一种铬铝硼合金复合靶材及其制备方法与流程
1.本发明属于粉末冶金技术领域,特别涉及一种真空磁控溅射或多弧离子镀膜用铬铝硼合金复合靶材及其制备方法。
背景技术:
2.现代加工业的飞速发展对模具、刀具及刃具的综合性能提出了越来越高的要求,苛刻的服役条件要求以上工具必须具备更高的硬度、耐磨性、耐热性和足够的韧性及强度,现代硬质涂层的发展趋于多元化、纳米化和多层化。如在tin、crn等涂层里加入c、al、zr等元素形成固溶强化涂层,提高涂层的硬度、耐磨性和抗氧化性;加入si、b元素在涂层中生成包含纳米相和非晶相的纳米复合涂层,如tisin、tialsin等;通过梯度或多层的涂层设计提高涂层对基体的结合力、涂层韧性和抗裂纹扩展能力,实现各层所具有的复合功能等。而靶材作为涂层技术中的材料源,直接决定涂层种类和性能。
3.已知在alcrn涂层中加入iiia的b元素,通过形成alcrbn纳米复合结构,可显著提高涂层的硬度和耐磨性能,同时降低膜层残余应力。在高速干式加工中,能有效减少月牙湾磨损,从而提升刀具寿命。特别适用于如汽车、模具、医疗器械以及3c精密零部件用淬硬模具钢、冷硬铸铁、医用不锈钢、陶瓷复合材料、非晶合金等难加工材料的高速切削。
4.但是,当在alcr基靶材中添加导热性能很差的b元素时,随着b添加量增加,合金靶材的致密度不断降低,导热性能急剧下降,材料本征脆性显著增加。这不仅会降低涂层的沉积效率,出现更多的涂层表面大颗粒,影响涂层质量及使用寿命;同时靶材脆性增加使得靶材在较高功率或功率密度溅射时,装卡部位容易断裂失效。目前该类靶材的相关研究文献较少,专利技术更鲜有之。
技术实现要素:
5.本发明的目的在于提供一种铬铝硼合金复合靶材及其制备方法,采用该制备方法得到的铬铝硼合金靶材具有纯度高,致密度高,成分控制精准,组织均匀无偏析,导热性能和力学性更优,可以解决常规cralb靶材存在的脆性开裂问题。
6.为实现上述目的,本发明采用以下技术方案:
7.一种铬铝硼合金复合靶材,所述复合靶材具有双层结构,上层以铬铝硼合金靶材为基体,底层是铜背板,上层结合于底层上;所述铬铝硼合金靶材按原子百分比由以下成分组成:cr:19-70%,al:20-80%,b:0-30%,且b不为0。
8.上述铬铝硼合金复合靶材,作为一种优选实施方式,所述铬铝硼合金靶材,按原子百分比由以下成分组成:cr:20-60%(例如,25%、30%、40%、45%、50%或55%),al:30-70%(例如,35%、40%、45%、50%、55%、、60%、65%),b:0-20%(例如,2%、5%、10%、15%或18%),且b不为0。
9.上述铬铝硼合金复合靶材,作为一种优选实施方式,所述铬铝硼合金靶材的相对密度为98%以上,平均晶粒尺寸不大于70μm。
10.上述铬铝硼合金复合靶材,作为一种优选实施方式,所述上层和底层为冶金结合。
11.本发明中,用铜背板代替铬铝硼合金靶材基体中的一部分,铜背板与铬铝硼合金靶材之间是冶金结合,铬铝硼合金与铜形成扩散层,二者之间没有缝隙。本发明利用铜背板的高强度和高塑性,防止在高的溅射功率或功率密度下使用时装夹部位发生断裂或弯曲。
12.本发明还提供了上述铬铝硼合金复合靶材的制备方法,采用如下技术方案:
13.一种上述铬铝硼合金复合靶材的制备方法,采用crb2合金粉为原料,包括以下步骤:crb2合金粉的制备、cralb合金粉的制备、cralb锭坯的制备、预处理和cralb-cu复合靶材的制备;其中,
14.所述crb2合金粉的制备步骤中,将cr2o3、b4c、石墨在真空烧结炉中进行碳热还原,得到crb2合金块;将crb2合金块破碎成一定粒度的crb2合金粉,所述crb2合金粉中cr和b的原子比为1:2;
15.所述cralb合金粉的制备中,将cr粉、al粉以及crb2合金粉按照上述铬铝硼合金复合靶材的成分比例混合均匀,得到所需成分的cralb合金粉。
16.本发明采用crb2合金粉为原料制备cralb合金靶材,相对于采用b粉为原料的常规方法,b不会与al基体之间发生合金化反应,形成脆性合金相;而cr与b能够更好地合金化,从而提高cralb合金靶材的组织均匀性和导热性能。
17.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb锭坯的制备步骤中,将所述cralb合金粉装包套后脱气处理,得到脱气后的包套;然后对脱气后的包套进行热等静压处理,得到压制后的cralb锭坯。
18.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述预处理步骤中,分别对所述cralb锭坯和铜背板进行机加工、清洗,得到预处理后的cralb靶材和铜背板。
19.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb-cu复合靶材的制备步骤中,将预处理后的cralb靶材和铜背板相叠装入包套中,脱气后进行热等静压扩散焊,得到cralb-cu复合锭坯;对所述cralb-cu复合锭坯进行机加工和清洗,得到成品cralb-cu复合靶材。
20.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述crb2合金粉的制备步骤中,所用cr2o3、b4c、石墨粉的纯度均大于99.5%。
21.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述crb2合金粉的制备步骤中,所述crb2合金粉的粒度为-325目,优选地,所述破碎采用气流磨进行破碎。
22.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb合金粉的制备步骤中,铝粉的纯度为99.8wt%以上,平均粒度为15-45μm,cr粉的纯度为99.8wt%以上,粒度为-300目,crb2粉的纯度为99.5wt%以上,粒度为-325目。
23.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb锭坯的制备步骤中,所述脱气处理的温度为300-500℃,保温时间为4-40h,所述脱气处理的真空度控制在10-1
pa~10-3
pa。
24.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb锭坯的制备步骤中,所述热等静压处理温度为400-500℃,压力为100-140mpa,保温保压时间为2
~6h。
25.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb-cu复合靶材的制备步骤中,所述预处理后的cralb靶材尺寸为d164(
±
0.05)*10(
±
0.05)mm,表面粗糙度ra≤1.2μm;铜背板采用tu2无氧铜,预处理后的铜背板尺寸为d164(
±
0.05)*7(
±
0.05)mm,表面粗糙度ra=0.8~1.6μm。
26.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述预处理步骤中,cralb锭坯的清洗采用特定配比的酸液清洗,所述酸液为h3po4和hf的混合溶液;优选地,h3po4和hf的体积比为1~20:1。酸洗时间10-100s;铜背板的清洗采用体积百分比为10-40%的hno3溶液,酸洗时间10-60s。
27.进一步的,将清洗后的cralb锭坯和铜背板在真空干燥箱中烘干,烘干温度50-120℃,保温0.5-3h,真空度1~5pa。
28.采用本发明中的机加工方法,复合靶材能够达到所需光洁度要求,本发明的特定配比的酸液专门针对cralb靶材而设计,能够更好地对cralb靶材进行清洗,保证cralb靶材及cralb-cu复合靶材的综合性能。
29.上述铬铝硼合金复合靶材的制备方法中,作为一种优选实施方式,所述cralb-cu复合靶材的制备步骤中,所述热等静压扩散焊的温度为350-440℃,保温2-6h,压力100-120mpa。
30.采用本发明中的热等静压制度,在高温高压下,使铬铝硼基体与铜背板充分扩散,形成一定厚度的扩散层,从而形成冶金结合。由于铬铝硼基体与铜之间的扩散反应会放热,因而,如果热等静压的温度过高,反应过于剧烈,会使cralb基体发生合金化反应,影响靶材使用性能。
31.与现有技术相比,本发明具有如下有益效果:
32.(1)本发明制备的cralb合金靶材具有纯度高,致密度高,组织均匀无偏析,导热性能和塑性都有改善;
33.(2)本发明的复合靶材的复合结构保证了cralb靶材具有高的热导率和良好的综合力学性能;当该复合靶材在高的溅射功率或功率密度下使用时,靶材装夹部位能承受机械应力和热应力作用,既不会脆性断裂,也不会因塑性太好而受力弯曲翘曲。
附图说明
34.图1是本发明实施例1中复合靶材的结构图,其中,1为基体cralb合金靶材,2为铜背板。
35.图2是本发明实施例1中的沿图1中a-a剖线方向的复合靶材的结构图。
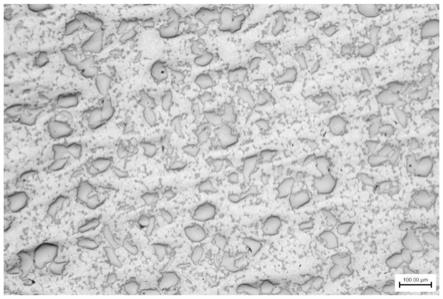
36.图3是本发明实施例1得到的cralb合金靶材的显微组织。
具体实施方式
37.下面结合具体实施例和说明书附图,进一步阐述本发明。应理解,这些实施例仅用于解释本发明而不用于限制本发明的范围。对外应理解,在阅读了本发明的内容之后,本领域技术人员对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
38.以下实施例中,复合靶材中的基体cralb靶材和铜背板的性能测试方法,采用instron 3369万能材料试验机测量力学性能,依据国标gb/t 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》进行;采用lfa-457激光导热仪测量导热系数,依据国标gb/t22588-2008《闪光法测量热扩散系数或导热系数》进行。
39.实施例1
40.一种铬铝硼合金复合靶材,是具有双层结构设计的复合靶材,上层是基体cralb合金靶材1(如图1和图2所示),按原子百分比由以下成分组成:cr=30%,al=60%,b=10%,简写作cralb30/60/10at%,底层是具有良好导热和力学性能的铜背板2(如图1和图2所示)。
41.该cralb30/60/10at%复合靶材的制备方法,包括如下具体步骤:
42.crb2合金粉(cr和b的原子比为1:2)的制备:将cr2o3、b4c、石墨粉在真空烧结炉中进行碳热还原,得到crb2合金块;将该crb2合金块破碎,过筛,得到-325目的crb2合金粉。
43.cralb合金粉的制备:将纯度2n8(即,99.8wt%)、-300目的铬粉,纯度2n8、平均粒度d50=25μm的铝粉,纯度2n8、粒度-325目的crb2,按照重量百分比cr:al:crb2=39.55wt%:49.25wt%:11.20wt%进行称重,加入三维混料机中进行混合,混粉时间6h,得到混合均匀的cralb合金粉。
44.cralb锭坯的制备:包括脱气处理和热等静压处理,具体如下:
45.脱气处理:将上述步骤制备得到的cralb合金粉装包套,置于脱气炉内脱气,脱气温度400℃,保温时间4h,保温时真空度控制在10-3
pa。
46.热等静压处理:对所述脱气处理后的包套封焊后放入热等静压设备中烧结,烧结温度450℃,保温时间3h,压力130mpa,得到cralb锭坯。
47.预处理:对热等静压处理后的cralb锭坯进行机加工,最终尺寸为d164.02(直径)*9.98mm(厚度),表面光洁度ra0.68μm,用体积百分比h3po4:hf=15:1的酸溶液清洗靶材表面,时间40s;铜背板机加工后的尺寸为d164.02*10mm,表面光洁度ra=1.0μm,用体积百分比为20%的hno3溶液清洁表面,时间25s;将清洗后的cralb合金靶材和铜背板一块放入真空干燥箱中烘干,烘干温度115℃,保温时间30min,烘箱保温真空度0.5pa,得到预处理后的cralb锭坯(即,cralb合金靶材)和铜背板。
48.cralb-cu复合靶材的制备:包括热等静压扩散焊、机加工、清洗,具体地:
49.将预处理后的cralb合金靶材(用1代指)和铜背板(用2代指),按照1212
……
顺序装包套,脱气后进行热等静压(hip)扩散焊,热等静压的温度为400℃,压力为110mpa,保温保压3h,得到复合锭坯;
50.对上述复合锭坯进行机加工和清洗,得到尺寸为d160*12mm的cralb-cu复合靶材,其中cralb合金靶材的靶层厚度8
±
1mm,铜背板厚度4
±
1mm(如图2所示)。
51.对上述复合靶材的基体cralb合金靶材进行分析,通过阿基米德排水法测量靶材的密度;通过化学分析测量靶材的纯度;通过nano measurer粒度评级软件对所制备靶材进行晶粒度评级;测试结果如表1所示。图3示出了本实施例得到的cralb合金靶材的显微组织,由图3可知,cralb合金靶材的组织均匀无偏析,这能够使cralb合金靶材用作硬质涂层时保证涂层表面颗粒的均匀性,从而保证涂层质量及使用寿命。
52.对上述复合靶材,分别在基体cralb合金靶材和铜背板取样,采用instron3369万
能材料试验机测量力学性能,依据国标gb/t 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》;采用lfa-457激光导热仪测量导热系数,依据国标gb/t22588-2008《闪光法测量热扩散系数或导热系数》。测试结果如表2所示。
53.表1实施例1中cralb靶材的基本性能
[0054][0055]
表2cralb基体和铜背板的性能
[0056][0057]
由表1可知,本实施例制备的cralb合金靶材纯度高,致密度高。由表2可知,本实施例制备的cralb-cu复合靶材,cralb合金靶材基体和铜背板的抗拉强度高,屈服强度高,说明具有高的强度;结合铜背板的高延伸率,cralb-cu复合靶材能够具有较好塑性,使用时不会发生脆性断裂。
[0058]
将实施例制备的cralb-cu复合靶材用作刀具的涂层材料时,该复合靶材在高的溅射功率或功率密度下使用时,靶材装夹部位能承受机械应力和热应力作用,既不会脆性断裂,也不会因塑性太好而受力弯曲翘曲。
[0059]
实施例2
[0060]
一种铬铝硼合金复合靶材,是具有双层结构设计的复合靶材,上层是基体cralb合金靶材,按原子百分比由以下成分组成:cr=28%,al=52%,b=20%,简写作cralb28/52/20at%;底层是具有良好导热和力学性能的铜背板。
[0061]
采用实施例1中的制备方法制备cralb28/52/20at%复合靶材,除了一些具体工艺与实施例1的不同以外,其余的与实施例1相同,相同之处不再累述。不同之处具体如下:
[0062]
cralb合金粉的制备:将纯度2n8(即,99.8wt%)、-300目的铬粉,纯度2n8、平均粒度d50=25μm的铝粉,纯度2n8、粒度-325目的crb2,按照重量百分比cr:al:crb2=30.44wt%:45.62wt%:23.94wt%进行称重,加入三维混料机中进行混合,混粉时间6h,得到混合均匀的cralb合金粉。
[0063]
cralb锭坯的制备:包括脱气处理和热等静压处理,脱气处理同实施例1,热等静压处理为:对脱气处理后的包套封焊后放入热等静压设备中烧结,烧结温度460℃,压力135mpa,保温时间3h,得到cralb锭坯。
[0064]
cralb-cu复合靶材的制备:包括热等静压扩散焊、机加工、清洗,具体地,
[0065]
将预处理后的cralb合金靶材(用1代指)和铜背板(用2代指),按照1212
……
顺序装包套,脱气后进行热等静压(hip)扩散焊,热等静压的温度为420℃,压力为116mpa,保温保压3h,得到复合锭坯;机加工、清洗同实施例1。
[0066]
对本实施例制备的cralb-cu复合靶材的基体靶材的纯度、密度,热导率及力学性能进行测试。表3和表4分别列出了本实施例制备的靶材基体的基本性能、力学性能和导热性能。
[0067]
表3实施例2-3及对比例1中靶材基体的基本性能
[0068][0069]
表4实施例2-3及对比例1中靶材基体的力学性能和导热性能
[0070][0071]
实施例3
[0072]
一种铬铝硼合金复合靶材,是具有双层结构设计的复合靶材,上层是基体cralb合金靶材,按原子百分比由以下成分组成:cr=28%,al=69%,b=3%,简写作cralb28/69/3at%,相应的重量百分比为cr:al:(crb2)=41.13:55.57:3.3wt%;底层是具有良好导热和力学性能的铜背板。
[0073]
采用实施例1中的制备方法制备cralb28/52/20at%复合靶材,与实施例1相同的工艺不再累述,不同的工艺具体如下:
[0074]
cralb合金粉的制备:将纯度2n8(即,99.8wt%)、-300目的铬粉,纯度2n8、平均粒度d50=25μm的铝粉,纯度2n8、粒度-325目的crb2,按照重量百分比cr:al:crb2=41.13wt%:55.57wt%:3.3wt%进行称重,加入三维混料机中进行混合,混粉时间6h,得到
混合均匀的cralb合金粉。
[0075]
cralb锭坯的制备:包括脱气处理和热等静压处理,脱气处理同实施例1,热等静压处理为:对脱气处理后的包套封焊后放入热等静压设备中烧结,烧结温度450℃,压力113mpa,保温时间3h,得到cralb锭坯。
[0076]
cralb-cu复合靶材的制备:包括热等静压扩散焊、机加工、清洗,具体地,
[0077]
将预处理后的cralb靶材(用1代指)和铜背板(用2代指),按照1212
……
顺序装包套,脱气后进行热等静压(hip)扩散焊,热等静压的温度为400℃,压力为105mpa,保温保压3h,得到复合锭坯;机加工、清洗同实施例1。
[0078]
对本实施例制备的cralb-cu复合靶材的基体靶材的纯度、密度,热导率及力学性能进行测试。表3和表4分别列出了本实施例制备的靶材基体的基本性能、力学性能和导热性能。
[0079]
由表2和表4可以看出,虽然随着b含量增加,cralb合金靶材的导热性能下降,延伸率降低,脆性增加,但是,在cralb-cu复合靶材中,由于cu背板的存在,该复合靶材在高的溅射功率或功率密度下使用时,靶材装夹部位能承受机械应力和热应力作用,既不会脆性断裂,也不会因塑性太好而受力弯曲翘曲。
[0080]
由此可知,本发明制备的cralb-cu复合靶材,将cralb合金靶材和cu背板相结合,利用铜背板的高强度,防止靶材在高的溅射功率或功率密度下使用时装夹部位发生断裂或弯曲,即,改善了单纯cralb合金靶材的材料本征脆性问题,同时,cralb合金靶材能够提高硬质涂层的硬度和耐磨性能,降低膜层残余应力。
[0081]
对比例1
[0082]
一种单层结构的cralb30/60/10at%合金靶材的制备方法,包括如下具体步骤:
[0083]
cralb合金粉末制备:将纯度为2n8、-300目的铬粉,纯度为2n8、平均粒度d50=25μm的铝粉,纯度为2n8、粒度d50=7.6μm的硼粉,按照重量百分比cr:al:b=39.55wt%:49.25wt%:11.20wt%进行称重,加入三维混料机中进行混合,混粉时间6h,得到混合均匀的cralb合金粉末。
[0084]
脱气处理:将上述制备的cralb合金粉末装包套,置于脱气炉内脱气,脱气温度400℃,保温时间4h,保温时真空度控制在10-3
pa。
[0085]
热等静压处理:对脱气处理后的包套封焊后放入热等静压设备中烧结,烧结温度450℃,保温时间3h,压力130mpa,得到cralb锭坯。
[0086]
机加工、清洗:对上述cralb锭坯进行机加工,清洗,得到尺寸d160*12mm的cralb30/60/10at%单层靶材。
[0087]
对本对比例制备的cralb合金靶材的纯度、密度,热导率及力学性能进行测试,结果如表3和表4所示。
[0088]
与实施例1中采用crb2为原料制备cralb合金靶材的技术方案相比,直接添加b粉,b会与al基体发生合金化反应,形成脆性合金相,靶材的密度要高于理论密度值,相对密度>100%;此合金相的产生,虽然可以提升靶材强度,但会显著降低靶材塑性,使靶材脆性显著增加,同时热导率也明显变差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1