用于制造玻璃带的方法和装置与流程
1.本技术依据35 u.s.c.
§
119要求2019年9月12日提交的美国临时申请第62/899,450号的优先权的权益,该申请的内容是本技术的基础并且全文以引用方式并入本文。
2.本技术总体涉及一种用于制造玻璃带的方法,并且更特别地涉及一种利用包括驱动装置的玻璃制造装置来制造玻璃带的方法。
背景技术:
3.用玻璃制造装置将熔融材料制造成玻璃带的技术是已知的。一对成形辊可间隔开以限定可容纳熔融材料的间隙。熔融材料可穿过间隙,然后熔融材料可被压平成玻璃带。间隙环控制了间隙的宽度,并且为了调节间隙的宽度,停止玻璃制造装置并且通过改变间隙环来调节分离成形辊的距离。但是,暂时停止使得生产效率低下且成本高昂。另外,可能发生间隙宽度的变量,例如,成形辊的一端会比另一端更靠近在一起。
技术实现要素:
4.以下呈现了本公开内容的简化概述,以提供对在详细说明中描述的一些实施方式的实质上理解。
5.本公开内容提出了制造玻璃带的方法,该方法包括:沿着在行进方向上的行进路径将玻璃带引入到一间隙中,该间隙限定在第一成形辊与第二成形辊之间,并使玻璃带穿过该间隙。方法包括:通过移动一个或多个独立于第二成形辊的第一成形辊,来改变间隙的宽度。通过独立地移动第一成形辊,可沿着成形辊的长度改变间隙的宽度,这可调整沿着成形辊的长度的间隙宽度的变量。另外,伺服马达可控制第一成形辊和/或第二成形辊的移动,其中伺服马达可提供成形辊的增量调节,并且允许在不停止生产的情况下进行调节,从而提高了效率。为了进一步减小间隙宽度的变量,可在组装之后对第一成形辊与第二成形辊进行机加工。
6.在一些实施方式中,玻璃制造装置包括输送装置,该输送装置限定在行进方向延伸的行进路径。输送装置被配置为沿行进路径在输送装置的行进方向上输送玻璃带。玻璃制造装置包括第一成形辊。玻璃制造装置包括与该第一成形辊间隔开以限定间隙的一第二成形辊。第一成形辊与第二成形辊被配置为沿间隙内的行进路径接收玻璃带。玻璃制造装置包括与第一成形辊与第二成形辊联接的驱动装置。驱动装置被配置为进行独立于第二成形辊移动第一成形辊或独立于第一成形辊移动第二成形辊中的一者或多者,以改变间隙的宽度。
7.在一些实施方式中,驱动装置包括联接至第一成形辊的第一平移驱动装置和联接至第二成形辊的第二平移驱动装置。第一平移驱动装置被配置为使第一成形辊的第一端或第二端中的一者或多者沿着实质上垂直于行进路径的一移动轴移动。第二平移驱动装置被配置为使第二成形辊的第一端或第二端中的一者或多者沿着该移动轴移动。
8.在一些实施方式中,第一成形辊包括第一外径向表面,该第一外径向表面绕第一
成形轴在第一成形辊的第一端与第二端之间延伸。第一外径向表面在第一成形辊的第一端与第二端之间沿着第一成形轴具有一恒定直径。
9.在一些实施方式中,第二成形辊包括第二外径向表面,该第二外径向表面绕第二成形轴在第二成形辊的第一端与第二端之间延伸。第二外径向表面在第二成形辊的第一端与第二端之间沿着第二成形轴具有一恒定直径。
10.在一些实施方式中,玻璃制造装置还包括包括框架的一转移装置。转移装置包括:第一支撑杆,包括第一内端与第一外端,以及第二支撑杆,包括第二内端与第二外端。第一支撑杆与第二支撑杆安装在框架中。第一成形辊安装至第一支撑杆的第一外端与第二支撑杆的第二外端。转移装置包括:第三支撑杆,包括第三内端与第三外端,以及一第四支撑杆,包括第四内端与第四外端。第三支撑杆与第四支撑杆安装在框架中。第二成形辊安装至第三支撑杆的第三外端与第四支撑杆的第四外端。
11.在一些实施方式中,第一内端与第二内端附接至第一平移驱动装置,并且第三内端与第四内端附接至第二平移驱动装置。
12.在一些实施方式中,转移装置包括附接板。第三内端与第四内端附接至附接板的第一侧,且第二平移驱动装置附接至附接板的第二侧。第二平移驱动装置被配置为使附接板、第三支撑杆、和第四支撑杆沿着移动轴移动。
13.在一些实施方式中,第一支撑杆与第二支撑杆延伸穿过附接板,且独立于附接板的移动而沿着移动轴移动。
14.在一些实施方式中,第一平移驱动装置包括一伺服马达。
15.在一些实施方式中,第二平移驱动装置包括一气压缸或一伺服马达中的一者或多者。
16.在一些实施方式中,制造玻璃带的方法包括:沿着在行进方向上的行进路径将玻璃带引入到一间隙中,该间隙限定在第一成形辊与第二成形辊之间。方法包括:使玻璃带穿过间隙。方法包括:通过沿着实质上垂直于行进路径的一移动轴移动独立于第二成形辊的第一成形辊或沿着移动轴移动独立于第一成形辊的第二成形辊中的一者或多者,以改变间隙的一宽度。
17.在一些实施方式中,方法包括:组装第一成形辊与第二成形辊,并且在组装之后,机加工第一成形辊或第二成形辊的一个或多个表面以减小间隙的宽度的变量。
18.在一些实施方式中,改变间隙的宽度包括:移动该第一成形辊的一端,以适应于沿着该间隙的该长度的该间隙的该宽度的变量。
19.在一些实施方式中,改变该间隙的该宽度的步骤,发生于当该玻璃带被接收在该间隙内时。
20.在一些实施方式中,方法包括:监测玻璃带的特性,并基于该特性改变间隙的宽度。
21.在一些实施方式中,该特性包括施加在该第一成形辊或该第二成形辊的一个或多个上的或在该玻璃带的一厚度上的一个或多个力。
22.在一些实施方式中,制造玻璃带的方法包括:组装第一成形辊与第二成形辊。方法包括:机加工第一成形辊或第二成形辊的一个或多个表面,以减小在第一成形辊与第二成形辊之间限定的间隙的宽度的变量。方法包括:将该玻璃带沿着在行进方向上的行进路径
引入该间隙。方法包括:使玻璃带穿过间隙。
23.在一些实施方式中,组装的步骤包括:将第一轴附接至第一辊的第一侧,并且将第二轴附接至该第一辊的第二侧以形成该第一成形辊,以及将第三轴附接至一第二辊的第一侧,并且将第四轴附接至该第二辊的第二侧以形成该第二成形辊。
24.在一些实施方式中,组装的步骤包括:将该第一轴附接至第一轴承,并且将该第二轴附接至第二轴承,以及将该第三轴附接至第三轴承,并且将该第四轴附接至第四轴承。
25.在一些实施方式中,机加工步骤,在该第一成形辊与该第二成形辊的组装步骤之后进行。
26.本公开内容公开的实施方式的其他特征和优点将在以下详细描述中阐述,并且对于本领域技术人员而言,根据该描述将部分显而易见的,或者通过实施本文描述的实施方式(包括随后的详细描述)、权利要求书和附图而能理解。应当理解,前面的一般描述和以下详细描述都提出了实施方式,意图提供用于理解本公开内容公开的实施方式的性质和特征的概述或框架。所附附图提供进一步的理解,并且附图被并入本说明书中并构成本说明书的一部分。附图示出了本公开内容的各种实施方式,并且与说明书一起解释了其原理和操作。
附图说明
27.当参考附图阅读以下详细描述时,将更能理解这些以及其他特征、实施方式和优点,其中:
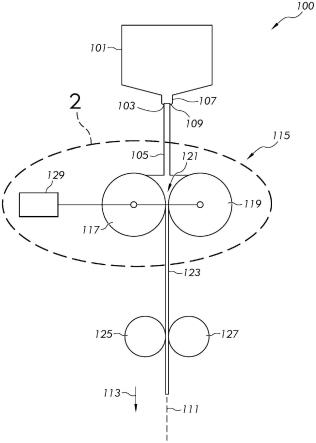
28.图1示意性地示出了根据本公开内容的实施方式的玻璃制造装置的示例实施方式;
29.图2示出了根据本公开内容的实施方式的图1的视图2截取的驱动装置的放大图;
30.图3示出了根据本公开内容的实施方式的图2的视图3截取的驱动装置的端部的放大图;
31.图4示出了根据本公开内容的实施方式的图3的线4-4的驱动装置的示例实施方式的侧视图;
32.图5示出了根据本公开内容的实施方式的图2的线5-5的驱动装置的示例实施方式的侧视图;
33.图6示出了根据本公开内容的实施方式的图4的线6-6的驱动装置的示例实施方式的俯视图;
34.图7示出了根据本公开内容的实施方式的图4的线7-7的驱动装置的示例实施方式的俯视图,其中第一成形辊相对于第二成形辊可移动;
35.图8示出了类似于根据本公开内容的实施方式的图6的驱动装置的示例实施方式的俯视图,其中第二成形辊相对于第一成形辊可移动;
36.图9示出了根据本公开内容的实施方式的成形辊的示例实施方式的分解图;
37.图10示出了根据本公开内容实施方式的包括附接至第一轴与第二轴的辊的成形辊的示例实施方式的透视图;以及
38.图11示出了根据本公开内容的实施方式的成形辊的示例实施方式的透视图,该成形辊包括附接至第一轴承座的第一轴和附接至第二轴承座的第二轴。
具体实施方式
39.现在将在下文中参考示出了示例实施方式的附图来更全面地描述实施方式。在所有附图中,只要有可能,均使用相同的附图标记表示相同或相似的部件。然而,本公开内容可许多不同的形式来实施,并且不应被解释为限于本文阐述的实施方式。
40.本发明涉和一种玻璃制造装置和用于形成玻璃带的方法。为了本公开内容的目的,“玻璃带”可被认为是处于黏性状态的玻璃带,处于弹性状态(例如,在室温下)的玻璃带,和/或处于黏性状态与弹性状态之间的黏弹性状态的玻璃带中的一种或多种。现在将通过示例性实施方式描述用于形成玻璃带的方法和装置。如图1中示意性所示,在一些实施方式中,示例性玻璃制造装置100可包括具有输送槽103的输送装置101,以狭槽拉制玻璃材料流,例如,玻璃带105。在一些实施方式中,输送装置101可包括输送管107,其终止于输送槽103中的下端109。例如,输送管107可包括通道,玻璃形成材料105可通过该通道而离开输送管107。输送槽103可包含开口、孔等,玻璃带105可通过该开口、孔而离开输送管107。在一些实施方式中,输送管107可定向承沿重力方向,使得玻璃带105可沿重力方向向下流过输送管107。
41.在一些实施方式中,输送装置101可限定在行进方向113上延伸到成形装置115的行进路径111。输送装置101可沿着输送路径111在输送装置101的行进方向113上输送玻璃带105。成形装置115可包括一对相对的成形辊,例如,第一成形辊117与第二成形辊119。在一些实施方式中,第二成形辊119可与第一成形辊117间隔开以限定间隙121。在一些实施方式中,第一成形辊117与第二成形辊119可彼此反向旋转。例如,在图1所示的方向上,第一成形辊117可沿顺时针方向旋转,而第二成形辊119可沿逆时针方向旋转。在一些实施方式中,第一成形辊117与第二成形辊119可沿间隙121内的行进路径111接收玻璃带105。玻璃带105可积聚在第一成形辊117与第二成形辊119之间,于是第一成形辊117与第二成形辊119可将玻璃带105变平、变薄、并且平滑成玻璃带123。
42.在一些实施方式中,玻璃带123可离开第一成形辊117与第二成形辊119,并且可被输送到一对牵引辊125、127。牵引辊125、127可在玻璃带123上向下拉,并且在一些实施方式中,可在玻璃带123中产生张力,以稳定和/或拉伸玻璃带123。在一些实施方式中,牵引辊125、127可彼此反向旋转。例如,在图1所示的方向上,一个牵引辊125可沿顺时针方向旋转,而另一个牵引辊127可沿逆时针方向旋转。在一些实施方式中,玻璃带123可沿着行进路径111在行进方向113上移动。在一些实施方式中,玻璃带123可基于玻璃带123的垂直位置包括一种或多种材料状态。例如,在一个位置处(例如,直接在成形辊117、119下方),玻璃带123可包括黏性材料,而在另一位置处(例如,直接在牵引辊125、127上方),玻璃带123可包括玻璃态的非晶固体。在一些实施方式中,驱动装置129可联接至第一成形辊117与第二成形辊119。如相对于图2-11所述的,驱动装置129可移动第一成形辊117或第二成形辊119中的一者或多者,以调节间隙121的尺寸。
43.在一些实施方式中,制造玻璃带的方法可包括沿着行进路径111沿行进方向113将玻璃带(例如,粘性玻璃材料)105引入在第一成形辊117与第二成形辊119之间限定的间隙121中。例如,玻璃带105可离开输送装置101并沿着行进路径111行进。玻璃带105可沿行进方向113行进,在一些实施方式中,该行进方向可沿重力方向向下。在一些实施方式中,制造玻璃带的方法可包括使玻璃带105穿过间隙121以形成玻璃带123。例如,当玻璃带105穿过
间隙121时,第一成形辊117与第二成形辊119可使玻璃带105变平、变薄、并平滑成平坦的玻璃带123。
44.图2示出了成形装置115,其包括联接至第一成形辊117与第二成形辊119的驱动装置129,如图1的视图2所示。尽管驱动装置129在图1中示出为联接至第一成形辊117与第二成形辊119,但是驱动装置129与第一成形辊117与第二成形辊119连接,而驱动装置129并不限于此。例如,在一些实施方式中,附加地或替代地,驱动装置129可联接至牵引辊125、127。相对于控制第一成形辊117与第二成形辊119的驱动装置129,其可与本公开内容所述实质上相同的方式来控制牵引辊125、127。在一些实施方式中,第一成形辊117可包括第一外径向表面201,其在第一成形辊117的第一端205与第二端207之间绕第一成形轴203延伸。在一些实施方式中,第一外径向表面201可在第一端205与第二端207之间沿着第一成形轴203包括恒定直径。在一些实施方式中,第一成形辊117可附接至一个或多个轴承座,例如,第一轴承座211与第二轴承座213。第一成形辊117的第一端205可附接至第一轴承座211,并且第一成形辊117的第二端207可附接至第二轴承座213。在一些实施方式中,第一轴承座211与第二轴承座213可包括一个或多个结构,其有助于第一成形辊117的旋转。例如,第一轴承座211与第二轴承座213可包括轴承,例如球形轴承,其可允许第一成形辊117绕第一成形轴203相对于第一轴承座211与第二轴承座213旋转。在允许第一成形辊117旋转的同时,第一轴承座211与第二轴承座213可限制第一成形辊117在x方向、y方向、z方向或其组合方向上的无意移动。
45.第二成形辊119可与第一成形辊117实质上相同。例如,在一些实施方式中,第二成形辊119可包括第二外径向表面221,其在第二成形辊119的第一端225与第二端227之间绕第二成形轴223延伸。在一些实施方式中,第二外径向表面221可包括恒定直径,其在第一端225与第二端227之间沿着第二成形轴223。在一些实施方式中,第一外径向表面201与第二外径向表面221不限于包括恒定直径。而是,在一些实施方式中,第一外径向表面201或第二外径向表面221中的一者或多者,可包括非恒定直径,例如,该直径沿着第一外径向表面201和/或第二外径向表面221所延伸的轴而变化。第二成形轴223可实质上平行于第一成形轴203。在一些实施方式中,第二成形辊119可附接至一个或多个轴承座,例如,第三轴承座231与第四轴承座233。第二成形辊119的第一端225可被附接至第三轴承座231,第二成形辊119的第二端227可被附接至第四轴承座233。在一些实施方式中,第一轴承座211、第二轴承座213、第三轴承座231、或第四轴承座233中的一者或多者可实质上相同。例如,第三轴承座231与第四轴承座233可包括一个或多个可有助于第二成形辊119旋转的结构。例如,第三轴承座231与第四轴承座233可包括轴承,例如球形轴承,其可允许第二成形辊119相对于第三轴承座231与第四轴承座233而绕着第二成形轴223的旋转。尽管允许第二成形辊119旋转,第三轴承座231与第四轴承座233可限制第二成形辊119在x方向、y方向、z方向或其组合方向上的无意的移动。在一些实施方式中,第一轴承座211与第三轴承座231可位于成形辊117、119的一侧(例如,在第一成形辊117的第一端205和在第二成形辊119的第一端225处),而第二轴承座213与第四轴承座233可位于成形辊117、119的相对侧(例如,在第一成形辊117的第二端207和在第二成形辊119的第二端227处)。
46.在一些实施方式中,驱动装置129可包括一个或多个平移驱动装置,例如,联接至第一成形辊117的第一平移驱动装置241和联接至第二成形辊119的第二平移驱动装置243。
在一些实施方式中,第一平移驱动装置241可联接至第一轴承座211与第二轴承座213,使得第一平移驱动装置241可控制第一成形辊117的第一端205与第二端207的移动。尽管图2示出了在一些实施方式中的包括两个平移驱动装置的第一平移驱动装置241,第一平移驱动装置241可包括一个或多个平移驱动装置。例如,如图2所示,第一平移驱动装置241可包括第一端平移驱动装置245和第二端平移驱动装置247。第一端平移驱动装置245可联接至第一轴承座211,并且可使第一轴承座211沿着移动轴(例如,第一移动轴251)移动。第二端平移驱动装置247可联接至第二轴承座213,并且可使第二轴承座213沿着移动轴(例如第二移动轴253)移动。在一些实施方式中,第一移动轴251与第二移动轴253可实质上平行。在一些实施方式中,第一端平移驱动装置245可使第一轴承座211沿第一移动轴251在朝向第二成形辊119的第一方向261上移动,和/或在远离第二成形辊119的第二方向263上移动。在一些实施方式中,第二端平移驱动装置247可使第二轴承座213沿第二移动轴253在朝向第二成形辊119的第一方向261上移动,和/或在远离第二成形辊119的第二方向263上移动。
47.在一些实施方式中,第一平移驱动装置241(例如,包括第一端平移驱动装置245与第二端平移驱动装置247)可独立地控制第一成形辊117的第一端205与第二端207的移动。例如,在一些实施方式中,第一端平移驱动装置245可在第一方向261上移动第一端205,而第二端平移驱动装置247可在第二方向263上移动第二端207。在一些实施方式中,第一端平移驱动装置245可在第二方向263上移动第一端205,而第二端平移驱动装置247可在第一方向261上移动第二端207。在一些实施方式中,第一端平移驱动装置245可将第一端205在第一方向261上移动第一距离,第二端平移驱动装置247可将第二端207在第一方向261上移动第二距离(例如,可与第一距离相同或不同)。在一些实施方式中,第一端平移驱动装置245可将第一端205在第二方向263上移动第一距离,第二端平移驱动装置247可将第二端207在第二方向263上移动第二距离(例如,可与第一距离相同或不同)。
48.第一平移驱动装置241不限于包括第一端平移驱动装置245与第二端平移驱动装置247,而是,在一些实施方式中,第一平移驱动装置241可包括单一平移驱动装置。例如,当第一平移驱动装置241包括单一平移驱动装置时,第一平移驱动装置241可联接至第一轴承座211与第二轴承座213,并且可将第一轴承座211与第二轴承座213在第一方向261或第二方向263上分别沿第一移动轴251与第二移动轴253移动。相反于第一平移驱动装置241包括两个平移驱动装置(例如,如图2所示),当第一平移驱动装置241包括单一第一平移驱动装置时,第一成形辊117的第一端205与第二端207被限定为沿相同方向一起移动(例如,第一端205与第二端207沿第一方向261一起移动,或者第一端205与第二端207沿第二方向263一起移动)。
49.在一些实施方式中,第一平移驱动装置241可包括伺服马达。例如,在一些实施方式中,当第一平移驱动装置241包括第一端平移驱动装置245与第二端平移驱动装置247时,第一端平移驱动装置245可包括伺服马达,并且第二端平移驱动装置装置247可包括伺服马达。该些伺服马达可提供对第一轴承座211与第二轴承座213的移动的增量控制。例如,当玻璃制造装置100在运行并且输送玻璃带105到第一成形辊117与第二成形辊119时,伺服马达可允许第一轴承座211和/或第二轴承座213移动所需的距离。因此,包括一个或多个伺服马达的第一平移驱动装置241可提供对第一成形辊117相对于第二成形辊119的位置的更精确的控制,以及在第一成形辊117与第二成形辊119之间的更精确的间隙宽度。另外,包括一个
或多个伺服马达的第一平移驱动装置241可在玻璃制造装置100运行时有助于第一成形辊117与第二成形辊119之间的间隙宽度的调节,从而减少停机时间并增加效率。
50.参照第二平移驱动装置243,在一些实施方式中,第二平移驱动装置243可联接至第三轴承座231与第四轴承座233,使得第二平移驱动装置243可控制第二成形辊119的第一端225与第二端227的移动。尽管图2示出了包括两个平移驱动装置243的第二平移驱动装置243,在一些实施方式中,第二平移驱动装置243可包括一个或多个平移驱动装置。例如,如图2所示,第二平移驱动装置243可包括第三端平移驱动装置265与第四端平移驱动装置267。第三端平移驱动装置265可联接至第三轴承座231,并且可使第三轴承座231沿着移动轴(例如,第一移动轴251)移动。第四端平移驱动装置267可联接至第四轴承座233,并且可使第四轴承座233沿着移动轴(例如第二移动轴253)移动。在一些实施方式中,第三端平移驱动装置265可使第三轴承座231沿着第一移动轴251在第一方向261上和/或在第二方向263上移动。在一些实施方式中,第四端平移驱动装置267可使第四轴承座233沿着第二移动轴253在第一方向261上和/或在第二方向263上移动。
51.在一些实施方式中,第二平移驱动装置243(例如,包括第三端平移驱动装置265与第四端平移驱动装置267)可独立地控制第二成形辊119的第一端225与第二端227的移动。例如,在一些实施方式中,第三端平移驱动装置265可在第一方向261上移动第一端225,而第四端平移驱动装置267可在第二方向263上移动第二端227。在一些实施方式中,第三端平移驱动装置265可在第二方向263上移动第一端225,而第四端平移驱动装置267可在第一方向261上移动第二端227。在一些实施方式中,第三端平移驱动装置265可将第一端225在第一方向261上移动第一距离,并且第四端平移驱动装置267可将第二端227在第一方向261上移动第二距离(例如,可与第一距离相同或不同)。在一些实施方式中,第三端平移驱动装置265可将第一端225在第二方向263上移动第一距离,并且第四端平移驱动装置267可将第二端227在第二方向263上移动第二距离(例如,可与第一距离相同或不同)。
52.第二平移驱动装置243可不限于包括第三端平移驱动装置265与第四端平移驱动装置267,而是,在一些实施方式中,第二平移驱动装置243可包括单一平移驱动装置。例如,当第二平移驱动装置243包括单一平移驱动装置时,第二平移驱动装置243可联接至第一轴承座211与第二轴承座213,并且可将第一轴承座211与第二轴承座213在第一方向261或第二方向263上分别沿第一移动轴251与第二移动轴253移动。相反于第二平移驱动装置243包括两个平移驱动装置(例如,如图2所示),当第二平移驱动装置243包括单一第一平移驱动装置时,第一成形辊117的第一端225与第二端227被限定为沿相同方向一起移动(例如,第一端225与第二端227沿第一方向261一起移动,或者第一端225与第二端227沿第二方向263一起移动)。
53.在一些实施方式中,第二平移驱动装置243可包括气压缸或伺服马达中的一者或多者。例如,在一些实施方式中,当第二平移驱动装置243包括第三端平移驱动装置265与第四端平移驱动装置267时,第三端平移驱动装置265可包括气压缸或伺服马达中的一者或多者,并且第四端平移驱动装置267可包括气压缸或伺服马达中的一者或多者。虽然气压缸可提供对第三轴承座231与第四轴承座233的移动的较少的增量控制,但是第一平移驱动装置241可包括伺服马达,该伺服马达可抵消第三轴承座231与第四轴承座233的位置中的任何不精确性。例如,在一些实施方式中,气压缸可在两个位置(例如,第一或打开位置,以及第
二或关闭位置)之间调节第二成形辊119。与第二或关闭位置相比,第一或打开位置可与第一成形辊117间隔更远。在操作中,包括该一个或多个气压缸的第二平移驱动装置243可将第二成形辊119保持在第二位置或关闭位置。为了调节第一成形辊117与第二成形辊119之间的间隙的宽度,第一平移驱动装置241的伺服马达可使第一成形辊117相对于第二成形辊119增量地移动,同时维持第二成形辊119的位置。在一些实施方式中,气压缸具有至少某种程度的弹性或“回馈”,以回应于施加到第二成形辊119的增加的力。例如,在一些实施方式中,玻璃带105内的固化的材料片可能会不经意地位于第一成形辊117与第二成形辊119之间,其中该固化的片的尺寸大于第一成形辊117与第二成形辊119之间的间隙宽度。固化的片可在第一成形辊117与第二成形辊119上施加力。气压缸可允许第二成形辊119沿第一方向261移动,并允许固化的片穿过间隙,从而减少对第一成形辊117与第二成形辊119的损坏。
54.在一些实施方式中,第二平移驱动装置243可不限于包括气压缸,而是可包括伺服马达。例如,在一些实施方式中,当第二平移驱动装置243包括第三端平移驱动装置265与第四端平移驱动装置267时,第三端平移驱动装置265可包括伺服马达,并且第四端平移驱动装置装置267可包括伺服马达。该些伺服马达可提供对第三轴承座231与第四轴承座233的移动的增量控制。例如,当玻璃制造装置100在运行并且输送玻璃带105到第一成形辊117与第二成形辊119时,伺服马达可允许第三轴承座231和/或第四轴承座233移动所需的距离。因此,包括一个或多个伺服马达的第二平移驱动装置243可提供对第二成形辊119相对于第一成形辊117的位置的更精确的控制,以及在第一成形辊117与第二成形辊119之间的更精确的间隙宽度。另外,包括一个或多个伺服马达的第二平移驱动装置243可在玻璃制造装置100工作时有助于第一成形辊117与第二成形辊119之间的间隙宽度的调节,从而减少停机时间并增加效率。
55.参照图2-3,在一些实施方式中,驱动装置129可包括转移装置271,其可联接至第一成形辊117与第二成形辊119。例如,在一些实施方式中,转移装置271可在一侧上联接至第一平移驱动装置241与第二平移驱动装置243,并且在相对侧联接至第一成形辊117与第二成形辊119。转移装置271可将输出动作从第一平移驱动装置241与第二平移驱动装置243分别输送到第一成形辊117与第二成形辊119,以引起第一成形辊117与第二成形辊119的移动。转移装置271可包括一个或多个支撑杆,例如,第一支撑杆273、第二支撑杆275、第三支撑杆277、第四支撑杆279、第五支撑杆281、和第六支撑杆283。第一支撑杆273、第三支撑杆277、和第五支撑杆281可位于第一成形辊117与第二成形辊119的第一侧(例如,相邻于第一端205和第一端225)。第二支撑杆275、第四支撑杆279、和第六支撑杆283可位于第一成形辊117与第二成形辊119的第二侧(例如,相邻于第二端207和第二端227)。
56.在一些实施方式中,制造玻璃带的方法可包括监测玻璃带123的特性(例如,图1中所示),并且基于该特性,改变间隙121的宽度。例如,在一些实施方式中,该特性可包括施加在第一成形辊117或第二成形辊119中的一者或多者上的力,或玻璃带123的厚度中的一者或多者。在一些实施方式中,在操作期间,玻璃带105可在第一成形辊117与第二成形辊119上施加力。该力可例如用力监测器291(例如,图2-3中所示)来监测。力监测器291可例如联接至第三轴承座231,尽管在一些实施方式中,力监测器291可联接至一个或多个其他轴承座,例如第一轴承座211、第二轴承座213(例如,图2中所示)、或第四轴承座233(例如,图2中
所示)。力监测器291可监测由玻璃带105施加在第二成形辊119上的力。在一些实施方式中,基于由力监测器291所检测到的力,可改变间隙121的宽度。例如,在一些实施方式中,当由力监测器291所检测到的力大于预定力的范围时,可通过使第一成形辊117与第二成形辊119分开而增加间隙121的宽度。在一些实施方式中,当由力监测器291检测到的力小于预定力的范围时,可通过使第一成形辊117与第二成形辊119靠近在一起来减小间隙121的宽度。
57.在一些实施方式中,玻璃带123的该特性不限于施加在第一成形辊117或第二成形辊119中的一者或多者上的力。反的,在一些实施方式中,该特性可包括玻璃带123的厚度。玻璃带123的厚度可例如通过视觉检查装置,由操作员等进行监测。在监测过程中,当玻璃带123的厚度大于预定厚度范围时,可通过使第一成形辊117与第二成形辊119靠近而减小间隙121的宽度,这可能导致玻璃带123的厚度减小。在一些实施方式中,当玻璃带123的厚度小于预定厚度范围时,可通过使第一成形辊117与第二成形辊119分开而增大间隙121的宽度,这可能导致玻璃带的厚度增大。
58.图3示出了在图2的视线3处截取的转移装置271的部分。在一些实施方式中,转移装置271可包括框架301。框架301可位于第一成形辊117与驱动装置(例如,第一端平移驱动装置245与第三端平移驱动装置265)之间。在一些实施方式中,框架301可包括限定一个或多个开口的壁,例如,第一开口303、第二开口305、和第三开口307。在一些实施方式中,框架301的开口可容纳该些支撑杆。例如,第一开口303可容纳第一支撑杆273,第二开口305可容纳第三支撑杆277,且第三开口307可容纳第五支撑杆281。在一些实施方式中,第一开口303、第二开口305、和第三开口307的横截面尺寸可大于第一支撑杆273、第三支撑杆277、和第五支撑杆281。例如,第一开口303的横截面尺寸(例如,图3中的直径)可大于第一支撑杆273的横截面尺寸(例如,图3中的直径)。第二开口305的横截面尺寸(例如,图3中的直径)可大于第三支撑杆277的横截面尺寸(例如,图3中的直径)。第三开口307的横截面尺寸(例如,图3中的直径)可大于第五支撑杆281的横截面尺寸(例如,图3中的直径)。在一些实施方式中,由于第一开口303大于第一支撑杆273,因此第一支撑杆273可安装在框架301中,例如,通过水平地且滑动地安装。在一些实施方式中,由于第二开口305大于第三支撑杆277,因此第三支撑杆277可安装在框架301中,例如,通过水平地且滑动地安装。在一些实施方式中,由于第三开口307大于第五支撑杆281,因此第五支撑杆281可安装在框架301中,例如,通过水平地且滑动地安装。通过水平地且滑动地安装,第一支撑杆273可沿第一支撑杆273延伸的轴相对于框架301在第一开口303内移动,第三支撑杆277可沿着第三支撑杆277延伸的轴相对于框架301在第二开口305内移动,和/或第五支撑杆281可沿着第五支撑杆281延伸的轴相对于框架301在第三开口307内移动。
59.在一些实施方式中,转移装置271可包括附接板,例如,第一附接板309(例如,图5-8中示出的第二附接板500)。第一附接板309可定位在框架301与驱动装置(例如,第一端平移驱动装置245与第三端平移驱动装置265)之间。在一些实施方式中,第一附接板309可包括实质上平行于框架301延伸的壁。第一附接板309可与框架301间隔开,其中第一附接板309限定一个或多个开口,而第一支撑杆273、第三支撑杆277、和/或第五支撑杆281延伸穿过该些开口。
60.图4示出了沿图3的线4-4的驱动装置129的侧视图。在一些实施方式中,第一附接板309可限定一个或多个开口,例如,第一附接开口401。在一些实施方式中,第一附接板309
可接收该些支撑杆中的一者或多者,例如,第一支撑杆273。例如,第一支撑杆273可容纳在第一附接开口401内。在一些实施方式中,第一附接开口401的横截面尺寸(例如,图4中的直径)可大于第一支撑杆273的横截面尺寸(例如,图4中的直径)。第一支撑杆273可安装在第一附接板309中(例如,水平地且滑动地安装),其中第一支撑杆273可在第一附接开口401内相对于第一附接板309沿第一移动轴402移动,第一支撑杆273沿着第一移动轴402延伸。
61.在一些实施方式中,第一支撑杆273可包括第一内端403与第一外端405,其中第一支撑杆273在第一内端403与第一外端405之间沿着第一移动轴402实质上线性地延伸。第一成形辊117可安装(例如,旋转地安装)至第一支撑杆273的第一外端405。例如,第一外端405可例如通过容纳在第一轴承座211内的开口中而附接至第一轴承座211。第一外端405可用数种方式附接至第一轴承座211。例如,在一些实施方式中,第一外端405可螺旋拧入第一轴承座211的开口中,第一外端405包括公螺纹,其与第一轴承座211的开口中的母螺纹以螺纹接合。在一些实施方式中,第一外端405可通过粘合剂和/或机械紧固件(例如,螺钉、螺栓等)附接至第一轴承座211。通过附接至第一轴承座211,例如当第一支撑杆273沿第一移动轴402移动时,第一外端405可引起第一轴承座211的移动。第一成形辊117可安装(例如,旋转地安装)至第一轴承座211,而第一成形辊117可相对于第一轴承座211旋转。如此,第一成形辊117可经由第一轴承座211安装(例如,旋转地安装)至第一支撑杆273的第一外端405。
62.在一些实施方式中,第一内端403可附接至第一平移驱动装置241,例如,第一端平移驱动装置245。第一内端403可用数种方式附接至第一端平移驱动装置245,例如,通过机械紧固件、焊接、粘合剂、螺纹接合等。在一些实施方式中,第一端平移驱动装置245可沿第一移动轴402输出平移驱动力,这可引起第一支撑杆273沿第一移动轴402在第一方向261和/或第二方向263上移动。在一些实施方式中,第一支撑杆273可延伸穿过第一附接板309,并且独立于第一附接板309的移动(如果有的话)而沿着第一移动轴402移动。在一些实施方式中,随着第一端平移驱动装置245使第一支撑杆273沿第一移动轴402移动,第一支撑杆273可引起第一轴承座211沿第一移动轴402的相应移动。第一轴承座211的这种移动可引起第一成形辊117的第一端205的移动,使得第一平移驱动装置241可使第一成形辊117的第一端205沿着第一移动轴251移动,例如,通过第一支撑杆273与第一轴承座211的移动。
63.在一些实施方式中,第三支撑杆277可包括第三内端413与第三外端415,第三支撑杆277在第三内端413与第三外端415之间沿着第三移动轴417实质上线性地延伸。第二成形辊119可安装(例如,旋转地安装)至第三支撑杆277的第三外端415。例如,第三外端415可例如通过容纳在第三轴承座231内的开口419内而附接至第三轴承座231。第三外端415可用数种方式附接至第三轴承座231。例如,在一些实施方式中,第三外端415可螺旋拧入第三轴承座231中的开口419,第三外端415包括公螺纹,其与第三轴承块231的开口419中的母螺纹以螺纹接合。在一些实施方式中,第三外端415可通过粘合剂和/或机械紧固件(例如,螺钉、螺栓等)附接至第三轴承座231。通过附接至第三轴承座231,例如当第三支撑杆277沿着第三移动轴417移动时,第三外端415可引起第三轴承座231的移动。第二成形辊119可安装(例如,旋转地安装)至第三轴承座231,第二成形辊119可相对于第三轴承座231旋转。如此,第二成形辊119可经由第三轴承座231安装(例如,旋转地安装)至第三支撑杆277的第三外端415。
64.在一些实施方式中,第三支撑杆277与第一成形辊117(例如,附接至第一轴承座
211)可相对于彼此独立地移动。例如,第三支撑杆277可相对于第一成形辊117(例如,附接至第一轴承座211)移动,而第一成形辊117(例如附接至第一轴承座211)可相对于第三支撑杆277移动。在一些实施方式中,第一轴承座211可限定开口421,第三支撑杆277可容纳并延伸穿过开口421。在一些实施方式中,第三支撑杆277可不附接至第一轴承座211,使得第三支撑杆277与第一轴承座211可彼此独立地移动。例如,第一轴承座211中的开口421的横截面尺寸可大于第三支撑杆277的横截面尺寸。结果,第三支撑杆277在第一方向261和/或第二方向263上的移动可能不会引起第一轴承座211的移动。在一些实施方式中,第一轴承座211沿着第一方向261和/或第二方向263的移动可能不会引起第三支撑杆277的移动。在一些实施方式中,第三内端413可附接至第一附接板309。第三内端413可用数种方式附接至第一附接板309,例如通过机械紧固件、焊接、粘合剂、螺纹接合等,例如,第三内端413可附接至第一附接板309的第一侧423。
65.在一些实施方式中,第五支撑杆281可包括第五内端433与第五外端435,第五支撑杆281沿着第五移动轴437在第五内端433与第五外端435之间实质上线性地延伸。第二成形辊119可安装(例如,旋转地安装)至第五支撑杆281的第五外端435。例如,第五外端435可例如通过容纳在第三轴承座231内的开口441内而附接至第三轴承座231。第五外端435可用数种方式附接至第三轴承座231。例如,在一些实施方式中,第五外端435可螺旋拧入第三轴承座231中的开口441,第五外端435包括公螺纹,其与第三轴承块231的开口441中的母螺纹以螺纹接合。在一些实施方式中,第五外端435可通过粘合剂和/或机械紧固件(例如,螺钉、螺栓等)附接至第三轴承座231。通过附接至第三轴承座231,例如当第五支撑杆281沿着第五移动轴437移动时,第五外端435可引起第三轴承座231的移动。第二成形辊119可安装(例如,旋转地安装)至第三轴承座231,第二成形辊119可相对于第三轴承座231旋转。如此,第二成形辊119可经由第三轴承座231可安装(例如,旋转地安装)至第五支撑杆281的第五外端435。
66.在一些实施方式中,第五支撑杆281与第一成形辊117(例如,附接至第一轴承座211)可相对于彼此独立地移动。例如,第五支撑杆281可相对于第一成形辊117(例如,附接至第一轴承座211)移动,而第一成形辊117(例如,附接至第一轴承座211)可相对于第五支撑杆281移动。在一些实施方式中,第一轴承座211可限定开口443,第五支撑杆281可容纳并延伸穿过开口443。在一些实施方式中,第五支撑杆281可不附接至第一轴承座211,使得第五支撑杆281与第一轴承座211可彼此独立地移动。例如,第一轴承座211中的开口443的横截面尺寸可大于第五支撑杆281的横截面尺寸。结果,第五支撑杆281沿着第一方向261和/或第二方向263的移动可能不会引起第一轴承座211的移动。在一些实施方式中,第一轴承座211沿着第一方向261和/或第二方向263的移动不会引起第五支撑杆281的移动。在一些实施方式中,第五内端433可附接至第一附接板309。第五内端433可用数种方式附接至第一附接板309,例如通过机械紧固件、焊接、粘合剂、螺纹接合等,例如,第五内端433可附接至第一附接板309的第一侧423。
67.在一些实施方式中,第三支撑杆277与第五支撑杆281可定位在第一支撑杆273的相对侧,第三支撑杆277与第五支撑杆281延伸穿过第一轴承座211。在一些实施方式中,由于第一支撑杆273被附接至第一轴承座211,因此第三支撑杆277与第五支撑杆281可比第一支撑杆273从框架301延伸更大的距离。在一些实施方式中,第三支撑杆277与第五支撑杆
281可朝着第三轴承座231的顶部与底部而附接至第三轴承座231。第一附接板309沿第一方向261或第二方向263的移动,可引起第三支撑杆277与第五支撑杆281分别沿第一方向261或第二方向263的移动,从而引起第二成形辊119的第一端部225的移动。
68.图5示出了沿图2的线5-5的驱动装置129的侧视图。在一些实施方式中,转移装置271可包括第二附接板500,其可与第一附接板309实质上相同(例如,在图3-4中示出)。第二附接板500可限定一个或多个开口,例如,第二附接开口501。在一些实施方式中,第二附接板500可容纳一个或多个支撑杆,例如第二支撑杆275,第二支撑杆275容纳在第二附接开口501内。在一些实施方式中,第二附接开口501的横截面尺寸(例如,图5中的直径)可大于第二支撑杆275的横截面尺寸(例如,图5中的直径)。第二支撑杆275可被安装在第二附接板500中(例如,水平且滑动地安装),第二支撑杆275可在第二附接开口501内相对于第二附接板500沿第二移动轴502移动,第二支撑杆275沿着第二移动轴502延伸。
69.在一些实施方式中,第二支撑杆275可包括第二内端503与第二外端505,第二支撑杆275在第二内端503与第二外端505之间沿着第二移动轴502基本上线性地延伸。第一成形辊117可安装(例如,旋转地安装)至第二支撑杆275的第二外端505。例如,第二外端505可例如通过容纳在第二轴承座213内的开口内而附接至第二轴承座213。第二外端505可用数种方式附接至第二轴承座213。例如,在一些实施方式中,第二外端505可螺旋拧入第二轴承座213的开口中,第二外端505包括公螺纹,其与第二轴承座213的开口中的母螺纹以螺纹接合。在一些实施方式中,第二外端505可通过粘合剂和/或机械紧固件(例如,螺钉、螺栓等)附接至第二轴承座213。通过附接至第二轴承座213,例如当第二支撑杆275沿第二移动轴502移动时,第二外端505可引起第二轴承座213的移动。第二成形辊119可安装(例如,旋转地安装)至第二轴承座213,第二成形辊119可相对于第二轴承座213旋转。如此,第二成形辊119可经由第二轴承座213安装(例如,旋转地安装)到第二支撑杆275的第二外端505。
70.在一些实施方式中,第二内端503可附接至第一平移驱动装置241,例如,第二端平移驱动装置247。第二内端503可用数种方式附接至第二端平移驱动装置247,例如,通过机械紧固件、焊接、粘合剂、螺纹接合等。在一些实施方式中,第二端平移驱动装置247可沿第二移动轴502输出平移驱动力,其可引起第二支撑杆275沿第二移动轴502在第一方向261和/或第二方向263上移动。在一些实施方式中,第二支撑杆275可延伸穿过第二附接板500,并且独立于第二附接板500的移动(如果有的话)而沿着第二移动轴502移动。在一些实施方式中,当第二端平移驱动装置247使第二支撑杆275沿第二移动轴502移动时,第二支撑杆275可引起第二轴承座213沿第二移动轴502的相应移动。第二轴承座213的移动,可引起第一成形辊117的第二端207的移动,使得第一平移驱动装置241可使第一成形辊117的第二端207沿第一移动轴251移动,例如,通过第一支撑杆273与第一轴承座211的移动。
71.在一些实施方式中,第四支撑杆279可包括第四内端513与第四外端515,其中第四支撑杆279在第四内端513与第四外端515之间沿着第四移动轴517实质上线性地延伸。第二成形辊119可安装(例如,旋转地安装)至第四支撑杆279的第四外端515。例如,第四外端515可例如通过容纳在第四轴承座233内的开口519内而附接至第四轴承座233。第四外端515可用数种方式附接至第四轴承座233。例如,在一些实施方式中,第四外端515可螺旋拧入第四轴承座233中的开口519,第四外端515包括公螺纹,其与第四轴承座233的开口519中的母螺纹以螺纹接合。在一些实施方式中,第四外端515可通过粘合剂和/或机械紧固件(例如,螺
钉、螺栓等)附接至第四轴承座233。通过附接至第四轴承座233,例如当第四支撑杆279沿着第四移动轴517移动时,第四外端515可引起第四轴承座233的移动。第二成形辊119可安装(例如,旋转地安装)至第四轴承座233,第二成形辊119可相对于第四轴承座233旋转。如此,第二成形辊119可经由第四轴承座233安装(例如,旋转地安装)到第四支撑杆279的第四外端515。
72.在一些实施方式中,第四支撑杆279与第一成形辊117(例如,附接至第二轴承座213)可相对于彼此独立地移动。例如,第四支撑杆279可相对于第一成形辊117(例如,附接至第二轴承座213)移动,而第一成形辊117(例如附接至第二轴承座213)可相对于第四支撑杆279(例如,附接至第二轴承座213)移动。在一些实施方式中,第二轴承座213可限定开口521,第四支撑杆279可容纳并延伸穿过开口521。在一些实施方式中,第四支撑杆279可不附接至第二轴承座213,使得第四支撑杆279与第二轴承座213可彼此独立地移动。例如,第二轴承座213中的开口521的横截面尺寸可大于第四支撑杆279的横截面尺寸。结果,第四支撑杆279在第一方向261和/或第二方向263上的移动不会引起第二轴承座213的移动。在一些实施方式中,第二轴承座213在第一方向261和/或第二方向263上的移动可能不会引起第四支撑杆279的移动。在一些实施方式中,第四内端513可附接至第二附接板500。第四内端513可用数种方式附接至第二附接板500,例如通过机械紧固件、焊接、粘合剂、螺纹接合等,例如,第四内端513可附接至第二附接板500的第一侧523。
73.在一些实施方式中,第六支撑杆283可包括第六内端533与第六外端535,第六支撑杆283在第六内端533与第六外端535之间沿着第六移动轴537实质上线性地延伸。第二成形辊119可安装(例如,旋转地安装)至第六支撑杆283的第六外端535。例如,第六外端535可例如通过容纳在第四轴承座233内的开口541内而附接至第四轴承座233。第六外端535可用数种方式附接至第四轴承座233。例如,在一些实施方式中,第六外端535可螺旋拧入第四轴承座233中的开口541,第六外端535包括公螺纹,其与第四轴承座233的开口541中的母螺纹以螺纹接合。在一些实施方式中,第六外端535可通过粘合剂和/或机械紧固件(例如,螺钉、螺栓等)附接至第四轴承座233。通过附接至第四轴承座233,例如当第六支撑杆283沿着第六移动轴537移动时,第六外端535可引起第四轴承座23的移动。第二成形辊119可安装(例如,旋转地安装)至第四轴承座233,第二成形辊119可相对于第四轴承座233旋转。如此,第二成形辊119可经由第四轴承座233安装(例如,旋转地安装)到第六支撑杆283的第六外端535。
74.在一些实施方式中,第六支撑杆283与第一成形辊117(例如,附接至第二轴承座213)可相对于彼此独立地移动。例如,第六支撑杆283可相对于第一成形辊117(例如,附接至第二轴承座213)移动,而第一成形辊117(例如附接至第二轴承座213)可相对于第六支撑杆283移动。在一些实施方式中,第二轴承座213可限定开口543,第六支撑杆283可容纳并延伸穿过开口543。在一些实施方式中,第六支撑杆283可不附接至第二轴承座213,使得第六支撑杆283与第二轴承座213可彼此独立地移动。例如,第二轴承座213中的开口543的横截面尺寸可大于第六支撑杆283的横截面尺寸。结果,第六支撑杆283沿着第一方向261和/或第二方向263的移动,不会引起第二轴承座213的移动。在一些实施方式中,第二轴承座213在第一方向261和/或第二方向263上的移动,可能不会引起第六支撑杆283的移动。在一些实施方式中,第六内端533可附接至第二附接板500。第六内端533可用数种方式附接至第二附接板500,例如通过机械紧固件、焊接、粘合剂、螺纹接合等。在一些实施方式中,第六内端
533可被附接至第二附接板500的第一侧523。
75.在一些实施方式中,第四支撑杆279与第六支撑杆283可定位在第二支撑杆275的相对侧上,第四支撑杆279与第六支撑杆283延伸穿过第二轴承座213。在一些实施方式中,由于第二支撑杆275被附接至第二轴承座213,所以第四支撑杆279与第六支撑杆283可比第二支撑杆275从框架301延伸更大的距离。在一些实施方式中,第四支撑杆279与第六支撑杆283可朝着第四轴承座233的顶部与底部而附接至第四轴承座233。第二附接板500在第一方向261或第二方向263上的移动,可引起第四支撑杆279与第六支撑杆283分别在第一方向261或第二方向263上的移动,从而导致第二成形辊119的第二端227的移动。
76.图6示出了沿图4的线6-6的驱动装置129的俯视图。在一些实施方式中,驱动装置129可独立地控制第一成形辊117的第一端205、第一成形辊117的第二端207、第二成形辊119的第一端225、或第二成形辊119的第二端227的在第一方向261和/或第二方向263上的移动。例如,第一附接板309与第二附接板500可间隔开,以在第一附接板309与第二附接板500之间限定间隙。第一附接板309与第二附接板500可彼此独立地移动,其中第一附接板309可在第一方向261和/或第二方向263上移动,并且第二附接板500可独立于第一附接板309而在第一方向261和/或第二方向263上移动。在一些实施方式中,第一附接板309可包括第一侧423和相对的第二侧601。第三支撑杆277与第五支撑杆281可附接至第一附接板309的第一侧423(例如,如图4所示,第三支撑杆277的第三内端413与第五支撑杆281的第五内端433附接至第一附接板309的第一侧423)。第二平移驱动装置243(例如,第三端平移驱动装置265)可附接至第一附接板309的第二侧601。在一些实施方式中,第三端平移驱动装置265可包括第一驱动轴603,其可附接至第一附接板309的第二侧601。第三端平移驱动装置265可输出动作以引起第一驱动轴603移动(例如,在第一方向261和/或第二方向263上),这会引起第一附接板309的移动。由于第三支撑杆277与第五支撑杆281附接至第一附接板309的第一侧423,第一附接板309的移动会引起第三支撑杆277与第五支撑杆281的移动,这会引起第二成形辊119的第一端225的相应移动。
77.在一些实施方式中,第二附接板500可包括第一侧523和相对的第二侧605。第四支撑杆279与第六支撑杆283可附接至第二附接板500的第一侧523(例如,如图5所示,第四支撑杆279的第四内端513与第六支撑杆283的第六内端533附接至第二附接板500的第一侧523)。第二平移驱动装置243(例如,第四端平移驱动装置267)可附接至第二附接板500的第二侧605。在一些实施方式中,第四端平移驱动装置267可包括第二驱动轴607,其可附接至第二附接板500的第二侧605。第四端平移驱动装置267可输出动作以引起第二驱动轴607移动(例如,在第一方向261和/或第二方向263上),这会引起第二附接板500的移动。由于第四支撑杆279与第六支撑杆283附接至第二附接板500的第一侧523,第二附接板500的移动可引起第四支撑杆279与第六支撑杆283的移动,这会引起第二成形辊119的第二端227的相应移动。
78.图7示出了沿图4的线7-7的驱动装置129的俯视图。在一些实施方式中,制造玻璃带的方法可包括,通过沿着可实质上垂直于行进路径111的移动轴703移动独立于第二成形辊119的第一成形辊117或沿着移动轴703移动独立于第一成形辊117的第二成形辊119中的一者或多者,来改变间隙121的宽度701。在一些实施方式中,驱动装置129可移动独立于第二成形辊119的第一成形辊117或独立于第一成形辊117的第二成形辊119中的一者或多者,
以改变间隙121的宽度701。例如,第一平移驱动装置241可独立于第二平移驱动装置243而移动第一成形辊117的第一端205和/或第二端207,而第二平移驱动装置243移动第二成形辊119的第一端225和/或第二端227。第一支撑杆273可附接至第一轴承座211与第一端平移驱动装置245,例如,第一支撑杆273的第一外端405附接至第一轴承座211,且第一支撑杆273的第一内端403附接至第一端平移驱动装置245。在一些实施方式中,第一支撑杆273可延伸穿过框架301与第一附接板309中的开口(例如,也在图4中示出),使得第一支撑杆273可独立地移动框架301与第一附接板309。在一些实施方式中,第一端平移驱动装置245可输出动作以引起第一支撑杆273移动(例如,在第一方向261和/或第二方向263上)。第一支撑杆273的移动可引起第一轴承座211的移动(例如,在第一方向261和/或第二方向263上),这可增大或减小在第一成形辊117的第一端205处的间隙121的宽度701。
79.在一些实施方式中,例如,当第一平移驱动装置241包括多个驱动装置(例如,第一端平移驱动装置245与第二端平移驱动装置247)时,第一成形辊117的第一端205与第一成形辊117的第二端207可彼此独立地移动。例如,第二支撑杆275可附接至第二轴承座213与第二端平移驱动装置247,例如,第二支撑杆275的第二外端505附接至第二轴承座213,且第二支撑杆275的第二内端503附接至第一端平移驱动装置245。在一些实施方式中,第二支撑杆275可延伸穿过框架301与第二附接板500(例如,也在图5中示出)中的开口,使得第二支撑杆275可独立地移动框架301与第二附接板500。在一些实施方式中,第二端平移驱动装置247可输出动作以引起第二支撑杆275移动(例如,在第一方向261和/或第二方向263上)。第二支撑杆275的移动可引起第二轴承座213的移动(例如,在第一方向261和/或第二方向263上),这可增大或减小在第一成形辊117的第二端207处的间隙121的宽度701。
80.在一些实施方式中,第一端平移驱动装置245与第二端平移驱动装置247可彼此独立地操作,使得第一成形辊117的第一端205与第二端207的移动可彼此独立。例如,在一些实施方式中,为了减小间隙121的宽度701,第一端平移驱动装置245可在第一方向261上移动第一支撑杆273,而第二端平移驱动装置247可在第一方向261移动第二支撑杆275,这可移动第一成形辊117朝向第二成形辊119。在一些实施方式中,为了增加间隙121的宽度701,第一端平移驱动装置245可在第二方向263上移动第一支撑杆273,而第二端平移驱动装置247可在第二方向263上移动第二支撑杆275,这可移动第一成形辊117远离第二成形辊119。在一些实施方式中,第一成形辊117的直径沿第一成形辊117的长度上可不是恒定的,使得第一成形辊117的一端和第一成形辊117的相对端可与第二成形辊119间隔不同距离。为了适应第一成形辊117的直径的差异,在一些实施方式中,第一成形辊117的一端(例如,第一端205或第二端207)可在第一方向261和/或第二方向263上移动,而第一成形辊117的相对端可保持静止。如此,第一平移驱动装置241可使第一成形辊117的第一端205或第二端207中的一者或多者沿着可实质上垂直于行进路径111的移动轴703移动。
81.图8示出了类似于图6的沿着图4的线6-6的驱动装置129的俯视图。在一些实施方式中,改变间隙121的宽度701不限于,沿着实质上垂直于行进路径111的移动轴703移动独立于第二成形辊119的第一成形辊117。相反,在一些实施方式中,制造玻璃带的方法可包括,沿着移动轴703移动独立于第一成形辊117的第二成形辊119。例如,第二平移驱动装置243可独立于第一平移驱动装置241而移动第二成形辊119的第一端225和/或第二端227,而第一平移驱动装置241移动第一成形辊117的第一端205和/或第二端207。第三支撑杆277与
第五支撑杆281可附接至第三轴承座231与第三端平移驱动装置265。在一些实施方式中,第三支撑杆277与第五支撑杆281可延伸穿过框架301中的开口,并且可附接至第一附接板309的第一侧423(例如,也在图4中示出),使得第三支撑杆277与第五支撑杆281可独立于框架301而移动。在一些实施方式中,第三端平移驱动装置265可输出动作以引起第三支撑杆277与第五支撑杆281移动(例如,在第一方向261和/或第二方向263上)。第三支撑杆277与第五支撑杆281的移动可引起第三轴承座231的移动(例如,在第一方向261和/或第二方向263上),这可增大或减小在第二成形辊119的第一端225处的间隙121的宽度701。
82.在一些实施方式中,例如,当第二平移驱动装置243包括多个驱动装置(例如,第三端平移驱动装置265与第四端平移驱动装置267)时,第二成形辊119的第一端225与第二成形辊119的第二端227可彼此独立地移动。例如,第四支撑杆279与第六支撑杆283可被附接至第四轴承座233与第四端平移驱动装置267。在一些实施方式中,第四支撑杆279与第六支撑杆283可延伸穿过框架301中的开口(例如,也在图5中示出),使得第四支撑杆279与第六支撑杆283可独立于框架301而移动。在一些实施方式中,第四端平移驱动装置267可输出动作以引起第四支撑杆279与第六支撑杆283移动(例如,在第一方向261和/或第二方向263上)。第四支撑杆279与第六支撑杆283的移动可引起第四轴承座233的移动(例如,在第一方向261和/或第二方向263上),这可增大或减小在第二成形辊119的第二端227处的间隙121的宽度701。
83.在一些实施方式中,第三端平移驱动装置265与第四端平移驱动装置267可彼此独立地操作,使得第二成形辊119的第一端225与第二端227的移动可彼此独立。例如,在一些实施方式中,为了减小间隙121的宽度701,第三端平移驱动装置265可在第二方向263上移动第三支撑杆277与第五支撑杆281,而第四端平移驱动装置267可在第二方向263上移动第四支撑杆279与第六支撑杆283,这可移动第二成形辊119朝向第一成形辊117。在一些实施方式中,为了增加间隙121的宽度701,第三端平移驱动装置265可在第一方向261上移动第三支撑杆277与第五支撑杆281,而第四端平移驱动装置267可在第一方向261上移动第四支撑杆279与第六支撑杆283,这可移动第二成形辊119远离第一成形辊117。在一些实施方式中,第二成形辊119的直径沿第二成形辊119的长度上可不是恒定的,使得第二成形辊119的一端和第二成形辊119的相对端可与第一成形辊117间隔不同距离。为了适应第二成形辊119的直径的差异,在一些实施方式中,第二成形辊119的一端(例如,第一端225或第二端227)可在第一方向261和/或第二方向263上移动,而第二成形辊119的相对端可保持静止。如此,第二平移驱动装置243可使第二成形辊119的第一端225或第二端227中的一者或多者沿着移动轴703移动。
84.在一些实施方式中,玻璃带的制造方法可包括,通过沿着实质上垂直于行进路径的移动轴移动独立于第二成形辊119的第一成形辊117或沿着移动轴703移动独立于第一成形辊117的第二成形辊119中的一者或多者,以改变间隙121的宽度701。例如,第一平移驱动装置241可控制第一成形辊117的移动,而第二平移驱动装置243可控制第二成形辊119的移动。在一些实施方式中,第一平移驱动装置241可移动独立于第二成形辊119的第一成形辊117。在一些实施方式中,第二平移驱动装置243可移动独立于第一成形辊117的第二成形辊119。
85.在一些实施方式中,改变间隙121的宽度701可包括移动第一成形辊117的一端以
适应沿着间隙121的长度上的间隙121的宽度701的变量。例如,第一平移驱动装置241可包括第一端平移驱动装置245与第二端平移驱动装置247,其中第一端平移驱动装置245可控制第一成形辊117的第一端205的移动,而第二端平移驱动装置247可控制第一成形辊117的第二端207的移动。在一些实施方式中,第一端平移驱动装置245与第二端平移驱动装置247可彼此独立地操作,使得第一端205与第二端207可彼此独立地调节。如此,第一成形辊117的一端可移动以适应沿着间隙121的长度上的间隙121的宽度701的变量。例如,由于第一成形辊117和/或第二成形辊119的几何形状,在第一端205处的间隙121的宽度701可大于在第二端207处的间隙121的宽度701。为了适应宽度701的这种变量,第一端平移驱动装置245可使第一端205移动至更靠近第二成形辊119(例如,在第一方向261上),从而减小宽度701的变量。附加地或替代地,第二端平移驱动装置247可移动第二端207远离第二成形辊119(例如,在第二方向263上),从而减小宽度701的变量。在一些实施方式中,当玻璃带105(例如,图1所示)被接收在间隙121内时,间隙121的宽度701会改变。例如,第一平移驱动装置241可包括一个或多个伺服马达,其可在操作期间有助于第一成形辊117的移动和位置调节,且不需停止生产。
86.图9示出了成形辊901(例如,第一成形辊117或第二成形辊119)的分解图。在一些实施方式中,成形辊901可与第一成形辊117和/或第二成形辊(例如,图1至图8所示)实质上相同。在一些实施方式中,成形辊901可包括辊903,例如绝缘筒或涂层。在一些实施方式中,辊903可包括不锈钢材料、英高镍合金材料、或陶瓷涂覆的不锈钢材料中的一者或多者。在一些实施方式中,辊903可包括陶瓷涂层、套筒、或其他陶瓷为主的材料,例如氧化锆。在一些实施方式中,辊903可是实质上中空的,并且可包括实质上圆形的横截面,例如直径。辊903可沿着成形轴905延伸,并且可包括外径向表面907。在一些实施方式中,外径向表面907可包括恒定的直径,其沿着在第一端909与第二端911之间的成形轴905。
87.在一些实施方式中,成形辊901可包括一个或多个杆,例如,第一杆915和第二杆917。第一杆915可附接至辊903的第一侧919,而第二杆917可附接至辊903的第二侧921。在一些实施方式中,制造玻璃带的方法可包括,组装成形辊901(例如,组装第一成形辊117与第二成形辊119)。例如,组装成形辊901可包括将第一杆915附接至辊903的第一侧919,并且将第二杆917附接至辊903的第二侧921以形成成形辊901。在一些实施方式中,第一杆915可包括第一端盖923,其可与辊903的第一端909接合(例如,接触、被容纳在其中等)。第二杆917可包括第二端盖925,其可与辊903的第二端911接合(例如,接触、被容纳在其中等)。在一些实施方式中,成形辊901可包括一个或多个紧固件(例如,螺钉、螺栓、粘合剂等),其可将第一杆915与第二杆917附接至辊903。紧固件可保持第一杆915与第二杆917附接至辊903,并限制第一杆915或第二杆917从辊903的意外地拆卸。
88.图10示出了在通过将第一杆915与第二杆917附接至辊903来组装成形辊901之后的成形辊901。在组装成形辊901(例如,第一成形辊117与第二成形辊119)之后,制造玻璃带的方法可包括机加工成形辊901(例如,第一成形辊117与第二成形辊119)的一个或多个表面,以减小限定在第一成形辊117与第二成形辊119之间的间隙(例如,图6-8中所示的间隙121)的宽度(例如,图7-8所示的宽度701)的变量。例如,有利的是,间隙121的宽度701沿成形辊901(例如,图6-8中所示的第一成形辊117与第二成形辊119)的长度上实质上恒定。为了维持实质上恒定的宽度701,辊903、第一杆915、和第二杆917的准确尺寸可减小间隙121
的宽度701的变量。然而,即使得到了辊903、第一杆915、和第二杆917的相对准确的尺寸,仍然可能存在由于成形辊901的组装而导致的尺寸变量。为了减少这些变量,可对成形辊901进行机加工(例如,用箭头示意性地示出机加工1001)。例如,机加工1001可在成形辊901(例如,第一成形辊117与第二成形辊119)的组装之后进行,其中机加工1001可包括对成形辊901的一个或多个表面进行研磨、切割等。在一些实施方式中,成形辊901的一个或多个表面可包括例如第一杆915的表面、第二杆917的表面、和/或辊903的外径向表面907。
89.参照图11,在一些实施方式中,组装成形辊901可包括将第一杆915附接至第一轴承座1103的第一轴承1101,并且将第二杆917附接至第二轴承座1107的第二轴承1105。在一些实施方式中,第一轴承座1103与第二轴承座1107可与第一轴承座211、第二轴承座213、第三轴承座231、或第四轴承座233中的一者或多者实质上相同(如图2所示)。第一轴承1101可容纳在第一轴承座1103内,其中第一轴承1101限定开口,第一杆915可容纳于该开口中。在一些实施方式中,第一轴承1101可有助于第一杆915相对于第一轴承座1103的旋转。第二轴承1105可容纳在第二轴承座1107内,第二轴承1105限定开口,第二杆917可容纳于该开口中。在一些实施方式中,第二轴承1105可有助于第二杆917相对于第二轴承座1107的旋转。在一些实施方式中,成形辊901的机加工(例如,图10所示)可在将第一杆915附接至第一轴承座1103且将第二杆917附接至第二轴承座1107之前或之后进行。在一些实施方式中,为了适应操作期间的热膨胀,第一轴承1101或第二轴承1105中的一者或多者,可分别相对于第一轴承座1103或第二轴承座1107而移动。例如,第一轴承1101可在第一方向1111和/或第二方向1113上相对于第一轴承座1103移动,其中第一方向1111与第二方向1113可实质上平行于成形轴905。附加地或替代地,在一些实施方式中,第二轴承1105可相对于第二轴承座1107在第一方向1111和/或第二方向1113上移动。在一些实施方式中,第一轴承1101与第二轴承1105不限于促进沿着成形轴905(例如,沿第一方向1111和/或第二方向1113)并且绕成形轴的移动(例如,当第一杆915与第二杆917旋转时)。反的,在一些实施方式中,第一轴承1101和/或第二轴承1105可分别相对于第一轴承座1103与第二轴承座1107可枢转。例如,在一些实施方式中,第一轴承1101可相对于第一轴承座1103可枢转和/或第二轴承1105可相对于第二轴承座1107可枢转。第一轴承1101和/或第二轴承1105的枢转可有助于成形辊901的移动,例如,在当第一端909独立于第二端911移动时,或在当第二端911独立于第一端909移动时。
90.在一些实施方式中,玻璃制造装置100可提供与制造玻璃带123相关的若干益处。例如,第一平移驱动装置241或第二平移驱动装置243中的一者或多者可包括伺服马达,而第一平移驱动装置241或第二平移驱动装置243中的另一个可包括气压缸或伺服马达。利用包括伺服马达的第一平移驱动装置241和/或第二平移驱动装置243,可实现对第一成形辊117与第二成形辊119的移动与位置的更多增量控制,从而有助于达到在第一成形辊117与第二成形辊119之间的更精确的间隙宽度。类似地,伺服马达可在玻璃制造装置100的操作期间促进第一成形辊117和/或第二成形辊119的位置调节。例如,在玻璃制造装置100的运转中,伺服马达能够调整第一成形辊117相对于第二成形辊119的位置和/或第二成形辊119相对于第一成形辊117的位置,而玻璃带105被输送到第一成形辊117与第二成形辊119,从而减少了停机时间并提高了效率。在一些实施方式中,当第二平移驱动装置243包括气压缸时,第二成形辊119可通过移动离开第一成形辊117,而允许固化的材料片穿过第一成形辊
117与第二成形辊119之间的间隙121,这样可减小损坏第一成形辊117与第二成形辊119的可能性。
91.附加地或替代地,驱动装置129可有助于达到第一成形辊117与第二成形辊119之间的更精确的间隙宽度。例如,当第一平移驱动装置241包括第一端平移驱动装置245与第二端平移驱动装置247时,第一成形辊117的第一端205与第二端207可彼此独立地移动。这种独立的移动可有助于沿第一成形辊117的长度上的间隙宽度的调节,这在当第一成形辊117和/或第二成形辊119包括横截面尺寸的变量时是有利的。类似地,当第二平移驱动装置243包括第三端平移驱动装置265与第四端平移驱动装置267时,第二成形辊119的第一端225与第二端227可彼此独立地移动。这种独立的移动可有助于沿着第二成形辊119的长度上的间隙宽度的调节,这在第一成形辊117和/或第二成形辊119包括横截面尺寸的变量时是有利的。为了减小成形辊117、119的横截面尺寸的变量,可在组装成形辊117、119之后,对成形辊117、119的一个或多个表面进行机加工,其中,机加工可使在第一成形辊117与第二成形辊119之间限定的间隙121的宽度的变量减小。
92.如本公开内容所用,除非明确相反地指出,否则术语“该”、
“”
或“一个”,表示“一个或多个”,并且不应限于“仅一个”。因此,例如,除非上下文另外明确指出,否则对于“部件”的描述,应包括具有两个或更多个这样的部件的实施方式。
93.如本公开内容所用,术语“约”是指数量、尺寸、制剂、参数、以及其他数量和特性,不是且不需要是精确的,而是如所需的可为近似的和/或更大或更小的,并反映了公差、换算因子、四舍五入、测量误差等,以及本领域技术人员已知的其他因子。当术语“约”用于描述范围的值或端点时,本公开内容应理解为包括所指的特定值或端点。说明书中范围的数值或终点是否为“约”,范围的数值或终点,意图包括两个实施方式:一个由“约”来修饰,而一个非由“约”修饰。还将理解的是,每个范围的端点相对于另一端点以及独立于另一端点都是重要的。
94.如本公开内容中所使用的术语“大致”、“实质上”和其变体,用以说明所述的特征等于或近似等于值或描述。例如,“实质上平坦的”表面用以表示平坦的或近似平坦的表面。此外,如上所限定的,“实质上相似”用以表示两个值相等或近似相等。在一些实施方式中,“实质上相似”可表示彼此相差约10%以内的值,例如彼此相差约5%以内,或彼此相差约2%以内。
95.如本公开内容所使用的,除非另外指出,否则术语“包含”与“包括”和其变体,应被解释为同义和开放式的。
96.尽管已经相对于其某些说明性和特定实施方式详细描述了各种实施方式,但是本公开内容不应被认为限于此,因为在不脱离所附权利要求书的前提下,可设想对所公开特征的多种修改和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1