一种制动盘后盘无冒铸造装置的制作方法
1.本实用新型属于实体铸造技术领域,具体涉及一种制动盘后盘无冒铸造装置。
背景技术:
2.目前在铸造领域,使用的生产线分别有水平线及垂直线,不过相同的是两种生产线在实心制动盘上,为了避免内陷,都是需要使用冒口进行补缩,但现有的技术会产生以下不利影响,一:因实体制动盘普遍上单重较低,若是使用冒口,则会增加全模重,降低出品率,增加成本;二:使用冒口时,往往冒口颈需要设置的很大,导致很难讲浇冒口破断分离,增加劳动力;三:因冒口的冒口颈较大,而客户常常会要求将冒口颈打磨残留量≤0.1mm,这就导致打磨量增加,打磨成本增加。总体上说,冒口工艺对铸造成本影响很大。铁在冷却凝固过程中,既有液态收缩、凝固收缩有石墨析出产生的膨胀。在冷却到接近共晶温度时,单位时间的膨胀量大于单位时间产生的收缩量。同一时刻铸铁这种胀一缩相抵的作用,就是铸铁的自补缩能力。而现有技术中铁水经由直浇道-下型横浇道-搭接-上型横浇道-冒口-下型铸件-上型铸件的顺序流动,这种工艺极易出现上型横浇道充不满铁水,导致出现卷气或砂眼缺陷,而且在使用冒口后,会大大增加生产成本,出品率会降低,而且会增加人工分离浇冒口,会增加冒口颈的打磨难度,同时对冒口尺寸的设计及在浇注时的浇注情况都有很高的要求,冒口设计大了,会造成浪费,小了则起不到补缩的作用,反而会造成铁水倒流,增加内陷的倾向;浇注时铁水量多,会溢出浪费,铁水少,冒口则无法充满,也会增加内陷倾向。
技术实现要素:
3.本实用新型的目的在于提供一种制动盘后盘无冒铸造装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种制动盘后盘无冒铸造装置,包括铸造模具机构和铁水通道机构,所述铸造模具机构包括模具外框,所述模具外框内部安装有内模具,所述铁水通道机构包括直浇道和环形流路,所述内模具内部开设有下型横浇道,所述下型横浇道截面呈t型,所述直浇道开设在下型横浇道顶部,所述下型横浇道顶部两侧对称开设有上型薄片。
5.优选的,所述上型薄片两侧对称开设有环形流路,所述环形流路、上型薄片和下型横浇道内部均相互贯通,所述环形流路顶部开设有上型铸件流道,所述上型铸件流道内部上表面开设有上型入水口,所述上型入水口为斜面。
6.优选的,所述环形流路下方开设有下型铸件流道,所述下型铸件流道内部下表面开设有下型入水口所述下型入水口为斜面。
7.优选的,所述环形流路分别与上型铸件流道和下型铸件流道内部贯通。
8.优选的,所述模具外框表面对称开设有固定孔。
9.与现有技术相比,本实用新型的有益效果是:本实用新型提供了一种新的制动盘
铸造模具,与现有技术对比;1.内陷方面:生产操作相对下比较稳定,可以减少产生内陷的倾向;2.结构方面:因取消冒口,后处理工序对浇冒口无需破断分离,而且也减轻了打磨量,处理方便,减少人工劳动程度;3.效率方面:因出品率达到大幅度提升,每炉产品的生产时间缩短,生产效率提高,而且产品产出率提高等方面均有明显改善。
附图说明
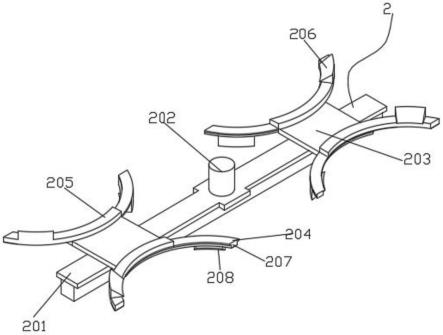
10.图1为本实用新型的制动盘浇道结构示意图;
11.图2为本实用新型的铸造模具俯视图。
12.图中:1、铸造模具机构;101、模具外框;102、固定孔;103、内模具;2、铁水通道机构;201、下型横浇道;202、直浇道;203、上型薄片;204、环形流路;205、上型铸件流道;206、上型入水口;207、下型铸件流道;208、下型入水口。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
14.请参阅图1-图2,本实用新型提供如下技术方案:一种制动盘后盘无冒铸造装置,包括铸造模具机构1和铁水通道机构2,铸造模具机构1包括模具外框101,模具外框101内部安装有内模具103,铁水通道机构2包括直浇道202和环形流路204,内模具103内部开设有下型横浇道201,下型横浇道201截面呈t型,直浇道202开设在下型横浇道201顶部,下型横浇道201顶部两侧对称开设有上型薄片203。
15.为了使得上型铸件流道205和下型铸件流道207能够同时有铁水进入,保证同一批铸造的制动盘质量一致,本实施例中,优选的,上型薄片203两侧对称开设有环形流路204,环形流路204、上型薄片203和下型横浇道201内部均相互贯通,环形流路204顶部开设有上型铸件流道205,上型铸件流道205内部上表面开设有上型入水口206,上型入水口206为斜面,环形流路204下方开设有下型铸件流道207,下型铸件流道207内部下表面开设有下型入水口208下型入水口208为斜面。
16.为了保证在流路中可以过使得铁水先充满浇道后在进行入铸件流道内部,防止内部出现气卷和沙眼的现象,本实施例中,优选的,环形流路204分别与上型铸件流道205和下型铸件流道207内部贯通,模具外框101表面对称开设有固定孔102。
17.为了保证在铸造过程中模具可以更加稳定,以保证装置的水平,就可以保证内部各浇道的流畅,优选的,模具外框101表面对称开设有固定孔102。
18.本实用新型的工作原理及使用流程:本实用新型安装好过后,首先检查本实用新型的安装固定以及安全防护,通过固定孔102将模具固定牢靠,铁水由直浇道202进入到下型横浇道201,然后分别流向两侧,当铁水将下型横浇道201灌满后会分别上行到两侧的上型薄片203然后,这样就可以避免因流路充不满而出现卷气现象影响整体铸造的质量,然后经过上型薄片203分别流向两侧的环形流路204,取消了传动的横道搭接,就可以保证冲型温度,而由于上型薄片203设置在下型横浇道201的上方,可以起到浮渣避渣的效果,避免铸件上出现沙渣眼的现象,环形流路204可以将铁水分别流入上型铸件流道205和下型铸件流道207,以实现制动盘的铸造,此种工艺是取消冒口,仅通过对铁水成分及孕育方式的改善,
加强石墨的膨胀效果,使石墨的膨胀完全大于铁水凝固前的体积收缩,实现铁水自补缩能力来改善缩松等缺陷。而冒口的取消,在很大程度上提高出品率,同时又取消浇冒口分离及冒口的打磨,降低生产成本,成分上:对于一些低牌号产品,适当提高可促进石墨化的元素,因为灰铸铁在凝固后期有“奥氏体+石墨”共晶的转变,析出石墨而发生体积膨胀,而石墨体积膨胀又可以直接作用在液体中,实现“自补缩”,这时石墨体积的膨胀量大于液体凝固是的收缩量,“自补缩”就可以取代冒口的作用,而通过增加适量的促进石墨化的元素则可以促进这一效果,可以使这一效果更佳明显,孕育方式:针对此铸造方式,可倒包孕育,加入0.1%的硅锶孕育剂,因为孕育剂是利用添加剂的作用,直接或间接的起到促进石墨化的作用,使碳原子不是以渗碳体的形式析出,而是以石墨的形式结晶,以此来促进石墨化的形成,加强石墨化膨胀的效果,而作为孕育剂种类中较好的硅锶孕育剂,则可以更好的加强这一效果,需要注意加入的孕育剂不要过量,不要造成“过孕育”,而且需要注意浇注的时间不要太长,不要超过孕育的有效时间。
19.尽管已经示出和描述本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1