一种智能低温去塑胶毛刺的装置及方法与流程
1.本发明属于塑胶去毛刺技术领域,具体是一种智能低温去塑胶毛刺的装置及方法。
背景技术:
2.塑胶的定义:主要由碳、氧、氢和氮及其他有机或无机元素所构成,成品为固体,在制造过程中是熔融状的液体,因此可以机加热使其熔化、加压力使其流动、冷却使其固化,而形成各种形状,此庞大而变化多端的材料族群称为塑胶;车载的镜头的镜筒,采用的是pps的材质进行注塑,由于pps材质的特性,很容易产生飞边,在排气的位置很容易产生飞边,而在通光孔处产生飞边是会影响产品性能,而且此飞边很小,无法采用人工处理,故采用液氮进行低温处理后,让飞边在低温状况下变脆后采用专用设备,把飞边撞击去除。
3.中国发明专利cn201811601540.x公开了一种惯性盘低温去毛刺的设备,包括冷却箱、滚筒、致动器、抛丸器和喷嘴,滚筒设置在冷却箱内,致动器驱动滚筒转动,抛丸器和喷嘴的输出口设置在冷却箱上,并且喷射朝向滚筒,冷却箱上开设排气口,并且底部设置出料口。该装置靠抛丸器向滚筒内抛掷打磨件,会造成成品与打磨件分离较为困难,不便于对其进行筛分,从而降低塑胶成品的清洁程度。
4.同时现有的冷却去毛刺机所用的去毛刺颗粒多为特制颗粒,其制作成本高,制作难度大,不便于筛分,且无法回收再利用,同时抛料装置与滚筒的密封度不足,会漏料等情况的发生。
技术实现要素:
5.本发明的目的一是针对以上问题,本发明提供了一种智能低温去塑胶毛刺的装置及方法,不仅可以的冷却去除塑胶毛刺,还能使大颗粒毛刺循环利用,提高去毛刺效果。
6.为实现上述目的,本发明提供如下技术方案:一种智能低温去塑胶毛刺的装置,包括箱体,其特征在于:所述箱体的一侧设有控制器,所述箱体的内部通过步进电机设有转动轴,所述转动轴的外表面设有固定座,所述固定座的顶部通过转动电机设有滚筒,所述滚筒的外表面均匀阵列设有多组滤孔,所述滚筒的顶部设有端盖,所述端盖的内部开设有对接孔,所述对接孔的外表面设有环形固定板;
7.所述箱体一侧开凿有送料孔,所述送料孔远离箱体的一侧设有送料箱,所述送料箱的底部设有驱动电机,所述驱动电机的输出轴穿过送料箱并通过轴承设有转动杆,所述转动杆的外表面设有螺旋叶片,所述箱体内表面铰接有筛板,所述筛板的另一端穿过送料孔并伸入送料箱内部,所述送料孔的底部设有缓冲弹簧,所述缓冲弹簧的另一端与筛板的底部固定连接;
8.所述送料箱的一侧顶部设有鼓风机,所述鼓风机的排风口正对转动杆的顶部,所述箱体正对鼓风机的排风口处开设有出料孔,所述出料孔远离转动杆的一端设有波纹管道,所述波纹管道的另一端设有卡接环板,所述卡接环板内部设有通孔,所述卡接环板的内
表面设有环形气囊,所述环形气囊内部设有热膨胀气体;
9.所述箱体的一侧设有冷却剂箱,所述冷却剂箱的内部设有液氮,所述冷却剂箱的输出端通过泵体设有连接管,所述连接管的另一端与箱体内部相连通;
10.所述控制器控制鼓风机吹动卡接环板拉伸波纹管道与环形固定板卡接,所述泵体抽取冷却剂箱内的液氮沿连接管进入箱体,所述环形气囊体积减小并与环形固定板内壁挤压接触,所述螺旋叶片转动并配合缓冲弹簧带动筛板在箱体内高频振动,所述筛板筛分后留下的大颗粒毛刺沿送料箱、出料孔、通孔和对接孔进入滚筒内部并与塑胶撞击去毛刺;
11.一种智能低温去塑胶毛刺的方法包括以下步骤:
12.s1、打开所述箱门,所述控制器控制步进电机正转,所述转动电机带动转动轴转动,所述转动轴带动固定座及顶部滚筒转出箱体,打开所述端盖,并将塑胶倒入所述滚筒内部后关闭端盖;
13.s2、所述控制器控制步进电机反向转动带动滚筒反向转动进入箱体内部,所述滚筒顶部的对接孔正对卡接环板内部的通孔,关闭箱门;
14.s3、所述控制器控制鼓风机启动,所述鼓风机借助风力带动卡接环板拉伸波纹管道向滚筒端移动,所述卡接环板的内侧面与环形固定板外侧面卡接;
15.s4、所述控制器控制泵体启动抽取冷却剂箱内的液氮沿连接管进入箱体内部,所述箱体内部温度下降;
16.s5、所述环形气囊内的热膨胀气体由于热胀冷缩的原理,所述环形气囊体积减小,所述环形气囊与环形固定板内侧面卡接,所述卡接环板的开口变大;
17.s6、所述控制器控制固定座内部的转动电机启动带动滚筒转动,所述滚筒内部的塑胶在离心力的作用下与滚筒内壁接触碰撞去除毛刺;
18.s7、毛刺沿所述滚筒外表面的滤孔落至筛板顶部;
19.s8、所述控制器控制驱动电机启动,所述驱动电机的输出轴带动转动杆转动,所述转动杆转动从而带动螺旋叶片转动;
20.s9、所述螺旋叶片转动过程中与筛板端部挤压接触并带动筛板端部向上移动,当筛板端部到达最大值并与螺旋叶片脱离接触时,所述缓冲弹簧在自身弹力的作用下带动筛板端部恢复原位,所述筛板在箱体内部进行高频振动,对所述筛板顶部的毛刺杂质进行筛分;
21.s10、所述螺旋叶片转动带动送料箱底部的大颗粒毛刺上升至转动杆顶部,所述鼓风机借助风力带动大颗粒毛刺沿出料孔、通孔和对接孔进入滚筒内部,大颗粒毛刺与所述滚筒内的塑胶撞击去毛刺。
22.与现有技术相比,本发明的有益效果如下:
23.1、本技术通过设置控制器、转动轴、固定座、滚筒、冷却剂箱和连接管等部件的相互配合,解决了对塑胶去毛刺的问题,控制器控制转动轴正转,将塑胶放置滚筒内部,盖上端盖,转动轴反转,关闭箱门,泵体抽取冷却剂箱内的液氮进入箱体内部,固定座内的转动电机启动带动滚筒转动,滚筒内的塑胶在离心力的作用下相互发生挤压碰撞,从而去除毛刺,毛刺杂质沿滤孔落至箱体底部,在电动推板的作用下被推出箱体;该装置可以很好地对塑胶进行降温冷却,使得橡胶外表面的毛刺变脆,从而滚筒转动在离心力的作用下与滚筒内壁碰撞实现去毛刺,去除效果好,去除效率高,不会对塑胶成品造成影响。
24.2、本技术通过设置筛板、驱动电机、转动杆和螺旋叶片等部件的相互配合,解决对毛刺杂质进行筛分的问题;驱动电机带动转动杆转动,转动杆带动螺旋叶片转动,螺旋叶片与筛板端部挤压接触,筛板另一端与箱体内壁铰接,因此筛板一端会随螺旋叶片的转动而不断升高,当筛板到达最大值时,筛板与螺旋叶片脱离,筛板在缓冲弹簧的作用下恢复原位,因此筛板在箱体内部可以实现高频振动,从而对沿滤孔排出的毛刺杂质进行筛分,尺寸过小的直接排放至杂质腔,而尺寸大的可以进行后续工序;该装置筛分效果好,且筛板的振动与螺旋叶片相关,提高装置多用性。
25.3、本技术通过设置鼓风机、卡接环板、出料孔、通孔、对接孔、环形气囊和环形固定板等部件的相互配合,解决送料问题,当滚筒顶部对接孔与通孔相匹配时,鼓风机启动并借助风力带动卡接环板拉长波纹管道向滚筒端移动,卡接环板内侧面与环形固定板外侧面卡接,由于液氮的作用箱体内部温度降低,环形气囊体积减小,卡接环板的开口增大,同时螺旋叶片带动送料箱底部的毛刺杂质上升至转动杆顶部,鼓风机带动毛刺杂质沿出料孔、通孔和对接孔进入滚筒内部,毛刺杂质与塑胶撞击实现去毛刺而毛刺杂质由于受到冲击其体积减小,从而进行后续的筛分时可以有效地被筛分出去,而剩余的杂质有序进行后续循环;该装置去毛刺效果好,且装置多用性强,连接紧密,去毛刺效率高,有效地实现资源的重复利用,大大降低能耗,节约能源。
26.4、本技术通过对智能低温去塑胶毛刺装置的方法论述,从而得到该装置的最佳使用方法,提高去毛刺效果,保证去毛刺效果,得到最佳塑胶,大大降低劳动强度,节约资源。
附图说明
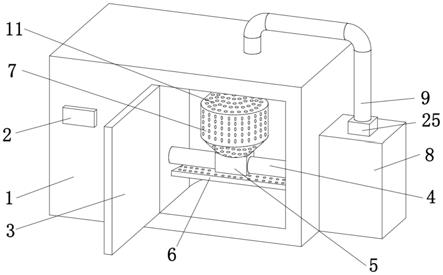
27.图1为本发明的结构示意图;
28.图2为本发明的正视结构示意图;
29.图3为本发明的后视结构示意图;
30.图4为本发明的左视剖视示意图;
31.图5为图4中a处结构示意图;
32.图6为图4中b处结构示意图;
33.图7为本发明塑胶低温去毛刺流程图。
34.附图标记:1、箱体;2、控制器;3、箱门;4、转动轴;5、固定座;6、筛板;7、滚筒;8、冷却剂箱;9、连接管;10、喷头;11、滤孔;12、对接孔;13、缓冲弹簧;14、驱动电机;15、转动杆;16、送料孔;17、杂质腔;18、送料箱;19、鼓风机;20、出料孔;21、波纹管道;22、卡接环板;23、环形气囊;24、环形固定板;25、泵体;26、通孔;27、电动推板;28、端盖;29、螺旋叶片。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.第一实施例
37.如图1
‑
4,一种智能低温去塑胶毛刺的装置,包括箱体1,箱体1的一侧设有控制器
2,控制器2电性控制各电气元件,箱体1的内部通过步进电机设有转动轴4,箱体1内壁远离步进电机的一侧设有轴承座,转动轴4的另一端与轴承座转动连接,通过步进电机可以带动转动轴4转动所需角度,完成进料出料过程。
38.箱体1的底部均匀阵列设有多组支撑脚,箱体1远离送料箱18的一侧铰接有箱门3,通过支撑脚可以有效地对箱体1进行支撑固定,而箱门3在塑胶进行低温去毛刺时处于关闭状态,防止低温环境对外界造成污染。
39.转动轴4的外表面设有固定座5,固定座5的顶部通过转动电机设有滚筒7,滚筒7的外表面均匀阵列设有多组滤孔11,滚筒7的顶部设有端盖28,因此打开端盖28,将待去毛刺的塑胶放到滚筒7内部,固定座5内部的转动电机转动会带动滚筒7转动,滚筒7转动借助离心力对内部的塑胶的毛刺进行剔除,提高塑胶的整洁性,同时毛刺沿滤孔11被排出滚筒7,不会对塑胶成品造成污染,从而降低清洁难度。
40.箱体1的一侧设有冷却剂箱8,冷却剂箱8的内部设有液氮,冷却剂箱8的输出端通过泵体25设有连接管9,连接管9的另一端与箱体1内部相连通,通过泵体25抽取冷却剂箱8内部的液氮,并将液氮沿连接管9排至箱体1内部对箱体1内部的塑胶进行冷却,而由于毛刺的塑胶含量小于成品,因此毛刺会在低温状况下变脆,然后通过滚筒7转动产生的离心力将毛刺去除,而成品留在滚筒7内部回收。
41.箱体1的内部设有喷头10,喷头10表面均匀阵列设有多组喷孔,喷头10与连接管9相连通,通过喷头10可以将液氮均匀地分布在箱体1内部,从而使得滚筒7内部的塑胶均匀冷却,便于进行去毛刺工序。
42.箱体1的底部设有杂质腔17,箱体1内部靠近送料箱18的一侧设有电动推板27,箱门3内部设有出风孔,出风孔内部设有仅能风通过的滤网,通过电动推板27可以将箱体1内的毛刺杂质排出箱体1内部,便于对箱体1内部的杂质进行清除,从而保证箱体1内部的整洁性,出风孔可以将鼓风机19产生的风力进行排出。
43.使用时,打开箱门3,通过控制器2控制步进电机转动并带动转动轴4转动,转动轴4带动滚筒7转出箱体1,并将滚筒7顶部的端盖28打开,将塑胶物料倒至滚筒7内部,盖上端盖28,控制器2控制步进电机反转带动转动轴4反向转动回到箱体1内部,关闭箱门3,此时打开泵体25,泵体25抽取冷却剂箱8内的液氮沿连接管9排至箱体1内部,并在喷头10的作用下将液氮均匀排放至箱体1内部,控制器2控制箱体1内部的温度到达负40摄氏度,此时塑胶成品的毛刺由于壁厚较薄,因此在冷却环境下会变脆,便于对其进行去除。
44.之后固定座5内的转动电机启动带动滚筒7转动,滚筒7转动时借助自身的离心力将内部的塑胶与滚筒7内部以及塑胶进行碰撞,则塑胶的毛刺就会在摩擦膨胀的作用下与塑胶本体脱离,而脱落的毛刺沿滚筒7外表面的滤孔11排至箱体1内侧底部,当加工完成后,控制器2控制箱门3打开,步进电机带动转动轴4正转,滚筒7转出箱体1后,打开端盖28,将内部的塑胶直接排出滚筒7,同时电动推板27启动将箱体1底部的毛刺杂质推出箱体1内部,最终完成对塑胶的低温去毛刺。该装置对塑胶的去毛刺效果好,且不会对成品件造成影响,操作简单,去毛刺效率高,环保无污染,大大降低劳动力。
45.第二实施例
46.如图5和图6所示,基于第一实施例提供的一种智能低温去塑胶毛刺的装置,在实际使用时仅靠滚筒7自身离心力对低温塑胶进行去毛刺效率过低,无法精准快速对毛刺进
行去除,且位于塑胶内部的毛刺由于无法与滚筒7内壁进行接触因此无法进行彻底的去除,同时沿滚筒7表面滤孔11排出的毛刺杂质若直接进行回收,会造成资源的浪费,为了解决以上问题,提高塑胶去毛刺的效率以及毛刺的利用率,该智能低温去塑胶毛刺的装置还包括:箱体1一侧开凿有送料孔16,送料孔16另一端设有送料箱18,送料箱18会将大颗粒毛刺沿底部传送至顶部,实现向上送料过程,送料箱18的底部设有驱动电机14,驱动电机14的输出轴穿过送料箱18并通过轴承设有转动杆15,转动杆15的外表面设有螺旋叶片29,通过驱动电机14带动转动杆15转动,转动杆15转动就会带动螺旋叶片29转动,从而实现送料过程,其中,螺旋叶片29的外表面与送料箱18紧密接触,这样就不会出现毛刺杂质沿螺旋叶片29的外侧重新滑落至送料箱18底部。
47.箱体1内表面铰接有筛板6,筛板6的另一端穿过送料孔16并伸入送料箱18内部,筛板6可以对沿滤孔11抛出的毛刺杂质进行筛分,而毛刺尺寸大于筛板6中的筛孔尺寸时,大颗粒毛刺会在筛板6顶部经过送料孔16进入送料箱18底部进行送料,送料孔16的底部设有缓冲弹簧13,缓冲弹簧13的另一端与筛板6的底部固定连接,螺旋叶片29转动时与筛板6的端部滑动连接,当筛板6底面与螺旋叶片29接触时,螺旋叶片29转动会带动筛板6向上移动,而当筛板6一端上升至最大高度时,缓冲弹簧13可以在其弹性力的作用下带动筛板6恢复原位,从而实现筛板6在箱体1内部的高频上下振动,最终使得筛板6顶部的毛刺杂质快速高效地进行筛分,筛选出尺寸合格的毛刺杂质并落至送料箱18底部。
48.箱体1的远离箱门3的内侧面为半圆形结构,筛板6的结构与箱体1的内侧面结构相匹配,筛板6半圆形的设计不仅可以贴合箱体1内壁,使得筛板6顶部的杂质不会沿箱体1内壁滑落,同时半圆形结构本身就具备一定的聚料效果,使得杂乱分布在筛板6顶部的毛刺杂质可以快速滑落至送料孔16处,并最终落至送料箱18底部。
49.送料箱18的一侧设有鼓风机19,鼓风机19的排风口正对转动杆15的顶部,箱体1正对鼓风机19的排风口处开设有出料孔20,因此通过鼓风机19可以将转动杆15顶部且位于螺旋叶片29顶部的大颗粒毛刺吹离螺旋叶片29顶部,并进入出料孔20内部,出料孔20远离转动杆15的一端设有波纹管道21,波纹管道21的另一端设有卡接环板22,卡接环板22内部设有通孔26,波纹管道21在鼓风机19的风力吹动下体积变大,则其会向滚筒7端发生移动,端盖28的内部开设有对接孔12,对接孔12的外表面设有环形固定板24,卡接环板22内侧面与环形固定板24外侧面卡接,对接孔12与通孔26相匹配,借助卡接环板22与环形固定板24卡接,可以很好地对滚筒7进行限位,同时使得对接孔12与通孔26相连通,使得出料孔20内的大颗粒毛刺可以快速沿波纹管道21到达通孔26,并最终沿对接孔12进入滚筒7内部对内部的塑胶进行冲击破碎,卡接环板22的内表面设有环形气囊23,环形气囊23内部设有热膨胀气体,则当箱体1内部处于常温环境时,环形气囊23内的热膨胀气体由于热胀冷缩,则环形气囊23的体积增大,并将通孔26堵塞,使得波纹管道21内部的大颗粒毛刺无法排出,当箱体1内部充满液氮且温度降低时,环形气囊23内的热膨胀气体由于热胀冷缩原理,环形气囊23的体积减小,环形气囊23不仅可以对环形固定板24内壁进行包裹卡接,同时还能使通孔26开口增大,便于波纹管道21内的大颗粒毛刺沿通孔26进入对接孔12,并最终进入滚筒7内部。
50.使用时,打开箱门3,控制器2控制转动轴4正转,转动轴4带动滚筒7转出,打开端盖28,并将塑胶倒至滚筒7内部,盖上端盖28,控制器2控制转动轴4反向转动,当滚筒7转动至
对接孔12正对出料口20时停止转动,此时关闭箱门3,此时控制器2控制鼓风机19启动,鼓风机19借助风力吹动波纹管道21体积变大,并向滚筒7端移动,且最终卡接环板22内壁与环形固定板24外壁接触配合,从而可以对滚筒7顶部进行支撑限位,并使得滚筒7可以在转动电机的带动下发生转动。
51.同时控制器2控制泵体25启动抽取冷却剂箱8内部的液氮沿连接管9排进箱体1内部,并借助喷头10使得液氮均匀分布在箱体1内部,使得箱体1内部的温度降低至所需的低温环境,即负40摄氏度。
52.当箱体1内的温度达到所需温度后,环形气囊23内的热膨胀气体由于热胀冷缩原理,环形气囊23体积不断收缩,则环形气囊23对通孔26的堵塞程度逐渐降低,并且环形气囊23与环形固定板24的内壁挤压接触。
53.固定座5内的转动电机启动带动滚筒7转动,由于塑胶毛刺在低温环境下变脆,因此滚筒7在转动过程中借助自身的离心力可以将塑胶表面的毛刺进行破碎去除,则该部分毛刺沿滤孔11落至筛板6顶部,并沿筛板6不断向下滑动,在滑动过程中尺寸小于筛板6筛孔的小颗粒毛刺会沿筛孔落至杂质腔17最终被回收,而尺寸大于筛板6筛孔的大颗粒毛刺会沿筛板6落至送料箱18底部。
54.此时驱动电机14转动,驱动电机14的输出轴带动转动杆15转动,转动杆15带动螺旋叶片29转动,螺旋叶片29在转动过程中会带动送料箱18底部的大颗粒毛刺不断沿送料箱18上升,实现大颗粒毛刺的向上送料的过程,同时在螺旋叶片29转动时也会与筛板6的端部进行触碰,由于螺旋叶片29螺旋上升的结构,因此螺旋叶片29在转动时会带动筛板6的端部向上移动,当螺旋叶片29带动筛板6的端部上升至最大值时,筛板6底部失去螺旋叶片29的支撑,则在缓冲弹簧13的弹力作用下会带动筛板6快速向下移动从而恢复原位,因此在螺旋叶片29不断转动过程中,不仅可以实现送料箱18的向上送料的工序,还可以带动筛板6进行高频振动,从而有效地对筛板6顶部的毛刺杂质进行筛分,快速高效的获取所需尺寸的大颗粒毛刺。
55.位于送料箱18底部的大颗粒毛刺均尺寸较大,且可以对塑胶外表面的毛刺进行冲击破碎,则在螺旋叶片29的传动作用下上升至转动杆15顶部,此时鼓风机19借助风力吹动毛刺杂质脱离转动杆15顶部并进入出料口20,并沿出料口20依次沿波纹管道21、通孔26和对接孔12进入滚筒7内部,借助风力快速进入滚筒7内部的大颗粒毛刺与内部原有的塑胶进行撞击,从而把位于塑胶内部的不易清除的毛刺杂质进行冲击去除,提高其去毛刺效果。
56.而被撞击破碎后的毛刺会沿滚筒7外表面的滤孔11落至筛板6顶部,从而重复上述所述的筛分送料过程,而由于鼓风机19产生的风力不仅会使得滚筒7内部的塑胶更加无序的转动,提高滚筒7对塑胶的去毛刺效果,同时还能提高液氮与塑胶的混合程度,保证塑胶冷却的均匀性和包裹性,并且该风力会沿滤孔11到达筛板6顶部,并配合螺旋叶片29和缓冲弹簧13共同对筛板6的高频振动起到协助作用,提高筛板6的振动频率以及振动幅度,从而提高筛板6的筛分效果,而最终该风力会沿杂质腔17一侧的出风孔排出,不会对箱体1内部的气压造成影响。
57.第三实施例
58.如图7,基于第二实施例提供的一种智能低温去塑胶毛刺的装置,在实际使用时需要对其具体的使用步骤进行详细且有序的确定,这样才能有效地提高去毛刺效率,保证去
毛刺效果。
59.基于此,一种智能低温去塑胶毛刺的装置的加工步骤包括:
60.s1、打开箱门3,控制器2控制步进电机正转,转动电机带动转动轴4转动,转动轴4带动固定座5及顶部滚筒7转出箱体1,打开端盖28,并将塑胶倒入滚筒7内部后关闭端盖28;
61.s2、控制器2控制步进电机反向转动带动滚筒7反向转动进入箱体1内部,滚筒7顶部的对接孔12正对卡接环板22内部的通孔26,关闭箱门3;
62.s3、控制器2控制鼓风机19启动,鼓风机19借助风力带动卡接环板22拉伸波纹管道21向滚筒7端移动,卡接环板22的内侧面与环形固定板24外侧面卡接;
63.s4、控制器2控制泵体25启动抽取冷却剂箱8内的液氮沿连接管9进入箱体1内部,箱体1内部温度下降;
64.s5、环形气囊23内的热膨胀气体由于热胀冷缩的原理,环形气囊23体积减小,环形气囊23与环形固定板24内侧面卡接,卡接环板22的开口变大;
65.s6、控制器2控制固定座5内部的转动电机启动带动滚筒7转动,滚筒7内部的塑胶在离心力的作用下与滚筒7内壁接触碰撞去除毛刺;
66.s7、毛刺沿滚筒7外表面的滤孔11落至筛板6顶部;
67.s8、控制器2控制驱动电机14启动,驱动电机14的输出轴带动转动杆15转动,转动杆15转动从而带动螺旋叶片29转动;
68.s9、螺旋叶片29转动过程中与筛板6端部挤压接触并带动筛板6端部向上移动,当筛板6端部到达最大值并与螺旋叶片29脱离接触时,缓冲弹簧13在自身弹力的作用下带动筛板6端部恢复原位,筛板6在箱体1内部进行高频振动,对筛板6顶部的毛刺杂质进行筛分;
69.s10、螺旋叶片29转动带动送料箱18底部的大颗粒毛刺上升至转动杆15顶部,鼓风机19借助风力带动大颗粒毛刺沿出料孔20、通孔26和对接孔12进入滚筒7内部,大颗粒毛刺与滚筒7内的塑胶撞击去毛刺。
70.其中,鼓风机19产生的风力吹动滚筒7内的塑胶进行无序运动,风力携带毛刺杂质沿滤孔11到达筛板6顶部,最终沿出风孔排出。
71.通过对智能低温去塑胶毛刺装置的方法论述,从而得到该装置的最佳使用方法,提高去毛刺效果,保证去毛刺效果,得到最佳塑胶,大大降低劳动强度,节约资源。
72.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
73.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1