一种组合式浇口套的制作方法
1.本技术涉及铸造模具技术领域,尤其是涉及一种组合式浇口套。
背景技术:
2.铸造是指将液态的金属浇注至与所需零件形状相适应的铸造模具的型腔中,待其冷却凝固后得到零件或毛坯的工艺。
3.现有的铸造模具在进行浇注时,需要在上模开设浇注口,然后通过冲头向浇注口内进行液体金属的浇注,长时间的使用容易导致浇注口与冲头配合段磨损严重,所以为了降低浇注口的磨损,现有技术中采用了向浇注口安装浇口套的方法,通过冲头与浇口套的配合来避免浇注口产生磨损。但是浇口套在磨损后需要更换新的浇口套,然而浇口套的更换以及拆卸都不方便,且浇口套的生产成本也较高。所以现在需要一种能够方便更换的浇口套。
技术实现要素:
4.本技术的目的在于提供一种组合式浇口套,能够方便的进行快速更换。
5.为达到以上目的,本技术采用的技术方案为:一种组合式浇口套,包括浇口套本体、嵌套和衬套;所述浇口套本体的中部贯穿设置有浇口通道,所述浇口通道的侧壁设置有第一安装槽,所述嵌套间隙安装于所述第一安装槽内,所述浇口套本体的顶端设置有第二安装槽,所述衬套可拆卸的安装于所述第二安装槽内,所述衬套适于通过下端面与所述嵌套的顶端相抵,进而得以对所述嵌套进行限位;当需要更换所述嵌套时,先将所述衬套拆卸,由于所述嵌套与所述第一安装槽间隙安装,所以此时只需将所述嵌套直接取出即可,然后将新的所述嵌套重新间隙的安装于所述第一安装槽内,再通过所述衬套进行限位即可,整个更换以及拆卸过程都比较轻松快捷,且更换时只需更换所述嵌套即可,所述嵌套的成本较为的低廉。
6.优选的,所述第一安装槽的底端面设置为倾斜的第一斜面,所述嵌套的底端面设置为倾斜的第三斜面;当所述嵌套安装于所述第一安装槽内时,所述第一斜面与所述第三斜面进行紧密配合,进而可以保证所述嵌套与所述第一安装槽之间的间隙均匀。
7.优选的,所述间隙的大小为0.05mm-0.2mm。
8.优选的,所述衬套与所述第二安装槽焊接。
9.优选的,所述第二安装槽的侧壁上部设置有倾斜的第二斜面,所述衬套的侧壁上部设置有倾斜的第四斜面;当所述衬套安装于所述第二安装槽内时,所述第二斜面与所述第四斜面之间形成内凹的焊接区,所述衬套与所述浇口套本体之间通过所述焊接区进行焊接。从而在方便焊接的同时还可以保证所述衬套与所述浇口套本体的上端面之间保持平整。
10.优选的,所述浇口通道的上部为第一浇口,所述第一浇口呈锥形且开口向上,所述第一安装槽设置于所述第一浇口的侧壁,所述第一安装槽以及所述嵌套也呈与所述第一浇
口锥度相同的锥形,进而在更换所述嵌套时,能够方便的进行更换。
11.优选的,所述浇口通道的下部为第二浇口,所述第二浇口的孔径小于所述第一浇口的孔径,所述第一浇口的底端与所述第二浇口的上端之间通过弧面进行过渡,所述第二浇口呈锥形且开口向下。通过锥形的所述第二浇口,可以加快液体金属的流动速度。
12.与现有技术相比,本技术的有益效果在于:
13.当需要更换嵌套时,只需先将衬套拆卸,由于嵌套与第一安装槽间隙安装,所以只需将嵌套直接取出即可,然后将新的嵌套重新间隙的安装于第一安装槽内,再通过衬套进行限位即可,整个更换以及拆卸过程都比较轻松快捷,且更换时只需更换嵌套即可,嵌套的成本较为的低廉。
附图说明
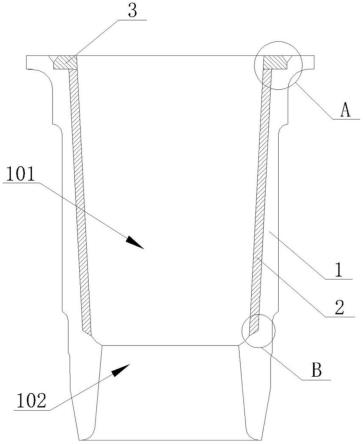
14.图1为本实用新型中浇口套本体的结构示意图;
15.图2为本实用新型的组合状态示意图;
16.图3为本实用新型图2中局部a处放大示意图;
17.图4为本实用新型图2中局部b处放大示意图;
18.图中:浇口套本体1、浇口通道100、第一浇口101、第二浇口102、第一安装槽110、第一斜面111、第二安装槽120、第二斜面121、焊接区122、嵌套2、第三斜面201、衬套3、第四斜面301。
具体实施方式
19.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
20.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
21.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
22.本技术的其中一个优选实施例图1至图4所示,一种组合式浇口套,包括浇口套本体 1、嵌套2和衬套3。其中浇口套本体1的中部贯穿设置有用于液体金属浇注的浇口通道100,浇口通道100的侧壁设置有第一安装槽110,嵌套2安装于第一安装槽110内,嵌套2与第一安装槽110之间存在有安装间隙,嵌套2用于代替浇口通道100的侧壁与冲头进行配合浇注。浇口套本体1的顶端设置有第二安装槽120,第二安装槽120与浇口通道100同心,衬套3可拆卸的安装于第二安装槽120内,并且衬套3的下端面与嵌套2的顶端相抵,以使得嵌套2 的下端面在衬套3的挤压下与第一安装槽110的底端面紧密贴合,进而得以对嵌套2进行限位。
23.当需要嵌套2由于长时间的使用而产生磨损需要进行更换嵌时,只需先将衬套3进行拆卸,由于嵌套2与第一安装槽110的间隙安装,所以此时只需将嵌套2直接从浇口通道
100 内取出即可,然后将新的嵌套2重新间隙的安装于第一安装槽110内,再通过衬套3进行限位即可,整个更换以及拆卸过程都比较轻松快捷,且更换时只需更换嵌套2即可,嵌套2的成本较为的低廉。
24.本实施例中,嵌套2可以采用钨钢材质,具有较高的耐磨性以及耐高温性能。同时将嵌套2与第一安装槽110之间的安装间隙大小设置为0.05mm-0.2mm,优选为0.1mm。
25.可以理解的是,嵌套2与浇口套本体1的材质不同,那么在进行液体金属的浇注时,由于嵌套2和浇口套本体1的受热膨胀系数不同,嵌套2和浇口套本体1产生的形变就不同。若嵌套2与第一安装槽110过渡配合或过盈配合,这势必会导致嵌套2与浇口套本体1之间产生相互挤压,从而导致嵌套2或浇口套本体1产生破损;而将嵌套2与第一安装槽110之间设置间隙后,不仅能够避免嵌套2与浇口套本体1由于受热产生的形变接触,还能够在更换嵌套 2时方便嵌套2的取出。
26.本实施例中,如图4所示,第一安装槽110的底端面设置为倾斜的第一斜面111,同时嵌套2的底端面也设置为倾斜的第三斜面201,并且第一斜面111和第三斜面201的倾斜角度相同,从而当嵌套2安装于第一安装槽110内时,通过第一斜面111与第三斜面201的紧密配合,可以保证嵌套2与第一安装槽110之间各处的间隙都均匀。
27.可以理解的是,倾斜的第一斜面111与倾斜的第三斜面201的配合,会对嵌套2起到定位的作用,使得嵌套2在安装时能够自动的将中心与第一安装槽110的中心进行重合,从而保证嵌套2的侧壁到第一安装槽110的侧壁间隙处处都相等。
28.本实施例中,第一斜面111和第三斜面201可以是倾斜的直斜面,也可以是倾斜的弧面。
29.本技术的其中一个实施例,如图1和图2所示,浇口通道100的上部为第一浇口101,第一浇口101呈锥形且开口向上,第一安装槽110设置于第一浇口101的侧壁,同时第一安装槽110以及嵌套2也呈与第一浇口101锥度相同的锥形,进而在安装以及更换嵌套2时,能够方便的进行更换。
30.可以理解的是,第一浇口101的开口指的是直径尺寸最大的端口,即第一浇口101的上端口尺寸较大,下端口尺寸较小。从而在安装同样锥度的嵌套2时,嵌套2通过尺寸较小的下端口先伸入第一浇口101尺寸较大的上端口直至嵌套2完全安装入第一浇口101内。在冲头进行浇注的过程中,嵌套2可能由于冲头的碰撞挤压导致嵌套2部分与第一安装槽110进行接触,而在进行嵌套2的拆卸时,嵌套2的上移使得嵌套2与第一安装槽110之间的间隙逐渐增大,从而可以快速将嵌套2与第一安装槽110的接触位置分离,进而可以更加方便嵌套2的拆卸。
31.本实施例中,如图1和图2所示,浇口通道100的下部为第二浇口102,第二浇口102 的孔径小于第一浇口101的孔径,并且第一浇口101的底端与第二浇口102的上端之间通过弧面进行过渡,同时第二浇口102也呈锥形且开口向下。从而在进行液体金属的浇注时,通过锥形的第二浇口102,可以为液态的金属溶液的流动产生导向作用,从而可以加快液体金属向四周型腔或浇注通道的流动速度。
32.在衬套3与第二安装槽120进行安装时,为了保证衬套3对嵌套2具有足够的挤压力,需要将衬套3与第二安装槽120进行可拆卸的固定连接,并且连接后的衬套3与浇口套本体1 的上端面要保持平整。考虑到衬套3的宽度尺寸以及厚度尺寸都比较的小,螺丝连接的
方式并非最优的方式,所以本技术提供了一种优选实施例,将衬套3与第二安装槽120进行焊接。
33.本实施例中,如图3所示,第二安装槽120的侧壁上部设置有倾斜的第二斜面121,同时衬套3的侧壁上部也设置有倾斜的第四斜面301。当衬套3安装于第二安装槽120内时,第二斜面121与第四斜面301之间的倾斜方向相反,进而于衬套3以及第二安装槽120的侧壁上部形成内凹的焊接区122,以使得衬套3与浇口套本体1之间可以通过焊接区122进行焊接,从而在方便焊接的同时还可以保证衬套3与浇口套本体1的上端面之间保持平整。
34.本实施例中,如图3所示,第二斜面121以及第四斜面301可以是倾斜的直斜面,以使得第二斜面121与第四斜面301之间形成截面为v型的焊接区122。第二斜面121以及第四斜面301也可以是倾斜的弧面,以使得第二斜面121与第四斜面301之间形成截面为弧型的焊接区122。或衬套3以及第二安装槽120的侧壁上部设置矩形的凹槽,以使得衬套3安装于第二安装槽120时,通过矩形的凹槽形成矩形截面的焊接区122。
35.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1