一种连接器自动包装机的制作方法
1.本实用新型涉及连接器包装领域,尤其涉及一种连接器自动包装机。
背景技术:
2.连接器在生活中的使用量十分的大,因而在生产的过程中,其生产量也是很大的,由于连接器的体积比较小,所以在批量运输的过程中就需要对连接器进行一个包装工作。
3.传统的连接器包装一般是靠人工打包装,主要包括以下工序:1.组装完成后折料入管2.包装员取管子3.管子产品对准包材料带型腔4.将产品单个倒入包材料带型腔内5.包装员脚踏按压启动包装机开关6.包装员手扶产品入型腔槽内进行包装7.持续包装满盘后手工换盘8.贴标签,包装完成。通过人工进行的包装容易产生操作误差、包装效率低下等问题。
4.例如,wtb系列产品,在包装过程中,产品从tb管内滑出进入载带型腔时, 因产品小易打滚,需要用手扶正,包装困难,一条线工站投入2名人力进行包装,成本高、生产效率低。
技术实现要素:
5.为了解决上述技术问题,本实用新型的目的在于提供一种连机器自动包装机,用于实现连接器的自动包装,提高生产效率。
6.为达此目的,本实用新型采用以下技术方案:一种连接器自动包装机,包括机架,所述机架上设有入料机构,所述入料机构的一侧设有产品包装机构,所述入料机构和所述产品包装机构之间设有机械手组件,所述机械手组件用于将产品转移到所述产品包装机构的包材料带内;所述产品包装机构包括包材料带传送机构、热封组件和产品收料机构及包材料带放料机构,
7.液晶控制器,所述液晶控制器和所述入料机构、所述产品包装机构、所述机械手组件以及包材料带放料机构相连接,所述液晶控制器用于控制所述入料机构、所述产品包装机构、所述机械手组件以及包材料带放料机构的工作。
8.进一步的,所述入料机构包括振动盘和入料传送轨道,所述入料传送轨道和所述振动盘的出口相连,所述产品沿着所述入料传送轨道运送入料。
9.进一步的,包材料带传送机构设于加工台面上,所述加工台面的下方设有所述包材料带放料机构,所述加工台面上设有一放料口,所述包材料带从所述包材料带放料口往上传送到所述包材料带传送机构上。
10.进一步的,所述包材料带传送机构包括包材料带输送台面,所述包材料带输送台面的下方设有齿轮组件,所述齿轮组件包括第一转轮,所述第一转轮的转轴的一端和转轮电机连接,所述第一转轮的转轴的另一端和第一皮带轮连接,第一皮带轮通过皮带和第二皮带轮连接,所述第二皮带轮的转轴和第二转轮连接,所述第一转轮和所述第二转轮分别设于所述包材料带输送台面的出料口和入料口的下方。
11.进一步的,所述热封组件包括收卷有热封带的放料盘、和将所述热封带的两侧热封在所述包材料带两侧的热封刀,所述热封刀设于所述包材料带输送台面的上方。
12.进一步的,所述产品收料机构包括收料圆盘、设于收料圆盘一侧的切料装置和数量感应器。
13.进一步的,所述机械手组件设于所述入料传送轨道的上方,所述机械手组件包括安装板,所述安装板上安装有转移电机、主动轮和从动轮,所述转移电机的输出轴和主动轮连接,所述主动轮和从动轮通过转移皮带套接,所述主动轮的转轴、所述从动轮的转轴均和机械手连接,所述主动轮和所述从动轮的转动,带动所述机械手的往复移动。
14.进一步的,所述机械手组件的所述安装板的上方设有位移感应器,所述位移感应器用于感应所述产品的传送位置。
15.进一步的,所述包材料带上间隔设有多个用于放置所述产品的凹腔。
16.进一步的,所述机架上还设有报警器。
17.本实用新型的有益效果:本实用新型实施例提供一种连接器自动包装机, 包括机架,所述机架上设有入料机构,所述入料机构的一侧设有产品包装机构,所述入料机构和所述产品包装机构之间设有机械手组件,所述机械手组件用于将产品转移到所述产品包装机构的包材料带内;所述产品包装机构包括包材料带传送机构、热封组件和产品收料机构及包材料带放料机构,并通过液晶控制器控制所述入料机构、所述产品包装机构、所述机械手组件以及包材料带放料机构的工作。实现了自动吸料对位,全自动高速包装,节省人力,提高生产效率。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
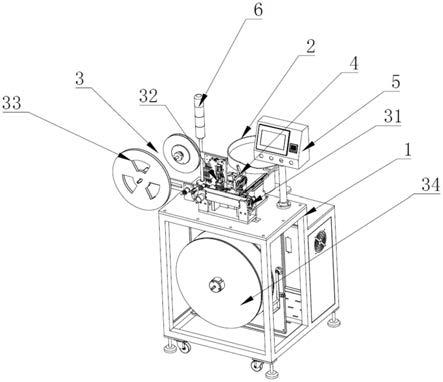
19.图1为本实用新型实施例提供的一种连接器自动包装机的整体结构示意图;
20.图2为本实用新型实施例提供的一种连接器自动包装机的入料机构的结构示意图;
21.图3为本实用新型实施例提供的一种连接器自动包装机的包材料带传送机构的结构示意图;
22.图4为本实用新型实施例提供的一种连接器自动包装机的齿轮组件的结构示意图;
23.图5为本实用新型实施例提供的一种连接器自动包装机的机械手组件的结构示意图。
24.图中:1机架;2、入料机构;20、振动盘;21、入料传送轨道;
25.3、产品包装机构;30、加工台面;301、放料口;31、包材料带传送机构;310、包材料带输送台;311、齿轮组件;3111、第一转轮;3112、转轮电机;3113、第一皮带轮;3114、皮带;3115、第二皮带轮;3116、第二转轮;32、热封组件;321、放料盘;322、热封刀;33、产品收料机构;330、收料圆盘;331、切料装置;332、数量感应器;34、包材料带放料机构;
26.4、机械手组件;40、安装板;41、转移电机;42、主动轮;43、从动轮; 44、转移皮带;45、机械手;46、位移感应器;5、液晶控制器;6、报警器。
具体实施方式
27.本实用新型实施例提供一种连机器自动包装机,用于实现连接器的自动包装,提高生产效率。
28.为使得本实用新型的实用新型目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
29.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
30.实施例:
31.请参考图1,图1为本实用新型实施例提供的包括机架1,所述机架1上设有入料机构2,所述入料机构2的一侧设有产品包装机构3,所述入料机构 2和所述产品包装机构3之间设有机械手组件4,所述机械手组件4用于将产品转移到所述产品包装机构3的包材料带内;所述产品包装机构3包括包材料带传送机构31、热封组件32和产品收料机构33及包材料带放料机构34,
32.液晶控制器5,所述液晶控制器5和所述入料机构2、所述产品包装机构 3、所述机械手组件4以及包材料带放料机构34相连接,所述液晶控制器5 用于控制所述入料机构2、所述产品包装机构3、所述机械手组件4以及包材料带放料机构34的工作。
33.具体的,如图1所示,在机架1上设有入料机构2,连接器产品从入料机构2被运送到产品包装机构3的一侧,通过吸放料转移机械手4,精准抓取产品,并高速精确地放入产品包装机构3上的包材料带内,产品包装机构3对包材料带进行热封打包、并裁切收料,在液晶控制器5的控制下,可以自动设定所述入料机构2、所述产品包装机构3、所述机械手组件4以及包材料带放料机构34的工作流程,工作节点,完成连接器产品的全自动精准包装,提高工作效率。
34.进一步的,所述入料机构2包括振动盘20和入料传送轨道21,所述入料传送轨道21和所述振动盘20的出口相连,所述产品沿着所述入料传送轨道 21运送入料。
35.具体的,入料机构2包括振动盘20,振动盘20的出口和入料传送轨道21 相连接,入料传送轨道21运送产品至产品包装机构3的一侧,等待机械手组件4将其精准定位并抓放到包材料带上。
36.进一步的,包材料带传送机构31设于加工台面30上,所述加工台面30 的下方设有所述包材料带放料机构34,所述加工台面30上设有一放料口301,所述包材料带从所述放料口301往上传送到所述包材料带传送机构31上。
37.具体的,如图1所示,在加工台面30上设有一个放料口301,加工台面 30下方的包材料带放料机构34将包材料带网上放出,包材料带放料机构34 是一个大转盘,包材料带缠绕在上面,经过放料口301,被传送到加工台面 30上的包材料带传送机构31上,等到机械手组件4将产品精确抓放到包材料带上,然后进行热封和裁切,收料,完成整个产品自动包装。
38.进一步的,如图4所示,所述包材料带传送机构31包括包材料带输送台 310,所述包材料带输送台310的台面下方设有齿轮组件311,所述齿轮组件 311包括第一转轮3111,所述第一转轮3111的转轴的一端和转轮电机3112 连接,所述第一转轮3111的转轴的另一端和第一皮带轮3113连接,第一皮带轮3113通过皮带3114和第二皮带轮3115连接,所述第二皮带轮3115的转轴和第二转轮3116连接,所述第一转轮3111和所述第二转轮3116分别设于所述包材料带输送台310的出料口和入料口的下方。
39.具体的,通过齿轮组件311的转动,带动包材料带在包材料带输送台310 上移动。
40.进一步的,如图3所示,所述热封组件32包括收卷有热封带的放料盘321、和将所述热封带的两侧热封在所述包材料带两侧的热封刀322,所述热封刀 322设于所述包材料带输送台面310的上方。
41.具体的,当包材料带装了产品后,往前移动,移动到热封刀322之前,放料盘321放热封带,热封带为透明的薄膜材料,将热封带覆盖在包材料带上,并移动到热封刀322下方,热封刀322将热封带的两侧边沿热封在包材料带沿长度方向的两侧,热封刀322是通过气缸推动。
42.进一步的,如图3所示,所述产品收料机构33包括收料圆盘330、设于收料圆盘330一侧的切料装置331和数量感应器332。
43.具体的,产品收料机构33设于所述包材料带输送台面310的出料口,将热封完的产品进行收卷,收卷满一盘,一般3500个产品满一盘,数量感应器 332检测到满一盘后发送指令给切料装置331进行切料。切料装置331包括一个切料气缸和一个切刀,切料气缸推动切刀进行切料。
44.进一步的,如图5所示,所述机械手组件4设于所述入料传送轨道21的上方,所述机械手组件4包括安装板40,所述安装板40上安装有转移电机 41、主动轮42和从动轮43,所述转移电机41的输出轴和主动轮42连接,所述主动轮42和从动轮43通过转移皮带44套接,所述主动轮42的转轴、所述从动轮43的转轴均和机械手45连接,所述主动轮42和所述从动轮43的转动,带动所述机械手45的往复移动。
45.具体的,机械手组件4通过移动电机41驱动主动轮42,带动从动轮43 移动,主动轮42和从动轮连接机械手45,从而带动机械手45往复移动。
46.进一步的,如图5所示,所述机械手组件4的所述安装板40的上方设有位移感应器46,所述位移感应器46用于感应所述产品的传送位置。
47.具体的,安装板40的上方设有位移感应器46,位移感应器46感应产品传送的位置,精准的发送指令给机械手45,使得机械手能够准确的抓放产品。
48.进一步的,所述包材料带上间隔设有多个用于放置所述产品的凹腔(图中未示出)。
49.具体的,包材料带上的产品凹腔用于放置连接器产品,大小和产品相匹配。
50.进一步的,所述机架1上还设有报警器6。
51.具体的,报警器6当机器运转出现故障时,会进行灯光报警,亮红灯表示出现了故障,异常停机;亮绿灯表示工作正常。
52.综上所述,本实用新型实施例提供一种连接器自动包装机,包括机架,所述机架上设有入料机构,所述入料机构的一侧设有产品包装机构,所述入料机构和所述产品包装机
构之间设有机械手组件,所述机械手组件用于将产品转移到所述产品包装机构的包材料带内;所述产品包装机构包括包材料带传送机构、热封组件和产品收料机构及包材料带放料机构,并通过液晶控制器控制所述入料机构、所述产品包装机构、所述机械手组件以及包材料带放料机构的工作。实现了连接器包装能自动吸料对位,全自动高速包装,节省人力,提高生产效率。
53.以上所述,以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1