一种汽车灯泡专用注塑机的制作方法
1.本发明涉及汽车灯泡用注塑开模技术领域,尤其涉及一种汽车灯 泡专用注塑机。
背景技术:
2.在传统的人工干预生产中,不可避免地会产生一些突发性事故, 因而对注塑设备提高安全性的意识苛求更为急切,也由此通过机器自 动化取代人工干预生产,达到生产效率和安全双重保障,目前市场上 很多一体式的模具注塑设备,有很多分模不到位的弊端,而其中对于 模具灵活装拆的问题也深有体现,传统的卧式注塑设备,难以做成分 离式的注塑及开模结构,因此我们对以往一体式的设备加以改进,对 注塑工序与开模工序进行独立设计,提出一种汽车灯泡专用注塑机。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的问题,而提出的一种 汽车灯泡专用注塑机。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种汽车灯泡专用注塑机,包括机架,所述机架的顶部连接有上 模板,所述上模板上连接有射出机构;
6.所述射出机构的输出端连接有滑动板,所述滑动板的底部连接有 热流道模块;
7.所述机架的底部连接有下模板,所述下模板上连接有与热流道模 块相对应的模具本体;
8.所述机架的侧壁还分别连接有滑块机构和吹气机构。
9.优选的,所述射出机构主要包括射出缸,所述射出缸的输出端连 接有支撑架,所述支撑架的底部连接有进料筒,所述进料筒的底部与 热流道模块相连通;
10.所述支撑架上还滑动连接有第一导向杆,所述第一导向杆的两端 分别与上模板和射出缸相连。
11.优选的,所述射出缸的外壁还连接有进料箱,所述进料箱通过进 料管与进料筒相连通。
12.优选的,所述支撑架上还固定连接有固定气缸,所述固定气缸的 输出端连接有第二导向杆,所述第二导向杆远离固定气缸的一端与上 模板固定相连。
13.优选的,所述射出缸的外壁通过支撑板连接有第三导向杆,所述 支撑架滑动连接在第三导向杆的外壁。
14.优选的,所述滑动机构主要包括滑块缸,所述滑块缸固定连接在 机架的侧壁,所述滑块缸的输出端连接有推板,所述推板的外壁还连 接有推杆,所述推杆滑动连接在模具本体内,且所述推板与模具本体 之间还连接有弹簧。
15.优选的,所述吹气机构主要包括吹气缸,所述吹气缸连接在机架 的侧壁,所述吹气缸的输出端连接有高热吹气管,所述模具本体上设 有与高热吹气管相配合的吹气筒。
16.优选的,所述下模板的顶部连接有模具座板,所述模具本体连接 在模具座板上,所述模具座板上还设有圆弧槽,所述下模板的顶部外 壁连接有与圆弧槽相对应的限位杆,所述模具座板上还连接有模具定 位块。
17.优选的,所述下模板的底部连接有定位机构,所述定位机构主要 包括定位缸,所述定位缸的输出端连接有锥形杆,所述模具座板内设 有与锥形杆相配合的锥孔。
18.优选的,所述机架的两侧外壁均连接有安装板。
19.与现有技术相比,本发明提供了一种汽车灯泡专用注塑机,具备 以下有益效果:
20.1、该汽车灯泡专用注塑机,使用时,首先通过无人智能叉车将 模具本体放置在下模板上,模具定位块则会使无人智能叉车方便操作, 模具座板和模具定位块则可使无人智能叉车方便带动模具本体移动, 然后使模具座板上的圆弧槽抵住限位杆,从而对模具座板进行一定的 限位,然后启动定位缸,使其带动输出端的锥形杆移动,从而使其与 模具座板内的锥孔相配合,使锥形杆对模具座板进行定位,采用锥形 杆和锥孔可防止锥形杆将模具本体顶出,避免其左右晃动,然后启动 射出缸,射出缸则会推动支撑架向下运动,第三导向杆则会使支撑架 移动更平稳,然后向进料箱内注塑熔融热塑料,使其经过进料筒进入 热流道模块内,同时启动固定气缸,固定气缸则会带动输出端的第二 导向杆推动滑动板移动,从而带动热流道模块与模具本体相配合,从 而进行注塑,且第一导向杆会对射出缸进行一定的限位,同时使支撑 架移动更平稳,使热流道模块准确的与模具本体相配合,热流道模块 与模具本体可分离,操作更方便。
21.2、该汽车灯泡专用注塑机,当模具本体内部的某个地方需要做 镶件时,启动机架侧壁的滑块缸,从而带动输出端的推板移动,从而 使推板压动推杆和弹簧,从而使推板对模具本体进行夹紧,然后弹簧 则会使推板自动复位,同时可避免在设备主体工作时,模具本体发生 左右相对滑移的问题;通过启动吹气缸,吹气缸则会通过高热吹气管 和吹气筒向模具本体内吹入热气,吹气缸所采用的双联形式保证了高 热吹气管的往复输入输出的精准性,也使得高热吹气管的平稳均衡性 得以保证。
22.3、该汽车灯泡专用注塑机,注塑结束后,控制无人智能叉车, 通过模具定位块对模具本体进行运输,机架底部的安装板可使机架方 便固定安装。
23.该装置中未涉及部分均与现有技术相同或可采用现有技术加以 实现,本发明中热流道模块与模具本体分离设计,从而可更方便的对 汽车灯泡进行注塑,同时降低了劳动强度,提高了工作效率,且模具 本体连接稳定,便于工作和拆卸,增强了使用寿命。
附图说明
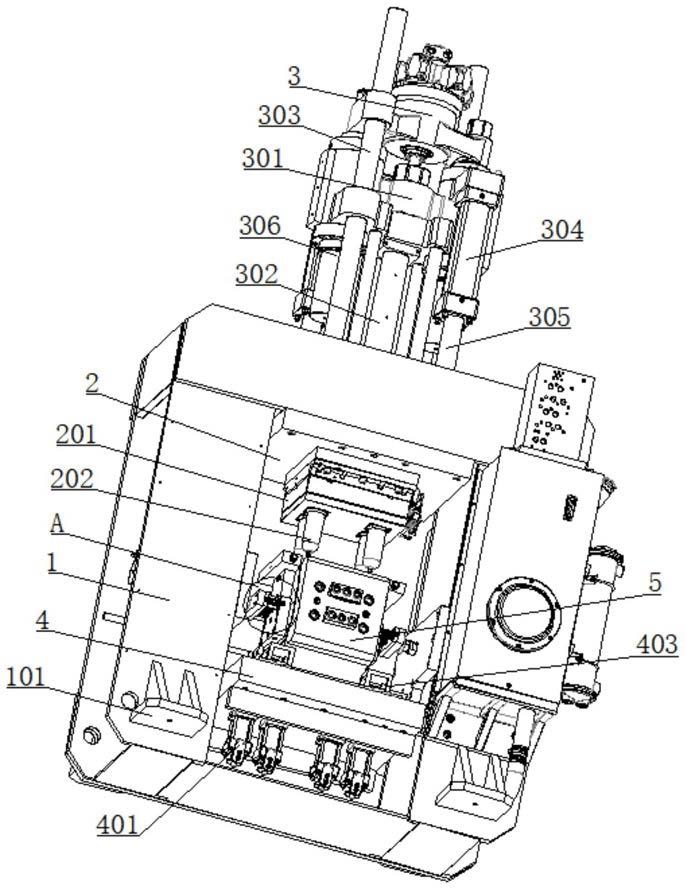
24.图1为本发明提出的一种汽车灯泡专用注塑机的结构示意图一;
25.图2为本发明提出的一种汽车灯泡专用注塑机的结构示意图二;
26.图3为本发明提出的一种汽车灯泡专用注塑机主视的结构示意 图;
27.图4为本发明提出的一种汽车灯泡专用注塑机侧视的结构示意 图;
28.图5为本发明提出的一种汽车灯泡专用注塑机图1中a部分的结 构示意图;
29.图6为本发明提出的一种汽车灯泡专用注塑机图2中b部分的结 构示意图。
30.图中:1、机架;101、安装板;2、上模板;201、滑动板;202、 热流道模块;3、射出缸;301、支撑架;302、进料筒;303、第一导 向杆;304、固定气缸;305、第二导向杆;306、第三导
向杆;307、 进料箱;4、下模板;401、定位缸;402、锥形杆;403、模具定位块; 404、限位杆;5、模具本体;6、滑块缸;601、推板;602、弹簧; 603、推杆;7、吹气缸;701、高热吹气管;702、吹气筒;8、模具 座板;801、圆弧槽。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方 案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部 分实施例,而不是全部的实施例。
32.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、
ꢀ“
左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为 基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描 述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特 定的方位构造和操作,因此不能理解为对本发明的限制。
33.实施例:
34.参照图1-6,一种汽车灯泡专用注塑机,包括机架1,机架1的 顶部连接有上模板2,上模板2上连接有射出机构;
35.射出机构的输出端连接有滑动板201,滑动板201的底部连接有 热流道模块202;
36.机架1的底部连接有下模板4,下模板4上连接有与热流道模块 202相对应的模具本体5;
37.机架1的侧壁还分别连接有滑块机构和吹气机构。
38.射出机构主要包括射出缸3,射出缸3的输出端连接有支撑架301, 支撑架301的底部连接有进料筒302,进料筒302的底部与热流道模 块202相连通;
39.支撑架301上还滑动连接有第一导向杆303,第一导向杆303的 两端分别与上模板2和射出缸3相连。
40.射出缸3的外壁还连接有进料箱307,进料箱307通过进料管与 进料筒302相连通。
41.支撑架301上还固定连接有固定气缸304,固定气缸304的输出 端连接有第二导向杆305,第二导向杆305远离固定气缸304的一端 与上模板2固定相连。
42.射出缸3的外壁通过支撑板连接有第三导向杆306,支撑架301 滑动连接在第三导向杆306的外壁。
43.滑动机构主要包括滑块缸6,滑块缸6固定连接在机架1的侧壁, 滑块缸6的输出端连接有推板601,推板601的外壁还连接有推杆603, 推杆603滑动连接在模具本体5内,且推板601与模具本体5之间还 连接有弹簧602。
44.吹气机构主要包括吹气缸7,吹气缸7连接在机架1的侧壁,吹 气缸7的输出端连接有高热吹气管701,模具本体5上设有与高热吹 气管701相配合的吹气筒702。
45.下模板4的顶部连接有模具座板8,模具本体5连接在模具座板 8上,模具座板8上还设有圆弧槽801,下模板4的顶部外壁连接有 与圆弧槽801相对应的限位杆404,模具座板8上还连接有模具定位 块403。
46.下模板4的底部连接有定位机构,定位机构主要包括定位缸 401,定位缸401的输出端连接有锥形杆402,模具座板8内设有与 锥形杆402相配合的锥孔。
47.机架1的两侧外壁均连接有安装板101。
48.本发明中,使用时,首先通过无人智能叉车将模具本体5放置在 下模板4上,模具
定位块403则会使无人智能叉车方便操作,模具座 板8和模具定位块403则可使无人智能叉车方便带动模具本体5移动, 然后使模具座板8上的圆弧槽801抵住限位杆404,从而对模具座板 8进行一定的限位,然后启动定位缸401,使其带动输出端的锥形杆402 移动,从而使其与模具座板8内的锥孔相配合,使锥形杆402对模具 座板8进行定位,采用锥形杆402和锥孔可防止锥形杆402将模具本 体5顶出,避免其左右晃动,然后启动射出缸3,射出缸3则会推动 支撑架301向下运动,第三导向杆306则会使支撑架301移动更平稳, 然后向进料箱307内注塑熔融热塑料,使其经过进料筒302进入热流 道模块202内,同时启动固定气缸304,固定气缸304则会带动输出 端的第二导向杆305推动滑动板201移动,从而带动热流道模块202 与模具本体5相配合,从而进行注塑,且第一导向杆303会对射出缸 3进行一定的限位,同时使支撑架301移动更平稳,使热流道模块202 准确的与模具本体5相配合,热流道模块202与模具本体5可分离, 操作更方便。
49.当模具本体5内部的某个地方需要做镶件时,启动机架1侧壁的 滑块缸6,从而带动输出端的推板601移动,从而使推板601压动推 杆603和弹簧602,从而使推板601对模具本体5进行夹紧,然后弹 簧602则会使推板601自动复位,同时可避免在设备主体工作时,模 具本体5发生左右相对滑移的问题;通过启动吹气缸7,吹气缸7则 会通过高热吹气管701和吹气筒702向模具本体5内吹入热气,吹气 缸7所采用的双联形式保证了高热吹气管701的往复输入输出的精准 性,也使得高热吹气管701的平稳均衡性得以保证。
50.注塑结束后,控制无人智能叉车,通过模具定位块403对模具本 体5进行运输,机架1底部的安装板101可使机架1方便固定安装。
51.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范 围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技 术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变, 都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1