一种新能源汽车电机端盖的铸造模具的制作方法
1.本申请涉及铸造技术领域,具体涉及电机端盖的铸造模具。
背景技术:
2.如图1和图2所示,为一款新能源汽车的电机端盖(100)及其铸造成型的模具本体(1),其中a处是应用仿真软件分析找出的电机端盖(100)在铸造过程中可能产生的热节。按照传统的铸造工艺设计理论,一般设计如图3所示的冒口(200)来补缩铸件热节部位。但是,按照传统的电机端盖铸造模具的设计结构,模具的分型面一般开在电机端盖(100)上端面,使得热节部位的上端面位于分型面上,导致难以设置冒口进行补缩,继而电机端盖(100)的热节部位因补缩不够而在内部产生缩孔、缩松。
3.因此,如何对现有的电机端盖的铸造模具进行改进,使其克服上述问题,是本领域技术人员亟待解决的问题。
技术实现要素:
4.本申请的一个目的在于提供一种能快速对铸件进行冷却,减少铸件内部缩孔、缩松产生的新能源汽车电机端盖的铸造模具。
5.为达到以上目的,本申请采用的技术方案为:一种新能源汽车电机端盖的铸造模具,包括模具本体,所述模具本体内开设有用于成型电机端盖的型腔,其特征在于:所述模具本体的分型面上可分离地设置有活块,所述活块向型腔延伸并抵触所述电机端盖热节部位的上端面。
6.作为改进,所述活块包括铸造活块和冷却活块,所述铸造活块在合模时放置于所述模具本体内并对所述电机端盖进行铸造,所述冷却活块在开模时取代所述铸造活块并对所述电机端盖进行冷却。多个活块交替使用的设置可以加快对电机端盖热节部位的冷却。
7.作为优选,所述活块的侧壁从上至下由中间向周侧倾斜。上述下大上小的结构便于模具本体开模和合模。
8.作为改进,所述模具本体的分型面上固定设置有底座,所述活块可分离的嵌合于所述底座上。底座的设置用于定位和固定活块。
9.作为优选,所述底座上内侧设置有第一定位斜面和第二定位斜面,所述活块底部设置有第一抵触面和第二抵触面,所述活块通过所述第一抵触面贴合所述第一定位斜面、所述第二抵触面贴合所述第二定位斜面嵌合于所述底座上。上述结构进一步便于活块的定位和拆装。
10.作为改进,所述模具本体内还设置有点冷组件,所述点冷组件从下至上延伸至所述电机端盖热节部位。进一步加快冷却速率,增强补缩效果。
11.与现有技术相比,本申请的有益效果在于:本方案设置了活块结构代替难以设置的冒口结构,使得电机端盖热节部位能被快速吸收热量,使其冷却充分,减少热节部位缩孔、缩松等缺陷产生,保证了电机端盖的浇注质量。
附图说明
12.图1是根据本申请的一个优选实施例涉及的传统结构的电机端盖铸造模具;
13.图2是根据本申请的一个优选实施例图1沿热节部位的剖视图;
14.图3是根据本申请的一个优选实施例图2设置冒口时的结构示意图;
15.图4是根据本申请的一个优选实施例的立体结构示意图;
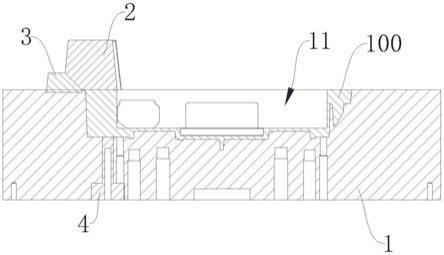
16.图5是根据本申请的一个优选实施例图4沿热节部位的剖视图;
17.图6是根据本申请的一个优选实施例的爆炸视图;
18.图7是根据本申请的一个优选实施例中活块的立体结构示意图;
19.图8是根据本申请的一个优选实施例中底座的立体结构示意图。
20.图中:100、电机端盖;200、冒口;1、模具本体;11、型腔;2、活块;21、第一抵触面;22、第二抵触面;3、底座;31、第一定位斜面;32、第二定位斜面;4、点冷组件。
具体实施方式
21.下面,结合具体实施方式,对本申请做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
22.在本申请的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本申请的具体保护范围。
23.需要说明的是,本申请的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
24.本申请的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
25.如图1和图2所示,是传统结构的电机端盖100及其铸造成型的模具本体1,本实施例在此基础上增加活块2结构,具体如下:
26.如图4至图8所示,本申请的一个优选实施例包括模具本体1,模具本体1内开设有用于成型电机端盖100的型腔11,模具本体1的分型面上可分离地设置有活块2,活块2向型腔11延伸并抵触电机端盖100热节部位的上端面。
27.本实施例设置了多个活块2可以交替使用,具体可以分为铸造活块和冷却活块,铸造活块在合模时放置于模具本体1内并对电机端盖100进行铸造,冷却活块在开模时取代铸造活块并对电机端盖100进行冷却。多个活块2交替使用的设置可以加快对电机端盖100热节部位的冷却。
28.作为优化改进,活块2的侧壁从上至下由中间向周侧倾斜。模具本体1的分型面上固定设置有底座3,活块2可分离的嵌合于底座3上。底座3上内侧设置有第一定位斜面31和第二定位斜面32,活块2底部设置有第一抵触面21和第二抵触面22,活块2通过第一抵触面21贴合第一定位斜面31、第二抵触面22贴合第二定位斜面32嵌合于底座3上。模具本体1内
还设置有点冷组件4,点冷组件4从下至上延伸至电机端盖100热节部位。
29.以上描述了本申请的基本原理、主要特征和本申请的优点。本行业的技术人员应该了解,本申请不受上述实施例的限制,上述实施例和说明书中描述的只是本申请的原理,在不脱离本申请精神和范围的前提下本申请还会有各种变化和改进,这些变化和改进都落入要求保护的本申请的范围内。本申请要求的保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种新能源汽车电机端盖的铸造模具,包括模具本体,所述模具本体内开设有用于成型电机端盖的型腔,其特征在于:所述模具本体的分型面上可分离地设置有活块,所述活块向型腔延伸并抵触所述电机端盖热节部位的上端面。2.根据权利要求1所述的一种新能源汽车电机端盖的铸造模具,其特征在于:所述活块包括铸造活块和冷却活块,所述铸造活块在合模时放置于所述模具本体内并对所述电机端盖进行铸造,所述冷却活块在开模时取代所述铸造活块并对所述电机端盖进行冷却。3.根据权利要求1所述的一种新能源汽车电机端盖的铸造模具,其特征在于:所述活块的侧壁从上至下由中间向周侧倾斜。4.根据权利要求1所述的一种新能源汽车电机端盖的铸造模具,其特征在于:所述模具本体的分型面上固定设置有底座,所述活块可分离的嵌合于所述底座上。5.根据权利要求1所述的一种新能源汽车电机端盖的铸造模具,其特征在于:所述底座上内侧设置有第一定位斜面和第二定位斜面,所述活块底部设置有第一抵触面和第二抵触面,所述活块通过所述第一抵触面贴合所述第一定位斜面、所述第二抵触面贴合所述第二定位斜面嵌合于所述底座上。6.根据权利要求1至5任一权利要求所述的一种新能源汽车电机端盖的铸造模具,其特征在于:所述模具本体内还设置有点冷组件,所述点冷组件从下至上延伸至所述电机端盖热节部位。
技术总结
本申请公开了一种新能源汽车电机端盖的铸造模具,包括模具本体,所述模具本体内开设有用于成型电机端盖的型腔,其特征在于:所述模具本体的分型面上可分离地设置有活块,所述活块向型腔延伸并抵触所述电机端盖热节部位的上端面。具有能快速对铸件进行冷却,减少铸件内部缩孔、缩松产生的优点。缩松产生的优点。缩松产生的优点。
技术研发人员:王庆林 陈行全 陈伯儒 王新军
受保护的技术使用者:宁波全力机械模具有限公司
技术研发日:2021.06.28
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1