一种用于工业链条生产后处理的涂装生产线的制作方法
1.本发明涉及链条生产涂装技术领域,具体为一种用于工业链条生产后处理的涂装生产线。
背景技术:
2.涂装是现代的产品制造工艺中的一个重要环节。防锈、防蚀涂装质量是产品全面质量的重要方面之一。产品外观质量不仅反映了产品防护、装饰性能,而且也是构成产品价值的重要因素;其中彩色化链条的制造方法,包含以下制造步骤:步骤(a):将一以无机热固性塑料材料制成的涂料以溶剂稀释至预定粘度,得出一环氧树脂涂料。步骤(b):将多个内、外链片及轴管分别浸渍于上述涂料中,使上述链条元件完全接触涂料至湿润状态。步骤(c):将已被涂料覆盖的链条元件取出,进行离心处理,以将链条元件表面多余的涂料抛甩出。步骤(d):将离心处理后的链条元件进行烘干处理。步骤(e):将烘干处理后的链条元件进行冷却处理。步骤(f):将上述链条元件进行组装,即成为一彩色化链条成品。
3.现有设备对链条进行涂装后通常采用悬挂烘干方式进行烘干在烘干过程中保持链条静止,由于链条由一节一节部件组装,从而造成了一定的遮挡,在高强度得加热时由于导热的速度差问题,容易导致链条外部涂层温度高内部的涂层温度低,长时间对着涂层表面进行加热烘干时容易导致链条外部涂层出现龟裂的而链条内部涂层不干的现象出现,从而导致了链条出现残次品的问题出现。
4.基于此,本发明设计了一种用于工业链条生产后处理的涂装生产线,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种用于工业链条生产后处理的涂装生产线,以解决上述背景技术中提出了现有设备对链条进行涂装后通常采用悬挂烘干方式进行烘干在烘干过程中保持链条静止,由于链条由一节一节部件组装,从而造成了一定的遮挡,在高强度得加热时由于导热的速度差问题,容易导致链条外部涂层温度高内部的涂层温度低,长时间对着涂层表面进行加热烘干时容易导致链条外部涂层出现龟裂的而链条内部涂层不干的现象出现,从而导致了链条出现残次品的问题出现的问题。
6.为实现上述目的,本发明提供如下技术方案:一种用于工业链条生产后处理的涂装生产线,包括电机、加热板和三角形安装板,所述电机固定设置在安装板下端中央,所述安装板上端开设有与三边边线相平行的首尾连接的贴边滑槽,所述安装板中央开设有与贴边滑槽相切的转向滑槽,所述贴边滑槽和转向滑槽内壁滑动连接有多个滑杆,每两个所述滑杆为一组,且每组滑杆上端固定设置有同一块水平的长圆弧板,所述长圆弧板外圈边缘侧壁固定设置有变位齿牙,所述安装板上端中央转动设置有与长圆弧板外端侧壁的变位齿牙相啮合的驱动齿轮,所述驱动齿轮同轴固定设置在电机输出轴上,所述驱动齿轮上端面边缘环绕其轴线等角度固定设置有多块加热板,三个所述贴边滑槽一端边缘均转动设置有
用于阻挡同组滑杆同时滑入滑槽内的拨板,所述拨板两端朝向滑槽的一侧均设置有允许同组中单个滑杆顺时针滑过的楔形块,靠近滑槽外边缘的所述安装板侧壁开设有用于避让拨板转动的避让槽,所述楔形块外侧壁转动设置有弹簧杆,所述弹簧杆另一端铰接在安装板侧壁,环绕安装板中心轴线顺时针的外侧边缘,所述长圆弧板中间竖向固定设置有夹板杆,所述夹板杆上端设置有竖向的反射圆板,所述反射圆板两侧壁环绕其轴线等角度均匀设置有多个陶瓷撑杆且两侧的陶瓷撑杆错位排列;
7.工作时,先将设备组装完毕固定设置在保温箱内部,(如图1所示,本设备结构关于安装板轴线旋转高度相似,图中为旋转九十度状态,其中图中左侧为设备上端,此后叙述采用设备方位进行叙述),将涂装好的链条挂载到反射圆板侧壁的陶瓷撑杆上,使得链条保持静置状态,启动设备使得加热板加热,同时使得电机顺时针转动(如图1所示,从设备上端看,其中电机的旋转方向根据拨板的楔形块方向进行转动,主要避免了设备出现卡死现象的出现),电机的转动驱动安装板上端的驱动齿轮转动,驱动齿轮转动驱动长圆弧板侧壁的变位齿牙绕着驱动齿轮发生公转的同时,驱动长圆弧板在贴边滑槽和转向滑槽组成的变位自转系统内自转,长圆弧板的受到下端的一组滑杆的限制(图1中,长圆弧板正处于自转换面的状态,现以两个滑杆均在贴边滑槽内滑动进行起始叙述),使得长圆弧板下端的滑杆在贴边滑槽内移动,长圆弧板的移动带动上端的夹板杆沿着贴边滑槽移动,从而带动反射圆板沿着贴边滑槽移动,从而使得加热板对正在移动的反射圆板朝向加热板一侧的陶瓷撑杆外套设的链条进行加热;在长圆弧板移动方向前端的滑杆移动到贴边滑槽一端的拨板转轴位置后,随着电机继续转动,从而使得前端的滑杆挤压拨板后端的楔形块,使得楔形块克服弹簧杆的弹力发生逆时针转动(如图2所示,从设备上端看,以图左下角拨板为准其中正常状态下拨板受到弹簧杆的作用保持拨板右端的楔形块收缩在避让槽内,以保证正在移动前部滑杆能顺利进入贴边滑槽拐角内),从而将拨板后端的楔形块将贴边滑槽关闭,随着电机继续转动,从而使得长圆弧板后端下侧的滑杆无法进行贴边滑槽拐角,从而受到驱动齿轮的作用滑入转向滑槽内部,同时的开始在前端的滑杆滑入两个贴边滑槽的拐角保持点静置只保持转动(如图1和2所示,此时驱动齿轮正在驱动长圆弧板端头的圆弧面上的变位齿牙),待电机继续转动驱动长圆弧板将其后侧下端的滑杆驱动到贴边滑槽内部时,此时驱动齿轮驱动到长圆弧板直边上的变位齿牙,从而使得长圆弧板发生变位自转从而将开始的内侧转动到外侧,随着电机继续转动,换向后的长圆弧板沿着贴边滑槽直线滑动,从而将反射圆板外侧的陶瓷撑杆上的链条转动到内侧进行烘干,而刚刚烘干过的链条转到外侧进行热传导冷却,其中设备上的多个长圆弧板同时进行同步工作,进行烘干换向冷却传导的同时对另一组链条进行烘干。
8.本发明通过电机驱动驱动齿轮转动,从而驱动长圆弧板侧壁的变位齿牙,使得长圆弧板下端的一组在贴边滑槽进行滑动,从而将长圆弧板上端的反射圆板侧壁的链条进行加热烘干,同时再通过前后端的滑杆距离差挤压拨板的转动,从而使得后端的滑杆在贴边滑槽和转向滑槽之间进行转换,从而间接完成了反射圆板的里外面的对换,从而使得被加热的链条进行冷却传导,使得另一侧的链条进行加热,实现了链条的间歇连续加热,从而有效解决了现有设备一次性一直对链条进行烘干加热,导致链条内部未烘干外部涂层已经龟裂的现象出现;其次通过陶瓷撑杆将链条撑开加热从而使得链条的形状固定,避免了链条移动过程中相互摩擦,导致涂层损坏的现象出现。
9.作为本发明的进一步方案,所述反射圆板与夹板杆转动连接,且反射圆板外圈侧壁设置有蜗齿,所述长圆弧板上端面两端中央开设有平行其长边互斥长圆孔,两个所述互斥长圆孔内均套设有蜗轮杆,两个所述蜗轮杆外壁还套设有同一根互斥杆,所述互斥杆穿过夹板杆且与夹板杆滑动连接,所述蜗轮杆外壁同轴固定设置有与蜗齿啮合的蜗杆,所述蜗轮杆同轴固定设置有触动齿轮,所述安装板三个角通过支架固定设置有可与触动齿轮啮合的触动齿条;
10.本发明使用时,由于链条保持静止,从而可能出现涂层出现微流动的现象出现,从而造成链条涂层出现流漆的现象出现,现希望设置一套转动装置从而解决上述问题;本发明使用时,当长圆弧板前端快要滑入两个贴边滑槽拐角时,随着长圆弧板继续移动,从而使得触动齿条挤压触动齿轮,使得触动齿轮同轴的蜗轮杆下端在长圆弧板上端的互斥长圆孔移动,从而推动蜗轮杆外侧的互斥杆沿着夹板杆侧壁的孔向长圆弧板另一端移动,从而推动长圆弧板后端的蜗轮杆沿着互斥长圆孔滑动,使得后侧的蜗轮杆上侧的蜗杆脱离与反射圆板的蜗齿脱离啮合(如图1所示,由于蜗齿和蜗杆之间存在自锁现象,两个蜗杆与蜗齿同时啮合无法驱动蜗齿进行转动,避免了设备出现卡死的现象出现),同时的长圆弧板前端的蜗轮杆上端的蜗杆与反射圆板外圈的蜗齿进行啮合,随着长圆弧板的继续移动,前端已经与触动齿条啮合的触动齿轮受到触动齿条的作用发生转动,从而驱动前端的触动齿轮转动,触动齿轮转动驱动蜗轮杆转动从而进一步驱动蜗杆转动,蜗杆转动驱动反射圆板外侧蜗齿,使得反射圆板在夹板杆上转动,反射圆板转动驱动陶瓷撑杆绕着其轴线公转,从而使得陶瓷撑杆外侧套设的链条在保持静止状态下进行公转(如图1所示,在一组滑杆同时处于贴边滑槽滑动时,总有一组无动力的蜗杆与蜗齿啮合,从而锁定反射圆板,避免在烘烤过程中反射圆板发生转动震动,从而导致链条晃动出现摩擦,使得没烘干的涂层被破坏的现象出现)。
11.本发明通过触动齿条先挤压触动齿轮使得触动齿轮推动蜗轮杆在长圆弧板上端的互斥长圆孔内滑动,推动互斥杆,从而使得正在移动的长圆弧板后端的蜗轮杆上的蜗杆与反射圆板侧壁的蜗齿脱离啮合且解锁,同时前端的蜗杆与蜗齿啮合,再通过触动齿条驱动触动齿轮转动,使得蜗杆驱动蜗齿使得反射圆板转动,从而将陶瓷撑杆外侧的链条进行公转,从而有效避免了链条长时间保持静止,出现上下位置差,出现涂层流漆的现象出现。
12.作为本发明的进一步方案,所述陶瓷撑杆关于反射圆板径向滑动设置在反射圆板侧壁开设的调节槽内,所述陶瓷撑杆侧壁固定设置有电动撑杆,所述电动撑杆另一端固定设置在反射圆板中间的支架侧壁,进一步扩大设备的适用范围,可挂载不同长度的链条,其次在上下链条时,使得操作更加简单。
13.作为本发明的进一步方案,所述贴边滑槽和转向滑槽内壁采用减摩材料,减小摩擦,延长设备使用寿命。
14.作为本发明的进一步方案,所述电机采用减速电机,本设备本身为低速设备,使得设备变位获得更大扭矩。
15.作为本发明的进一步方案,所述安装板三角切除,降低设备不必要重力,使得安装更加容易。
16.与现有技术相比,本发明的有益效果是:
17.1.本发明通过电机驱动驱动齿轮转动,从而驱动长圆弧板侧壁的变位齿牙,使得
长圆弧板下端的一组在贴边滑槽进行滑动,从而将长圆弧板上端的反射圆板侧壁的链条进行加热烘干,同时再通过前后端的滑杆距离差挤压拨板的转动,从而使得后端的滑杆在贴边滑槽和转向滑槽之间进行转换,从而间接完成了反射圆板的里外面的对换,从而使得被加热的链条进行冷却传导,使得另一侧的链条进行加热,实现了链条的间歇连续加热,从而有效解决了现有设备一次性一直对链条进行烘干加热,导致链条内部未烘干外部涂层已经龟裂的现象出现;其次通过陶瓷撑杆将链条撑开加热从而使得链条的形状固定,避免了链条移动过程中相互摩擦,导致涂层损坏的现象出现。
18.2.本发明通过触动齿条先挤压触动齿轮使得触动齿轮推动蜗轮杆在长圆弧板上端的互斥长圆孔内滑动,推动互斥杆,从而使得正在移动的长圆弧板后端的蜗轮杆上的蜗杆与反射圆板侧壁的蜗齿脱离啮合且解锁,同时前端的蜗杆与蜗齿啮合,再通过触动齿条驱动触动齿轮转动,使得蜗杆驱动蜗齿使得反射圆板转动,从而将陶瓷撑杆外侧的链条进行公转,从而有效避免了链条长时间保持静止,出现上下位置差,出现涂层流漆的现象出现。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
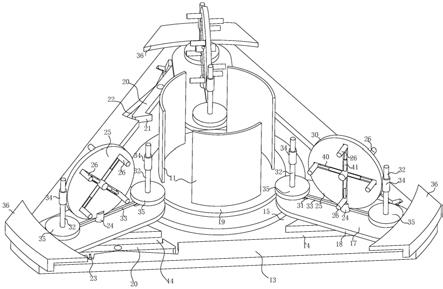
20.图1为本发明总体结构示意图;
21.图2为本发明总体俯视结构示意图;(隐藏长圆弧板)
22.图3为本发明侧俯视局部剖视结构示意图;
23.图4为本发明图3中a处放大结构示意图;
24.图5为本发明图4中b处放大结构示意图;
25.图6为本发明图3中c处放大结构示意图;
26.图7为本发明侧仰视局部轴剖结构示意图;
27.图8为本发明图7中d处放大结构示意图。
28.附图中,各标号所代表的部件列表如下:
29.电机10,加热板12,安装板13,贴边滑槽14,转向滑槽15,滑杆16,长圆弧板17,变位齿牙18,驱动齿轮19,拨板20,楔形块21,避让槽22,弹簧杆23,夹板杆24,反射圆板25,陶瓷撑杆26,蜗齿30,互斥长圆孔31,蜗轮杆32,互斥杆33,蜗杆34,触动齿轮35,触动齿条36,调节槽40,电动撑杆41。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
31.请参阅图1
‑
8,本发明提供一种技术方案:一种用于工业链条生产后处理的涂装生
产线,包括电机10、加热板12和三角形安装板13,电机10固定设置在安装板13下端中央,安装板13上端开设有与三边边线相平行的首尾连接的贴边滑槽14,安装板13中央开设有与贴边滑槽14相切的转向滑槽15,贴边滑槽14和转向滑槽15内壁滑动连接有多个滑杆16,每两个滑杆16为一组,且每组滑杆16上端固定设置有同一块水平的长圆弧板17,长圆弧板17外圈边缘侧壁固定设置有变位齿牙18,安装板13上端中央转动设置有与长圆弧板17外端侧壁的变位齿牙18相啮合的驱动齿轮19,驱动齿轮19同轴固定设置在电机10输出轴上,驱动齿轮19上端面边缘环绕其轴线等角度固定设置有多块加热板12,三个贴边滑槽14一端边缘均转动设置有用于阻挡同组滑杆16同时滑入滑槽14内的拨板20,拨板20两端朝向滑槽14的一侧均设置有允许同组中单个滑杆16顺时针滑过的楔形块21,靠近滑槽14外边缘的安装板13侧壁开设有用于避让拨板20转动的避让槽22,楔形块21外侧壁转动设置有弹簧杆23,弹簧杆23另一端铰接在安装板13侧壁,环绕安装板13中心轴线顺时针的外侧边缘,长圆弧板17中间竖向固定设置有夹板杆24,夹板杆24上端设置有竖向的反射圆板25,反射圆板25两侧壁环绕其轴线等角度均匀设置有多个陶瓷撑杆26且两侧的陶瓷撑杆26错位排列;
32.工作时,先将设备组装完毕固定设置在保温箱内部,(如图1所示,本设备结构关于安装板13轴线旋转高度相似,图中为旋转九十度状态,其中图中左侧为设备上端,此后叙述采用设备方位进行叙述),将涂装好的链条挂载到反射圆板25侧壁的陶瓷撑杆26上,使得链条保持静置状态,启动设备使得加热板12加热,同时使得电机10顺时针转动(如图1所示,从设备上端看,其中电机10的旋转方向根据拨板20的楔形块21方向进行转动,主要避免了设备出现卡死现象的出现),电机10的转动驱动安装板13上端的驱动齿轮19转动,驱动齿轮19转动驱动长圆弧板17侧壁的变位齿牙18绕着驱动齿轮19发生公转的同时,驱动长圆弧板17在贴边滑槽14和转向滑槽15组成的变位自转系统内自转,长圆弧板17的受到下端的一组滑杆16的限制(图1中,长圆弧板17正处于自转换面的状态,现以两个滑杆16均在贴边滑槽14内滑动进行起始叙述),使得长圆弧板17下端的滑杆16在贴边滑槽14内移动,长圆弧板17的移动带动上端的夹板杆24沿着贴边滑槽14移动,从而带动反射圆板25沿着贴边滑槽14移动,从而使得加热板12对正在移动的反射圆板25朝向加热板12一侧的陶瓷撑杆26外套设的链条进行加热;在长圆弧板17移动方向前端的滑杆16移动到贴边滑槽14一端的拨板20转轴位置后,随着电机10继续转动,从而使得前端的滑杆16挤压拨板20后端的楔形块21,使得楔形块21克服弹簧杆23的弹力发生逆时针转动(如图2所示,从设备上端看,以图左下角拨板20为准其中正常状态下拨板20受到弹簧杆23的作用保持拨板20右端的楔形块21收缩在避让槽22内,以保证正在移动前部滑杆16能顺利进入贴边滑槽14拐角内),从而将拨板20后端的楔形块21将贴边滑槽14关闭,随着电机10继续转动,从而使得长圆弧板17后端下侧的滑杆16无法进行贴边滑槽14拐角,从而受到驱动齿轮19的作用滑入转向滑槽15内部,同时的开始在前端的滑杆16滑入两个贴边滑槽14的拐角保持点静置只保持转动(如图1和2所示,此时驱动齿轮19正在驱动长圆弧板17端头的圆弧面上的变位齿牙18),待电机10继续转动驱动长圆弧板17将其后侧下端的滑杆16驱动到贴边滑槽14内部时,此时驱动齿轮19驱动到长圆弧板17直边上的变位齿牙18,从而使得长圆弧板17发生变位自转从而将开始的内侧转动到外侧,随着电机10继续转动,换向后的长圆弧板17沿着贴边滑槽14直线滑动,从而将反射圆板25外侧的陶瓷撑杆26上的链条转动到内侧进行烘干,而刚刚烘干过的链条转到外侧进行热传导冷却,其中设备上的多个长圆弧板17同时进行同步工作,进行烘干换向冷却传
导的同时对另一组链条进行烘干。
33.本发明通过电机10驱动驱动齿轮19转动,从而驱动长圆弧板17侧壁的变位齿牙18,使得长圆弧板17下端的一组在贴边滑槽14进行滑动,从而将长圆弧板17上端的反射圆板25侧壁的链条进行加热烘干,同时再通过前后端的滑杆16距离差挤压拨板20的转动,从而使得后端的滑杆16在贴边滑槽14和转向滑槽15之间进行转换,从而间接完成了反射圆板25的里外面的对换,从而使得被加热的链条进行冷却传导,使得另一侧的链条进行加热,实现了链条的间歇连续加热,从而有效解决了现有设备一次性一直对链条进行烘干加热,导致链条内部未烘干外部涂层已经龟裂的现象出现;其次通过陶瓷撑杆26将链条撑开加热从而使得链条的形状固定,避免了链条移动过程中相互摩擦,导致涂层损坏的现象出现。
34.作为本发明的进一步方案,反射圆板25与夹板杆24转动连接,且反射圆板25外圈侧壁设置有蜗齿30,长圆弧板17上端面两端中央开设有平行其长边互斥长圆孔31,两个互斥长圆孔31内均套设有蜗轮杆32,两个蜗轮杆32外壁还套设有同一根互斥杆33,互斥杆33穿过夹板杆24且与夹板杆24滑动连接,蜗轮杆32外壁同轴固定设置有与蜗齿30啮合的蜗杆34,蜗轮杆32同轴固定设置有触动齿轮35,安装板13三个角通过支架固定设置有可与触动齿轮35啮合的触动齿条36;
35.本发明使用时,由于链条保持静止,从而可能出现涂层出现微流动的现象出现,从而造成链条涂层出现流漆的现象出现,现希望设置一套转动装置从而解决上述问题;本发明使用时,当长圆弧板17前端快要滑入两个贴边滑槽14拐角时,随着长圆弧板17继续移动,从而使得触动齿条36挤压触动齿轮35,使得触动齿轮35同轴的蜗轮杆32下端在长圆弧板17上端的互斥长圆孔31移动,从而推动蜗轮杆32外侧的互斥杆33沿着夹板杆24侧壁的孔向长圆弧板17另一端移动,从而推动长圆弧板17后端的蜗轮杆32沿着互斥长圆孔31滑动,使得后侧的蜗轮杆32上侧的蜗杆34脱离与反射圆板25的蜗齿30脱离啮合(如图1所示,由于蜗齿30和蜗杆34之间存在自锁现象,两个蜗杆34与蜗齿30同时啮合无法驱动蜗齿30进行转动,避免了设备出现卡死的现象出现),同时的长圆弧板17前端的蜗轮杆32上端的蜗杆34与反射圆板25外圈的蜗齿30进行啮合,随着长圆弧板17的继续移动,前端已经与触动齿条36啮合的触动齿轮35受到触动齿条36的作用发生转动,从而驱动前端的触动齿轮35转动,触动齿轮35转动驱动蜗轮杆32转动从而进一步驱动蜗杆34转动,蜗杆34转动驱动反射圆板25外侧蜗齿30,使得反射圆板25在夹板杆24上转动,反射圆板25转动驱动陶瓷撑杆26绕着其轴线公转,从而使得陶瓷撑杆26外侧套设的链条在保持静止状态下进行公转(如图1所示,在一组滑杆16同时处于贴边滑槽14滑动时,总有一组无动力的蜗杆34与蜗齿30啮合,从而锁定反射圆板25,避免在烘烤过程中反射圆板25发生转动震动,从而导致链条晃动出现摩擦,使得没烘干的涂层被破坏的现象出现)。
36.本发明通过触动齿条36先挤压触动齿轮35使得触动齿轮35推动蜗轮杆32在长圆弧板17上端的互斥长圆孔31内滑动,推动互斥杆33,从而使得正在移动的长圆弧板17后端的蜗轮杆32上的蜗杆34与反射圆板25侧壁的蜗齿30脱离啮合且解锁,同时前端的蜗杆34与蜗齿30啮合,再通过触动齿条36驱动触动齿轮35转动,使得蜗杆34驱动蜗齿30使得反射圆板25转动,从而将陶瓷撑杆26外侧的链条进行公转,从而有效避免了链条长时间保持静止,出现上下位置差,出现涂层流漆的现象出现。
37.作为本发明的进一步方案,陶瓷撑杆26关于反射圆板25径向滑动设置在反射圆板
25侧壁开设的调节槽40内,陶瓷撑杆26侧壁固定设置有电动撑杆41,电动撑杆41另一端固定设置在反射圆板25中间的支架侧壁,进一步扩大设备的适用范围,可挂载不同长度的链条,其次在上下链条时,使得操作更加简单。
38.作为本发明的进一步方案,贴边滑槽14和转向滑槽15内壁采用减摩材料,减小摩擦,延长设备使用寿命。
39.作为本发明的进一步方案,电机10采用减速电机,本设备本身为低速设备,使得设备变位获得更大扭矩。
40.作为本发明的进一步方案,安装板13三角切除,降低设备不必要重力,使得安装更加容易。
41.工作原理:工作时,先将设备组装完毕固定设置在保温箱内部,(如图1所示,本设备结构关于安装板13轴线旋转高度相似,图中为旋转九十度状态,其中图中左侧为设备上端,此后叙述采用设备方位进行叙述),将涂装好的链条挂载到反射圆板25侧壁的陶瓷撑杆26上,使得链条保持静置状态,启动设备使得加热板12加热,同时使得电机10顺时针转动(如图1所示,从设备上端看,其中电机10的旋转方向根据拨板20的楔形块21方向进行转动,主要避免了设备出现卡死现象的出现),电机10的转动驱动安装板13上端的驱动齿轮19转动,驱动齿轮19转动驱动长圆弧板17侧壁的变位齿牙18绕着驱动齿轮19发生公转的同时,驱动长圆弧板17在贴边滑槽14和转向滑槽15组成的变位自转系统内自转,长圆弧板17的受到下端的一组滑杆16的限制(图1中,长圆弧板17正处于自转换面的状态,现以两个滑杆16均在贴边滑槽14内滑动进行起始叙述),使得长圆弧板17下端的滑杆16在贴边滑槽14内移动,长圆弧板17的移动带动上端的夹板杆24沿着贴边滑槽14移动,从而带动反射圆板25沿着贴边滑槽14移动,从而使得加热板12对正在移动的反射圆板25朝向加热板12一侧的陶瓷撑杆26外套设的链条进行加热;在长圆弧板17移动方向前端的滑杆16移动到贴边滑槽14一端的拨板20转轴位置后,随着电机10继续转动,从而使得前端的滑杆16挤压拨板20后端的楔形块21,使得楔形块21克服弹簧杆23的弹力发生逆时针转动(如图2所示,从设备上端看,以图左下角拨板20为准其中正常状态下拨板20受到弹簧杆23的作用保持拨板20右端的楔形块21收缩在避让槽22内,以保证正在移动前部滑杆16能顺利进入贴边滑槽14拐角内),从而将拨板20后端的楔形块21将贴边滑槽14关闭,随着电机10继续转动,从而使得长圆弧板17后端下侧的滑杆16无法进行贴边滑槽14拐角,从而受到驱动齿轮19的作用滑入转向滑槽15内部,同时的开始在前端的滑杆16滑入两个贴边滑槽14的拐角保持点静置只保持转动(如图1和2所示,此时驱动齿轮19正在驱动长圆弧板17端头的圆弧面上的变位齿牙18),待电机10继续转动驱动长圆弧板17将其后侧下端的滑杆16驱动到贴边滑槽14内部时,此时驱动齿轮19驱动到长圆弧板17直边上的变位齿牙18,从而使得长圆弧板17发生变位自转从而将开始的内侧转动到外侧,随着电机10继续转动,换向后的长圆弧板17沿着贴边滑槽14直线滑动,从而将反射圆板25外侧的陶瓷撑杆26上的链条转动到内侧进行烘干,而刚刚烘干过的链条转到外侧进行热传导冷却,其中设备上的多个长圆弧板17同时进行同步工作,进行烘干换向冷却传导的同时对另一组链条进行烘干。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1