率显著下降,另一方面减少了渗碳体,使得铸件白口问题得到改善。
[0164]
以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1