一种具有表面微结构的聚酰亚胺薄膜的制备方法
1.本发明涉及功能性表面工程领域,具体涉及一种具有表面微结构的聚酰亚胺薄膜的制备方法。
背景技术:
2.聚酰亚胺材料具有优异的耐热性能、化学稳定性和耐湿热性能、良好的介电性能和阻燃性能,具有表面微结构的聚酰亚胺薄膜在航空、航天、微电子、纳米、液晶等领域具有广泛的应用。目前常用的聚酰亚胺表面微结构加工方法主要有热压印、激光烧蚀、光刻刻蚀和浇筑法。聚酰亚胺材料玻璃化温度较高,采用热压印方法制作微结构工艺复杂;激光烧蚀和光刻刻蚀方法加工效率偏低,而且激光烧蚀将破坏聚酰亚胺薄膜的强度;浇筑法存在聚酰亚胺与模板分离困难的问题,难以制作大面积的聚酰亚胺微结构表面。
技术实现要素:
3.针对现有技术中存在的技术问题,本发明的目的是:提供一种可以批量生产,工艺简单的具有表面微结构的聚酰亚胺薄膜的制备方法。
4.为了达到上述目的,本发明采用如下技术方案:
5.一种具有表面微结构的聚酰亚胺薄膜的制备方法,包括如下步骤:(1)压印:将金属模具具有微结构的表面转印在平整的金属箔上,得到衬底箔;(2)涂覆:在衬底箔上均匀涂覆聚酰亚胺前驱体胶液;(3)固化:将聚酰亚胺前驱体胶液加热至亚胺化形成固化薄膜;(4)脱模:去除固化薄膜上的衬底箔,得到具有表面微结构的聚酰亚胺薄膜。
6.作为一种优选,步骤(1)中,在转印之前先制备具有微结构表面的金属模具;金属模具的表面加工采用电火花、微铣削、蚀刻、激光加工工艺形成微结构。
7.作为一种优选,步骤(1)中,压印的过程为:施加0.1
‑
1mpa的压力将金属模具和平整的金属箔在厚度范围为1
‑
5mm弹性硅胶垫上压紧,保持5
‑
30s后撤除压力并得到衬底箔。
8.作为一种优选,金属箔的材料为铜、铝或不锈钢,衬底箔的厚度范围为10
‑
50μm。
9.作为一种优选,步骤(2)中,涂覆过程为:采用刮涂的方法在衬底箔表面涂覆聚酰亚胺前驱体胶液,控制刮涂间距来调控涂层厚度;在涂覆聚酰亚胺前驱体胶液之前在衬底箔表面喷涂脱模剂,便于步骤(4)中的聚酰亚胺薄膜和衬底箔分离。
10.作为一种优选,步骤(3)中,固化的过程为:将聚酰亚胺前驱体胶液梯度升温至聚酰亚胺前驱体胶液的固化温度,并保温至使聚酰亚胺前驱体胶液完全固化;同时,在升温及保温过程中,提供真空环境,避免固化薄膜内部产生气泡。
11.作为一种优选,步骤(3)中,加热的方式采用梯度升温,梯度升温的顺序为:将聚酰亚胺前驱体胶液以≤5℃/min升温至100~150℃,保温30min~60min;将聚酰亚胺前驱体胶液以≤5℃/min升温至220~250℃,保温60min~120min;将聚酰亚胺前驱体胶液以≤5℃/min升温至280~300℃,根据聚酰亚胺前驱体胶液涂层的厚度保温30min~60min。
12.作为一种优选,步骤(4)中,脱模的方式有:使用物理方法将固化后的聚酰亚胺薄
膜与衬底箔分离;或在去离子水中加热使固化后的聚酰亚胺薄膜从衬底箔脱落;或使用化学药剂去除固化后的聚酰亚胺薄膜上的衬底箔。
13.总的说来,本发明具有如下优点:
14.1.本发明提出的一种具有表面微结构的聚酰亚胺薄膜的制备方法,具有灵活性高、工艺简单的优势,通过调整金属模具表面的微结构形状,从而获得各种微结构的聚酰亚胺表面,满足各种场合的使用需求。
15.2.本发明提出的一种具有表面微结构的聚酰亚胺薄膜的制备方法,适合批量生产、成本低廉,少量金属模具通过压印即可获得大量的衬底箔,满足快速批量生产聚酰亚胺薄膜的需求,降低具有表面微结构的聚酰亚胺薄膜的生产成本。
16.3.本发明提出的在聚酰亚胺薄膜表面加工微结构的方法,具有不影响材料强度及透光特性的优势,本发明提出不改变聚酰亚胺前驱体胶液固化的工艺流程,只改变了聚酰亚胺前驱体胶液的涂覆衬底,因此最终得到的具有微结构的聚酰亚胺薄膜可以保持聚酰亚胺的强度及各项特性。
附图说明
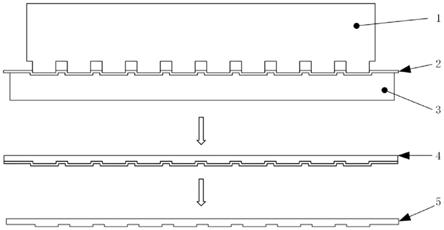
17.图1是实施例一的一种具有表面微结构的聚酰亚胺薄膜的制备方法的示意图。
18.图2是实施例一的一种具有表面微结构的聚酰亚胺薄膜的示意图。
19.图3是实施例二的一种具有表面微结构的聚酰亚胺薄膜的示意图。
20.其中,1为金属模具,2为衬底箔,3为弹性硅胶垫,4为聚酰亚胺前驱体胶液,5为具有表面微结构的聚酰亚胺薄膜。
具体实施方式
21.下面将结合具体实施方式来对本发明做进一步详细的说明。
22.实施例一
23.一种具有表面微结构的聚酰亚胺薄膜,其材料为聚酰亚胺,表面包含相互垂直的沟槽微结构。
24.沟槽微结构的沟槽宽度1mm,沟槽间距2mm,深度0.2mm。
25.具有表面微结构的聚酰亚胺薄膜的制备方法如下:
26.(1)施加300kpa的压力将金属模具和平整的20μm的铜箔在2mm弹性硅胶垫上压紧,保持10s后撤除压力,得到衬底铜箔;
27.(2)在衬底铜箔上刮涂聚酰胺酸前驱体胶液,保证聚酰胺酸胶液的厚度为100μm;
28.(3)采用梯度升温的方式,将聚酰胺酸前驱体胶液加热,梯度升温顺序为:以5℃/min升温至120℃,保温30min,以5℃/min升温至220℃,保温60min,以5℃/min升温至280℃,并保温30min;聚酰亚胺前驱体胶液被加热至亚胺化形成固化薄膜;
29.(4)将固化薄膜浸泡在环保洗铜水原液中10min,去除衬底铜箔,得到具有表面微结构的聚酰亚胺薄膜;
30.步骤(1)中,在转印之前先制备具有微结构表面的金属模具;金属模具的材质为铜,其表面微结构采用蚀刻工艺加工。
31.涂覆过程为:采用刮涂的方法在衬底箔表面涂覆聚酰亚胺前驱体胶液,控制刮涂
间距来调控涂层厚度;在涂覆聚酰亚胺前驱体胶液之前在衬底箔表面喷涂脱模剂,便于聚酰亚胺薄膜和衬底箔分离。
32.固化的过程为:将聚酰亚胺前驱体胶液梯度升温至其固化温度,并保温一定时长,使聚酰亚胺完全固化;同时,在升温及保温过程中,提供适当的真空环境,避免固化薄膜内部产生气泡。
33.本实施例制备方法采用了成熟的蚀刻工艺制备金属模具,微压印工艺制备衬底铜箔,具有成本低廉、效率高的优势;聚酰亚胺微结构薄膜固化后直接蚀刻溶液衬底铜箔,脱模方便,同时也保证了聚酰亚胺薄膜的强度。
34.实施例二
35.本实施例中的一种具有表面微结构的聚酰亚胺薄膜,其材料为聚酰亚胺,其表面包含沟槽微结构,微结构的形状为六边形,微结构组成六边形蜂巢结构。
36.沟槽微结构的沟槽宽度1mm,六边形边长3mm,深度0.2mm。
37.具有表面微结构的聚酰亚胺薄膜的制备方法如下:
38.(1)施加300kpa的压力将金属模具和平整的20μm的不锈钢箔在2mm弹性硅胶垫上压紧,保持10s后撤除压力,得到衬底不锈钢箔;
39.(2)在衬底不锈钢箔上刮涂聚酰胺酸前驱体胶液,保证聚酰胺酸胶液的厚度为150μm;
40.(3)采用梯度升温的方式,将聚酰胺酸前驱体胶液加热,梯度升温顺序为:以5℃/min升温至120℃,保温30min,以5℃/min升温至250℃,保温60min,以5℃/min升温至280℃,并保温30min;聚酰亚胺前驱体胶液被加热至亚胺化形成固化薄膜;
41.(4)将固化薄膜浸泡在80℃热水中浸泡15min,去除衬底不锈钢箔,得到具有表面微结构的聚酰亚胺薄膜;
42.步骤(1)中,在转印之前先制备具有微结构表面的金属模具;金属模具的材质为模具钢,其表面微结构采用电火花工艺制作
43.涂覆过程为:采用刮涂的方法在衬底箔表面涂覆聚酰亚胺前驱体胶液,控制刮涂间距来调控涂层厚度;在涂覆聚酰亚胺前驱体胶液之前在衬底箔表面喷涂脱模剂,便于聚酰亚胺薄膜和衬底箔分离。
44.固化的过程为:将聚酰亚胺前驱体胶液梯度升温至其固化温度,并保温一定时长,使聚酰亚胺完全固化;同时,在升温及保温过程中,提供适当的真空环境,避免固化薄膜内部产生气泡。
45.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1